(54) УСТАНОВКА ДЛЯ 13ГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
1
Изобретение относится к производству железобетонных изделий, в частности к изготовлению многопустотных плит перекрытия.
Известна установка для изготовления железобетонных изделий, содержащая раму, на которой смонтирован бункер с механизмами уплотнения, подвижный поддон, продольные и поперечные борта, механизмы распалубки и перемещения поддонов (1.
Однако известная установка малопроизводительна, так как технологические операции, выполняемые на установке, производятся последовательно.
Цель изобретения -- повышение производительности.
Цель достигается тем, .что в установке для-изготовления железобетонных изделий, содержащей раму, на которой смонтирован бункер с механизмами уплотнения, подвиж-, ный поддон, продольные и поперечные борта, пустотообразователи, механизмы распалубки и перемещения поддонов и бункера, пустг тообразователи и продольные борта жестк1, закреплены на бункере, а поперечные борта установлены с возможностью перемещения
относительно продольных, причем один из механизмов распалубки поперечного борта выполнен в виде коромысла с захватом в средней части для фиксации поперечного борта, один конец коромысла шарнирно
J соединен с рамой посредством тяги, а другой - цилиндра, а механизм распалубки другого поперечного борта выполнен в виде подвижных вдоль пустотообразователей штанг, каждая из которых состоит из поворотной и неповоротной частей, которые снабжены роликами, взаимодействующими с пустотообразователями, причем к концу поворотной части щтанги жестко прикреплен поперечный борт, поворот которого осуществляется посредством пружин, соединяющих поперечный борт с неповоротной частью
5 штанги, при этом поперечные борта снабжены крюковыми захватами для фиксации с поддоном в рабочем положении.
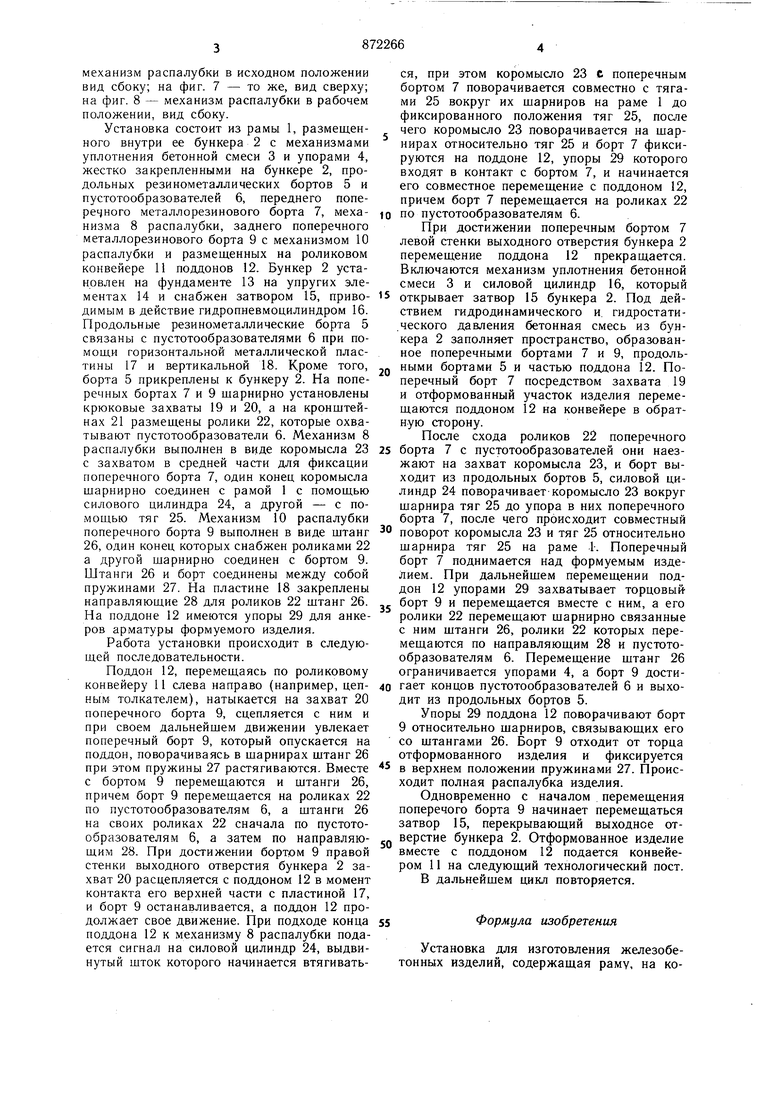
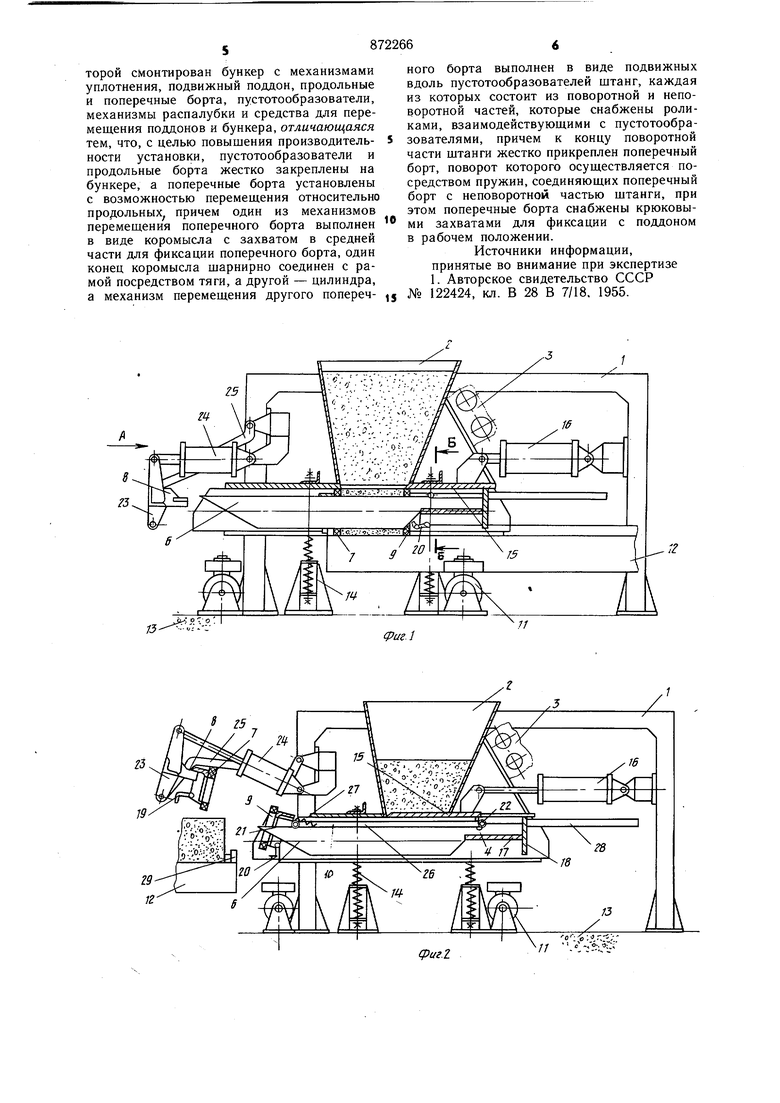
На фиг. 1 показана установка в начале формования изделия, общий вид; на фиг. 2 - установка в конце формования изделия,
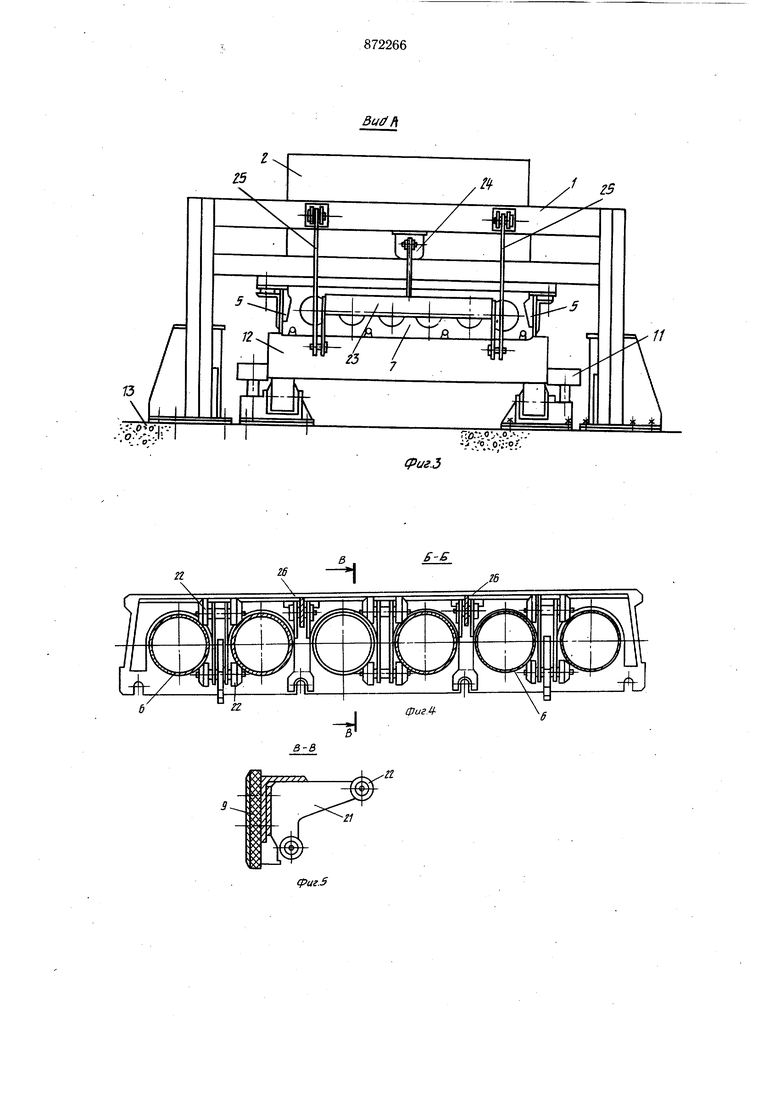
20 общий вид; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 -
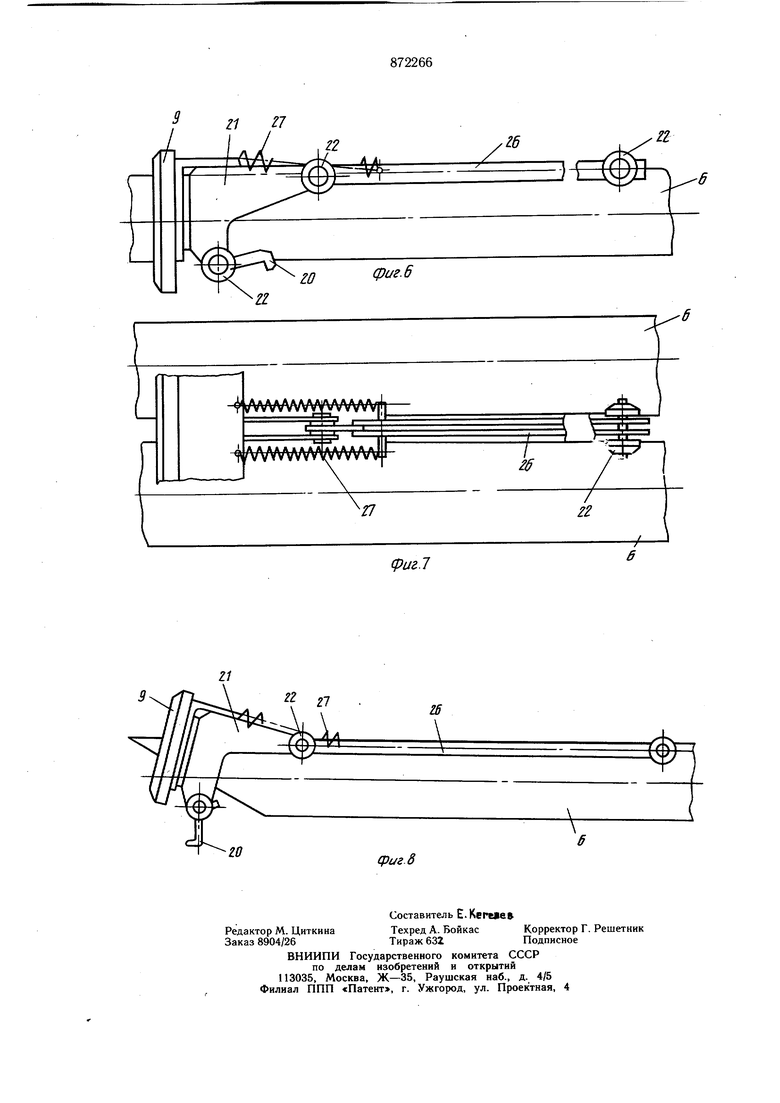
механизм распалубки в исходном положении вид сбоку; на фиг. 7 - то же, вид сверху; на фиг. 8 - механизм распалубки в рабочем положении, вид сбоку.
Установка состоит из рамы 1, размещенного внутри ее бункера 2 с механизмами уплотнения бетонной смеси 3 и упорами 4, жестко закрепленными на бункере 2, продольных резинометаллических бортов 5 и пустотообразователей 6, переднего попере ного металлорезинового борта 7, механизма 8 распалубки, заднего поперечного металлорезинового борта 9 с механизмом 10 распалубки и размещенных на роликовом конвейере 11 поддонов 12. Бункер 2 установлен на фундаменте 13 на упругих элементах 14 и снабжен затвором 15, приводимым в действие гидропневмоцилиндром 16. Продольные резинометаллические борта 5 связаны с пустотообразователями 6 при помощи горизонтальной металлической пластины 17 и вертикальной 18. Кроме того, борта 5 прикреплены к бункеру 2. На поперечных бортах 7 и 9 щарнирно установлены крюковые захваты 19 и 20, а на кронштейнах 21 размещены ролики 22, которые охватывают пустотообразователи 6. Механизм 8 распалубки выполнен в виде коромысла 23 с захватом в средней части для фиксации поперечного борта 7, один конец коромысла шарнирно соединен с рамой 1 с помощью силового цилиндра 24, а другой - с помощью тяг 25. Механизм 10 распалубки поперечного борта 9 выполнен в виде щтанг 26, один конец которых снабжен роликами 22 а другой щарнирно соединен с бортом 9. Штанги 26 и борт соединены между собой пружинами 27. На пластине 18 закреплены направляющие 28 для роликов 22 штанг 26. На поддоне 12 имеются упоры 29 для анкеров арматуры формуемого изделия.
Работа установки происходит в следующей последовательности.
Поддон 12, перемещаясь по роликовому конвейеру 11 слева направо (например, цепным толкателем), натыкается на захват 20 поперечного борта 9, сцепляется с ним и при своем дальнейщем движении увлекает поперечный борт 9, который опускается на поддон, поворачиваясь в шарнирах щтанг 26 при этом пружины 27 растягиваются. Вместе с бортом 9 перемещаются и щтанги 26, причем борт 9 перемещается на роликах 22 по пустотообразователям 6, а штанги 26 на своих роликах 22 сначала по пустотообразователям 6, а затем по направляющим 28. При достижении бортом 9 правой стенки выходного отверстия бункера 2 захват 20 расцепляется с поддоном 12 в момент контакта его верхней части с пластиной 17, и борт 9 останавливается, а поддон 12 продолжает свое движение. При подходе конца поддона 12 к механизму 8 распалубки подается сигнал на силовой цилиндр 24, выдвинутый щток которого начинается втягиваться, при этом коромысло 23 С поперечным бортом 7 поворачивается совместно с тягами 25 вокруг их шарниров на раме 1 до фиксированного положения тяг 25, после чего коромысло 23 поворачивается на шарнирах относительно тяг 25 и борт 7 фиксируются на поддоне 12, упоры 29 которого входят в контакт с бортом 7, и начинается его совместное перемещение с поддоном 12, причем борт 7 перемещается на роликах 22
0 по пустотообразователям 6.
При достижении поперечным бортом 7 левой стенки выходного отверстия бункера 2 перемещение поддона 12 прекращается. Включаются механизм уплотнения бетонной смеси 3 и силовой цилиндр 16, который
открывает затвор 15 бункера 2. Под действием гидродинамического и. гидростати.ческого давления бетонная смесь из бункера 2 заполняет пространство, образованное поперечными бортами 7 и 9, продольj ными бортами 5 и частью поддона 12. Поперечный борт 7 посредством захвата 19 и отформованный участок изделия перемещаются поддоном 12 на конвейере в обратную сторону.
После схода роликов 22 поперечного
5 борта 7 с пустотообразователей они наезжают на захват коромысла 23, и борт выходит из продольных бортов 5, силовой цилиндр 24 поворачивает коромысло 23 вокруг щарнира тяг 25 до упора в них поперечного борта 7, после чего происходит совместный
поворот коромысла 23 и тяг 25 относительно шарнира тяг 25 на раме К Поперечный борт 7 поднимается над формуемым изделием. При дальнейщем перемещении поддон 12 упорами 29 захватывает торцовый
борт 9 и перемещается вместе с ним, а его ролики 22 перемещают щарнирно связанные с ним штанги 26, ролики 22 которых перемещаются по направляющим 28 и пустотообразователям 6. Перемещение щтанг 26 ограничивается упорами 4, а борт 9 достигает концов пустотообразователей 6 и выходит из продольных бортов 5.
Упоры 29 поддона 12 поворачивают борт 9 относительно шарниров, связывающих его со штангами 26. Борт 9 отходит от торца отформованного изделия и фиксируется
5 в верхнем положении пружинами 27. Происходит полная распалубка изделия.
Одновременно с началом перемещения поперечого борта 9 начинает перемещаться затвор 15, перекрывающий выходное отверстие бункера 2. Отформованное изделие вместе с поддоном 12 подается конвейером 11 на следующий технологический пост. В дальнейщем цикл повторяется.
55Формула изобретения
Установка для изготовления железобетонных изделий, содержащая раму, на которой смонтирован бункер с механизмами уплотнения, подвижный поддон, продольные и поперечные борта, пустотообразователи, механизмы распалубки и средства для перемещения поддонов и бункера, отличающаяся тем, что, с целью повышения производительности установки, пустотообразователи и продольные борта жестко закреплены на бункере, а поперечные борта установлены с возможностью перемещения относительно продольных причем один из механизмов перемещения поперечного борта выполнен в виде коромысла с захватом в средней части для фиксации поперечного борта, один конец коромысла шарнирно соединен с рамой посредством тяги, а другой - цилиндра, а механизм перемещения другого поперечного борта выполнен в виде подвижных вдоль пустотообразователей щтанг, каждая из которых состоит из поворотной и неповоротной частей, которые снабжены роликами, взаимодействующими с пустотообразователями, причем к концу поворотной части щтанги жестко прикреплен поперечный борт, поворот которого осуществляется посредством пружин, соединяющих поперечный борт с неповоротной частью штанги, при этом поперечные борта снабжены крюковыми захватами для фиксации с поддоном в рабочем положении. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 122424, кл. В 28 В 7/18. 1955.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
| Устройство для фиксации на поддоне формы анкеров | 1983 |
|
SU1135888A1 |
| Установка для изготовления трубофильтров из жестких бетонных смесей | 1986 |
|
SU1447684A1 |
| Форма-вагонетка для изготовления строительных изделий | 1981 |
|
SU961966A1 |
| Устройство для сборки, разборки и транспортирования форм | 1989 |
|
SU1673452A1 |
| Устройство для изготовления объемных железобетонных изделий | 1980 |
|
SU961970A2 |
| Установка для изготовления железобетонных изделий | 1987 |
|
SU1477551A1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2293652C1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
11 Л
WWWV yWWV|j
