(54) ЭЛЕКТРОД-ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электродов-инструментов для электроэрозионной,электрохимической обработки | 1977 |
|
SU733221A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| Способ изготовления нарезного артиллерийского ствола, нарезной артиллерийский ствол и заготовка ствола под нарезы | 2021 |
|
RU2760477C1 |
| Электрод-инструмент для электрохимической прошивки отверстий | 1986 |
|
SU1511030A1 |
| Устройство для электрохимической обработки сложнопрофильных каналов | 1983 |
|
SU1166932A1 |
| Устройство для электрохимической обработки лопаток газотурбинного двигателя | 2017 |
|
RU2690904C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
1
Изобретение относится к электрохимической обработке металлов и может использоваться в электрохимических станках для обработки тонких пазов, выкружек, например, в зигах бандажных полок лопаток ГТД, 5 в зубьях шестерен и др. / Известен способ электрохимической обработки электродом-гфоволокой, при котором электролит подается в зону обр ботки вдоль оси .проволоки. Однако при обра- ю ботке таким электродом электролит по мере протекания вдоль электрода насыщается продуктами анодного растворения, вслбдствие чего искажаются ширина и радиус прорезаемого паза. Длина обрабатываемого15 рабочего участка изделия при этом не превышает 40-6О мм (для наклонного электрода ).
Цель изобретения - предотвратить расравливание крайних поверхностей щелей.20
Для этого формообразующий элемент закреплен в полой обойме, в которой рядом с ним выполнена сквозная щель для направления струи электролита по касательной к формообразующему элементу. .25
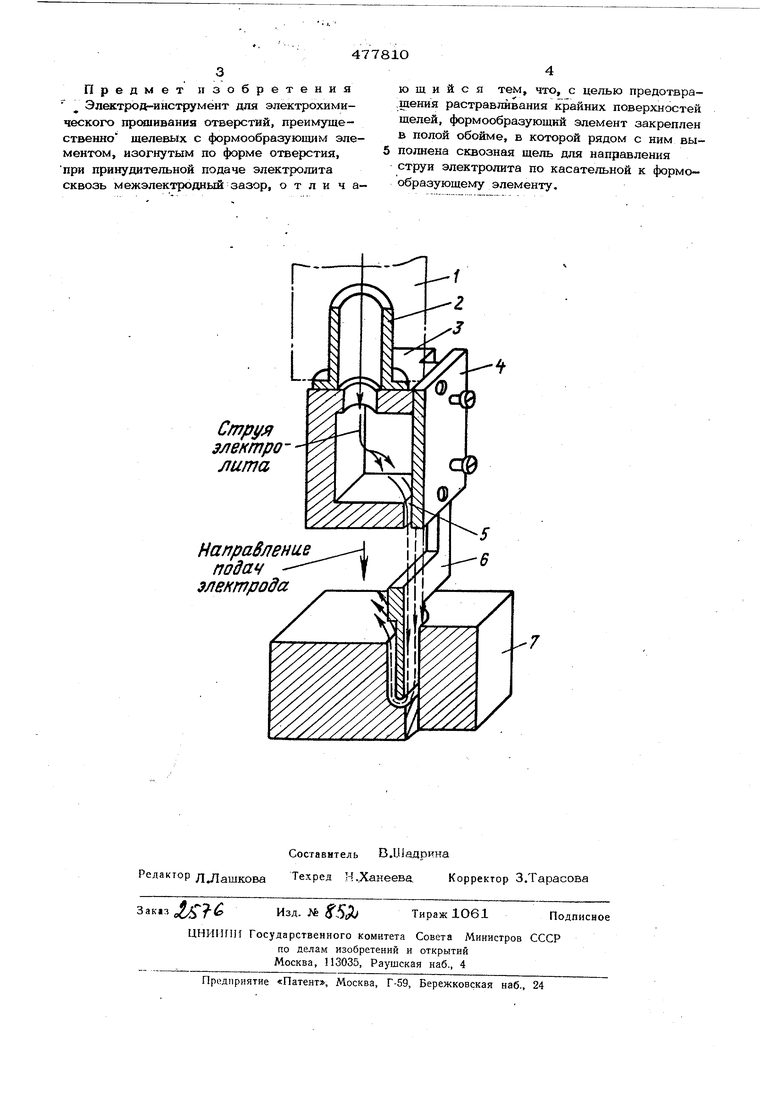
На чертеже изображен электрод-инструмент для электрохимического прошивания отверстия.
В щпиндель 1 электрохимического станка вставляется переходдшк 2, к которому кренится корпус катодного устройства 3, к которому в свою очередь крепится насадок 4. В насадке выполнена узкая щель 5 шириной 0,О5-0,2 мм, причем длина щели превышает длину рабочей части катода 6, который представляет собой П-образную дужку, закрепленную за концы в корпусе 3 так, чтобы струя электролита, постутгаю1ца а из щели, была направлена по касательной к его рабочей поверхности.
Щель 5 выполнена параллельно продольной оси катода. Для тезшологичности насадок 4 может быть изготовлен разъемным вдоль щели.
Во время работы электролит под давлением подается через щель 5 тонкой струей по касательной к рабочей части катода 6 в зазор, расположенный между катодом 6 и обрабатьтаемой частью изделия 7.
Предмет изобретения Электрод-инструмент для электрохимического прсниивания отверстий, преимущественно щелевых с формообразующим элементом, изогнутым по форме отверстия, при принудительной подаче электролита сквозь межэлектродный зазор, отличаСтру
электро
лита
ИапраВление подач злектрода
ющийся тем, что, с целью предотвра щения растравливания крайних поверхностей щелей, формообразующий элемент закреплен в полой обойме, в которой рядом с ним выполнена сквозная щель для направления струи электролита по касательной к формообразующему элементу.
