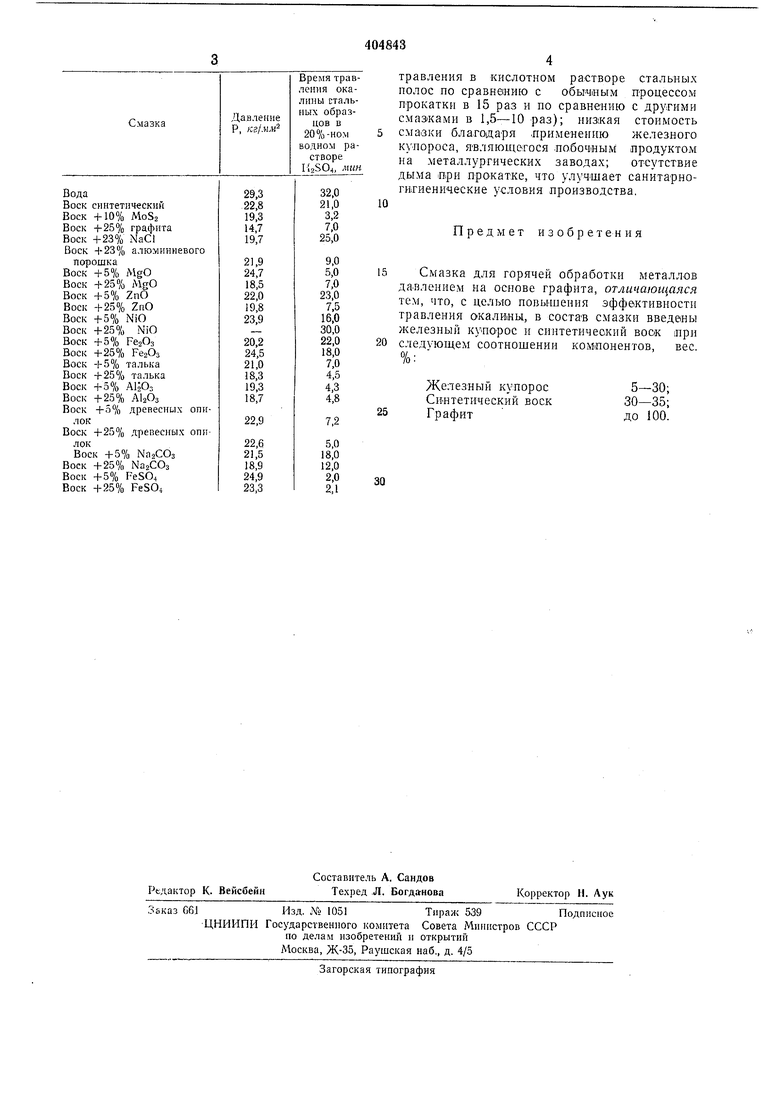
Изобретение относится ,к металлургической промышлениости и может атримеияться при горячей лрокатке листовой, сортовой стали и труб, а также при горячем прессовании металлических изделий. Известны технологические смазки для горячей Прокатки, содержан1,ие графит в различной форме, дисульфид молибдена, нитрид бора и другие комНО-ненты. Однако известиые смазки оказывают недостаточное влияине на нроцесс травления окалины в водных растворах различных кислот. Цель изобретения - разработка новой технологической смазки, обеопечивающей быстрое разрушение окалины при травлении металлических изделий в кислотных растворах. Поставленная цель достигается тем, что в смазку на основе графита вводят синтетичеокий воск и поротого железного «унороса (FeSO4-7H2O). Компоненты смазки вводят в следующем соотношении, вес. %: Синтетический BOOK30-36; Железный кллорос5- 30;Графитдо 100. Для изготовления предлагаемой технологи-. ческой смазки синтетический воск расплавляют .при температуре 80-90°С, и вводят в него при механическом перемешивании тонко510 15 20 25 30 молотые иороилки графита и железного купороса в cooTBCTCTuyiOiUuix ко.Шчествах. При охлаждении полученная смазка затвердевает и приобретает форму плоской плиты, которая затем устаиавлнвается на рабочие валки прокатного стана илн нолосу. При ко1ггакте твердой смазкц с вршнаюjiUiMHCM валками последние покрываются но всей поверхности тонким слоем, которьп, попадая в очаг деформации, оказывает влиянне на контактное трение и воздействует на окалину, делая ее ненрочной при носледуюн,ем травлении в водных растворах различиых кислот. Проведено Т1ссле|доваиие влияния различных составов техаюлогических смазок г. давление металла на валкн ири горячей прокатке иа стане 300 траисформаторной стали марки Э3. начальной TO.:iHuiHoii 2,5 мм с обжатнем 25-35% и время травления окалнны стальных Обрагзцов в 20%-ном водном растворе IbSO; ири 80°С. Результаты исследовани прнР.едеиы в табл 1це. П|риме11еи11е в н|:)0 цессе горячей ирокатки иредлагаемо смаз-ки ло сравнению с известиыми обесиечивает значительные пренмущества: более высокне антифрнкниоииые свойства, что приводит к снижению давления металла на валки в 1,5-2 раза; нолучение быстротравимой окалины (сокраш.енне времени
травления в кислотном ра;Створе стальных полос по сравнению с обычным процессом Прокаткн в 15 раз и по сравнению с другими смаэкамн в 1,5--10 раз); низкая стоимость смазки благодаря лрименению железного купороса, являющегося лобоч«ым продуктом на металлургических заводах; отсутствие дыма при ПрОКатке, что улучшает санитарногигиенические условия производства.
Предмет изобретения
Смазка для горячей обработки металлов да.влением на основе графита, отличающаяся тем, что, с целью повышения эффективности травления окалины, в состав смазки введены железный купорос и синтетический BOOK (При следующем соотношении компонентов, вес. %:
Железный купорос Синтетический воск Графит
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| Смазка для горячей обработки металлов давлением | 1983 |
|
SU1117309A1 |
| Смазка для холодной и горячей обработки металлов | 1971 |
|
SU443056A1 |
| Смазочное покрытие для жидкой прокатки металлов | 1986 |
|
SU1397476A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU1008238A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Способ приготовления технологической смазки для прокатки | 1991 |
|
SU1784310A1 |
| БРИКЕТИРОВАННАЯ ГРАФИТОВАЯ СМАЗКА | 2015 |
|
RU2604880C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1993 |
|
RU2048216C1 |
