1
Изобретение относится к отрасли строительной индустрии и предназначается для изготовления плоских железобетонных изделий типа тротуарных плит, плит для перекрытия каналов, облицовочных ллит и др.
Известен круговой конвейер для изготовления нлоских железобетонных изделий, содержащий грузовые тележки, грунновые формы со стенками и поддонами, приводной поворотный круг и виброплощадку.
К недостаткам такого конвейера относится невозможность группового изготовления плоских железобетонных изделий, большая металлоемкость устройства за счет применения для перемеихения форм поворотной платформы, необходимость использования для открывания и закрывания форм специальной машины.
Целью изобретения является новышеаие производительности конвейера.
Эта цель достигается тем, что на поворотном круге смонтирован копир, в котором установлены с возможностью перемещения следящие ролики, связанные посредством тяг с наклонно закрепленными по отношению к продольной оси тележек стенками групповых форм. Кроме того, поддоны групповых форм вынолнены в виде грузовых тележек, шарнирно соединенных с приводным поворотным кругом.
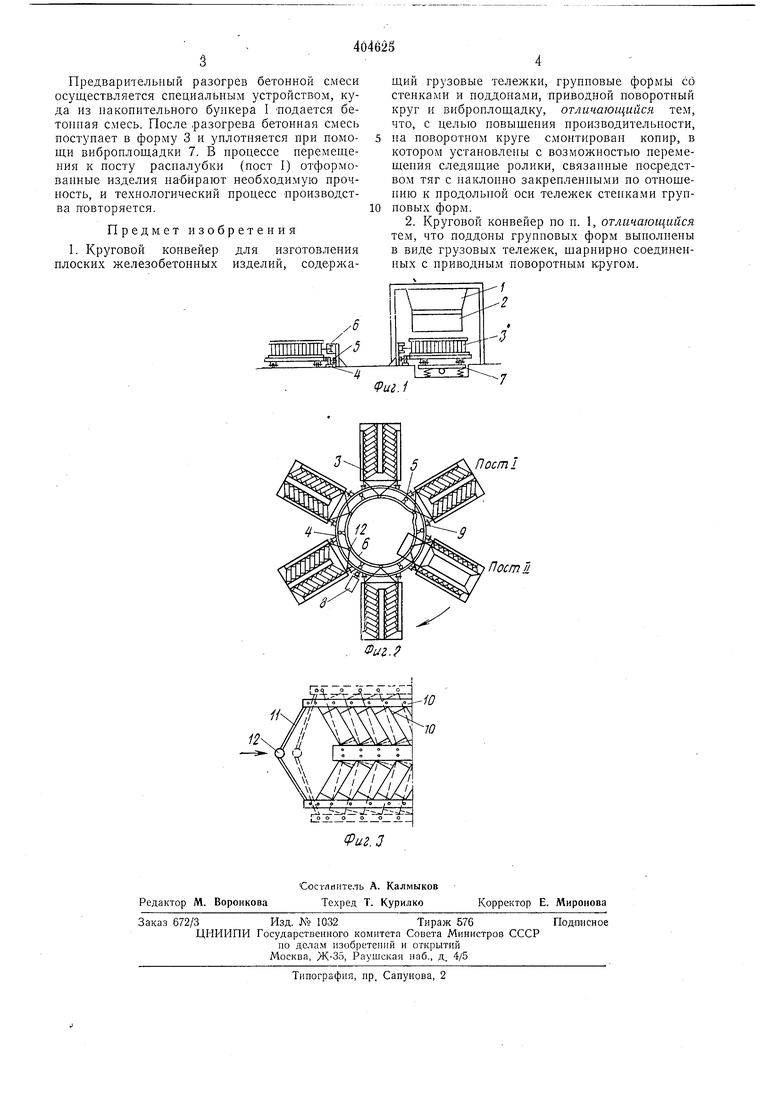
Иа фиг. 1 изображен предлагаемый конвейер, вертикальный разрез; на фиг. 2 - то же, в плане; на фиг. 3 - групповые формы, общий вид.
Круговой тележечный конвейер состоит из накопительного бункера 1 для бетонной смеси, устройства 2 для разогрева бетонной смеси, грузовых тележек с групповыми формами 3, поворотного круга 4, упорных роликов 5, копира 6, виброплощадки 7, механизма 8 поворота круга с грузовыми тележками. Крепление грузовых тележек к поворотному кругу осуществляется при помощи щарниров 9, что предотвращает передачу вибрации при формовании изделий на с.межные тележки. Групповые формы образованы стенками 10, которые соединены посредством тяг 11 со следящими роликами 12.
При повороте поворотного круга 4 на определенный угол грузовая тележка с групповыми формами 3 подается на пост распалубки изделий (пост 1), где при помощи копира 6 и тяг 11 открываются стенки 10 групповой формы 3. После извлечения изделий, а также чистки и смазки стенок 10 в форму устанавливают арматуру и закладные детали.
В процессе перемещения формы 3 на пост формования изделий (пост II) отсеки формы закрываются.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельно-конвейерная установка для изготовления железобетонных колец | 1981 |
|
SU992190A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| Роторный конвейер для изготовления строительных изделий | 1990 |
|
SU1765009A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Устройство для изготовления и установки заглушек в торцовые отверстия многопустотных панелей из бетонных смесей | 1987 |
|
SU1653962A1 |
| Установка для изготовления железобетонных изделий | 1979 |
|
SU872266A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| Составная форма для изготовления центрифугированных изделий из бетонных смесей | 1985 |
|
SU1364482A1 |
