Изобретение относится к обработке металлов точением и может быть применено, например, при растачивании отверстий колец подшипников на одношпиндельных и многошпиндельных токарных станках.
Известен способ растачивания отверстий упругой резцовой оправкой, по которому врезание резца осуществляют путем упругого прогиба оправки.
Предлагаемый способ отличается от известного тем. что резцы устанавливают со смеш,ением друг- относительно друга по оси оправки, а усилие прогиба создают путем задания большего припуска на первый резец.
Указанные отличия позволяют осуш;ествИть безрисочный вывод резца при растачивании отверстий невращаюшейся двухрезцовой оправкой.
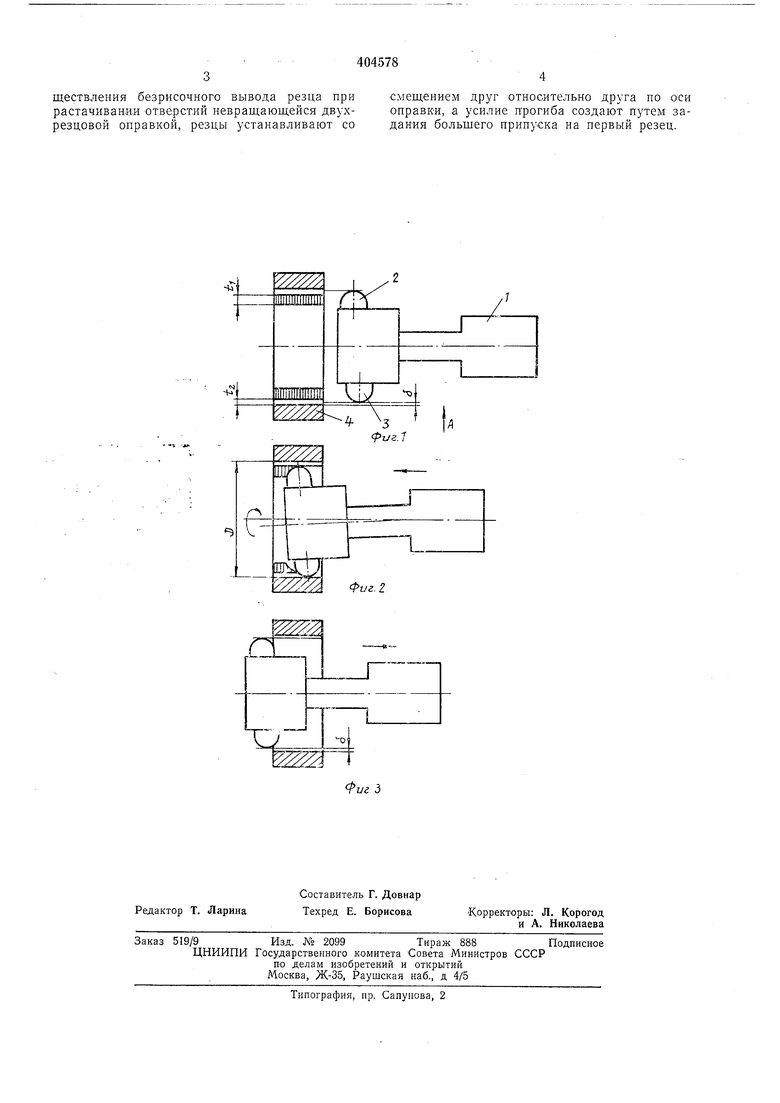
На фиг. 1 показана оправка перед началом обработки; на фиг. 2 - оправка в процессе обработки; на фиг. 3 - оправка при обратноаМ ходе.
Расточную оправку 1 с закрепленныМ:И в ней резцами 2 и 3 устанавливают соосно отверстию обрабатываемой детали 4. Осевым перемеш:ением оправки 1 при врандении детали производят растачивание отверстия. После растачивания оправку обратны.м ходом выводят из детали. Резец 2 располагают впереди резца 3 по оси оправки. Расстояние между вершинами резцов 2 и 3 устанавливают меньию окончательного диаметра D отверстия на двойную величину прогиба оправки при растачивании.
Резец 2 первым врезается в деталь. При этом оправка 1 отжимается (отгибается) в сторону, противоположную резцу 2, т. е. в сторону резца 3 на величину б. Таким образом, врезание резца 3 в тело детали производится за счет прогиба оправки.
Резец 2 снимает большой припуск /i и осуш,ествляет предварительное растачивание отверстия. На резец 3 остается значительно меньший
припуск tz- Он осуихествляет окончательное растачивание отверстия. Ввиду этой разницы припусков оправка остается отогнутой в процессе обработки. В результате этого ири отводе назад оправки резцы не касаются обработанной поверхности. Образующийся на выходном конце отверстия заусенец снимается при цоследующей проточке фасок.
Предмет изобретения
25
Способ растачивания отверстий упругой
резцовой оправкой, по которому врезание
резца осуществляют путем упругого прогиба
30 оправки, отличающийся тем, что, с целью осуществления безрисочного вывода резца при растачивании отверстий невращающейся двухрезцовой оправкой, резцы устанавливают со
смещением друг относительно друга по оси оправки, а усилие прогиба создают путем задания больщего припуска на первый резец.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕЗРИСОЧНОГО ВЫВОДА РЕЗЦА ИЗ ОБРАБОТАННОГО ОТВЕРСТИЯ | 1972 |
|
SU334016A1 |
| Способ подналадки резца и устройство для его осуществления | 1983 |
|
SU1126381A1 |
| КОНСОЛЬНАЯ РАСТОЧНАЯ ОПРАВКА U | 1971 |
|
SU319391A1 |
| РАСТОЧНАЯ ОПРАВКА | 1972 |
|
SU426758A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СПОСОБ РАСТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2481923C2 |
| Магнитострикционный способ растачивания отверстий на многоцелевых станках | 1986 |
|
SU1404187A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
SJ
Фиг. 2
