Изобретение относится к прокатному производству, а конкретно к изготовлению холоднокатаных стальных полос в листопрокатных цехах, в которых вводятся в эксплуатацию современные непрерывные станы холодной прокатки.
Известен способ холодной прокатки [1] в котором с целью повышения качества полос прокатку осуществляют с суммарным обжатием, определяемым по математической зависимости, в которой величина суммарного обжатия холоднокатаной полосы определяется глубиной дефектов на поверхности горячекатаных полос и шероховатостью валков на стане холодной прокатки.
Недостатком этого способа является то, что он не способствует оптимизации толщины горячекатаной полосы в зависимости от толщины и ширины холоднокатаной.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ производства полос [2] заключающийся в том, что толщину промежуточного раската перед чистовой группой клетей широкополосного стана изменяют в соответствии с шириной прокатываемых полос и определяют по математической зависимости. В основу этого способа положен принцип максимального использования возможностей оборудования чистовой группы клетей широкополосного стана с целью повышения качества горячекатаных полос.
Однако способ не уменьшает расход в окалину металла при производстве холоднокатаных полос.
Задача изобретения уменьшить относительную толщину слоя окалины на горячекатаной полосе, за счет этого снизить затраты на производство холоднокатаной полосы.
Это достигается тем, что в предлагаемом способе производства холоднокатаной полосовой стали конечную толщину горячекатаных полос определяют по эмпирической формуле:
hгк= 45 где В ширина холоднокатаной полосы, м;
где В ширина холоднокатаной полосы, м;
Cэ= C+  +
+  углеродный эквивалент, мас.
углеродный эквивалент, мас.
C, Mn, Si содержание углерода, марганца, кремния в стали, мас.
hхк толщина холоднокатаной полосы, мм;
Vпр скорость прокатки, м/с.
Сущность изобретения заключается в том, что толщину горячекатаной полосы устанавливают максимально допустимой для данного стана холодной прокатки в прямо пропорциональной зависимости от толщины холоднокатаной полосы и в обратно пропорциональной от ширины полосы, величины углеродного эквивалента стали и скорости холодной прокатки. Повышение толщины горячекатаной полосы позволяет уменьшить относительную толщину слоя окалины и повысить технико-экономические показатели при производстве холоднокатаной полосовой стали.
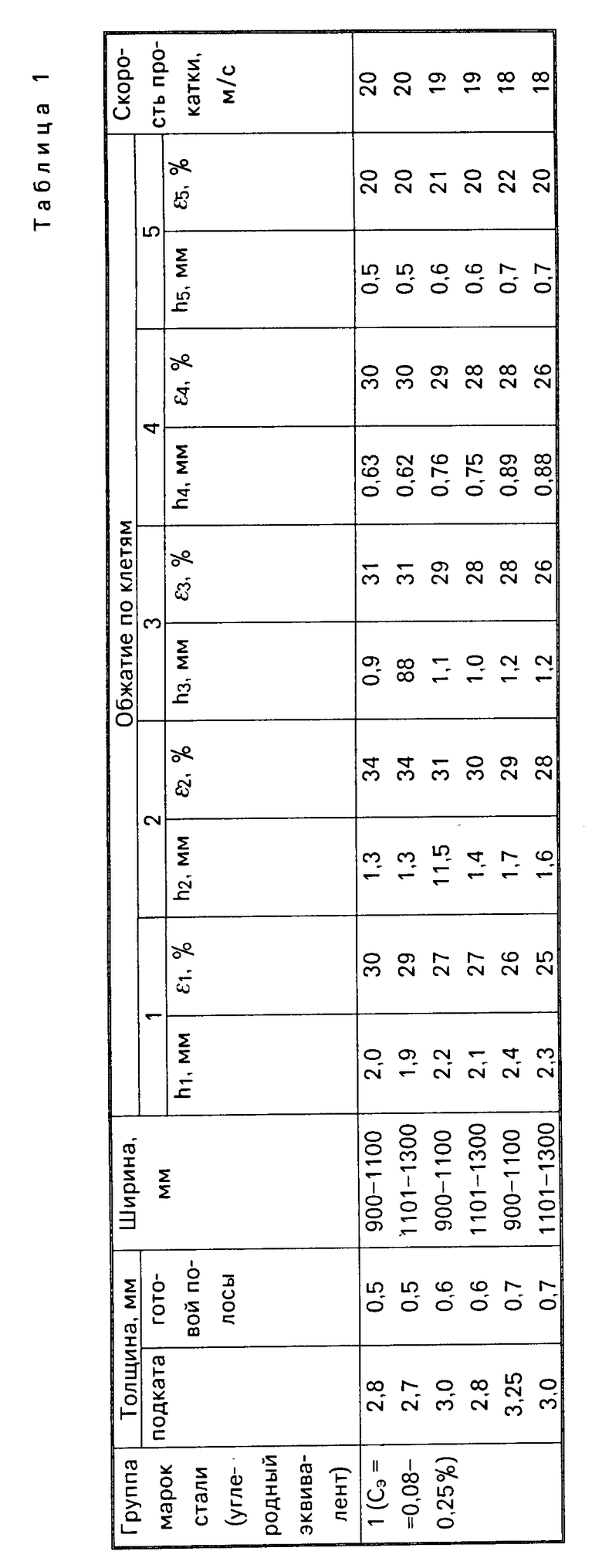
Для реализации способа марочный сортамент стана холодной прокатки разбивают на несколько групп. В каждую группу вводят марки сталей с близкими значениями углеродного эквивалента, например, в I группу входят стали с Сэ 0,05-0,20% во II группу стали с Сэ 0,20-0,30% в III группу с Сэ 0,31-0,40% в IУ группу стали с Сэ0,41-0,50% и т.д. Внутри каждой марочной группы сортамент разбивают на подгруппы различных ширин. Например, в I-ю группу вводят полосы шириной 900-1100 мм, во II-ю подгруппу полосы шириной 1101-1300 мм, в III подгруппу полосы шириной 1301-1550 мм.
После выполненных разбивок сортамента на группы и подгруппы составляют таблицы прокатки, в которых для холоднокатаной полосы заданной конечной толщины устанавливают толщины проката ( горячекатаной полосы) по эмпирической зависимости. После этого составляют таблицы прокатки, например следующего вида, в которую обязательно вводят такие параметры как группа марки сталей; толщина и ширина конкретной полосы, скорость прокатки, температура подката.
На основании эмпирической зависимости разрабатывают полную таблицу для всего сортамента стана холодной прокатки, которая является неотъемлемой частью технологической инструкции.
В соответствии с такой таблицей для производства холоднокатаной полосы толщиной hхк, шириной В из стали с углеродным эквивалентом Сэ устанавливают толщину горячекатаной полосы hгк.
Способ опробован при производстве холоднокатаной полосовой стали на Череповецком металлургическом комбинате. Горячекатаные полосы прокатывали на непрерывном стане 2000; окалину с их поверхности удаляли в непрерывных травильных агрегатах, работающих на серной кислоте. Холодную прокатку полос производили на новом пятиклетевом стане 1700.
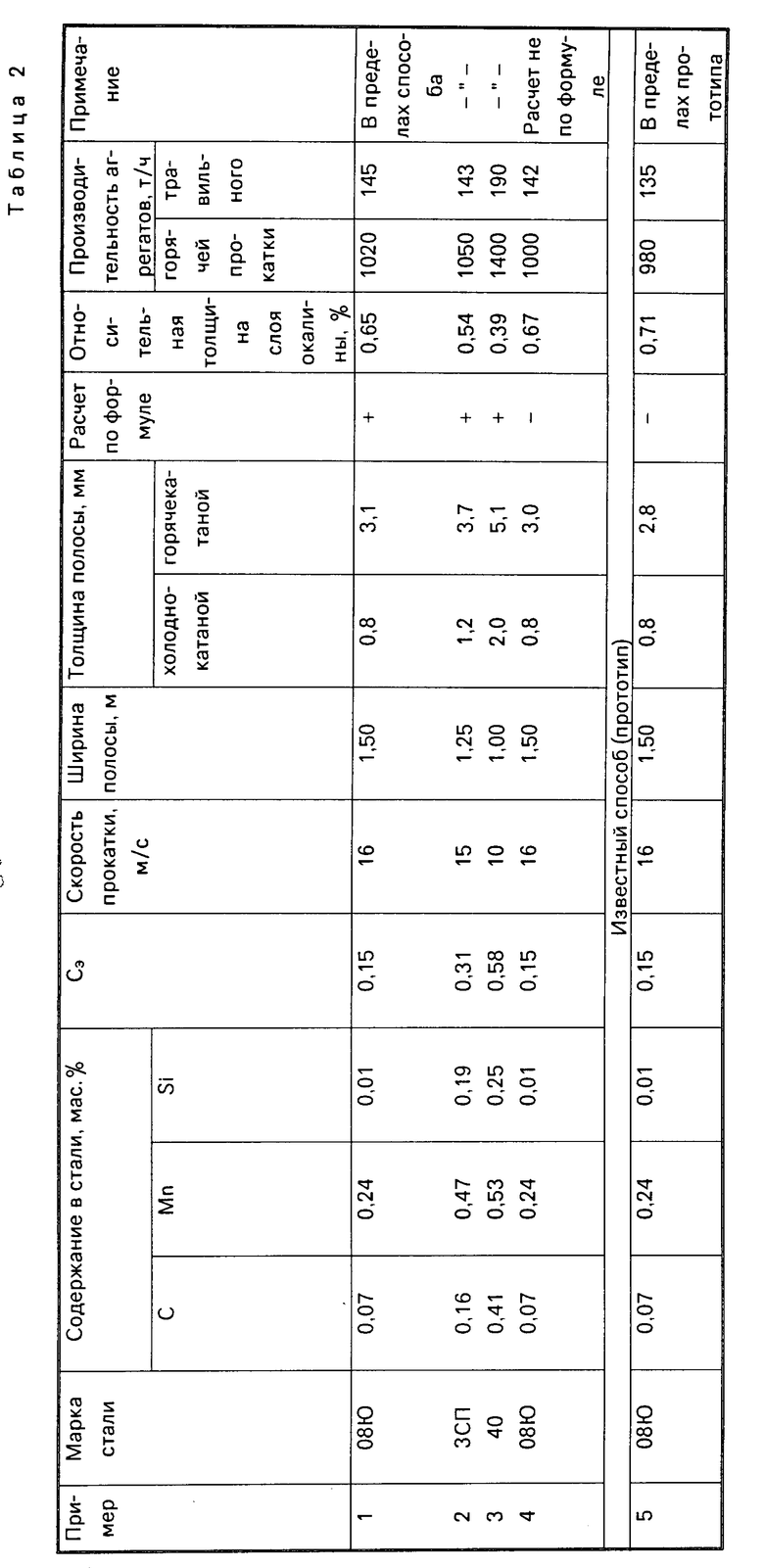
Ниже приведены примеры осуществления способа со ссылками на таблицу 2.
П р и м е р 1 (табл.2). Травленые полосы стали марки 08Ю толщиной 3,1 мм, шириной 1,5 м с массовым содержанием углерода, марганца и кремния соответственно 0,07; 0,24 и 0,01 катанки на пятиклетевом стане 1700 со скоростью 16 м/с на толщину 0,8 мм. Толщину горячекатаной полосы при этом определяли по эмпирической формуле:
hгк= 45 = 3,1 мм
= 3,1 мм
При толщине слоя окалины 10 мкм относительная толщина слоя окалины (суммарная для двух поверхностей полосы) составила 0,65% Горячая прокатка полос на толщину 3,1 мм позволила иметь высокую производительность при горячей прокатке (1020 т/ч) так и при последующем травлении (145 т/ч).
П р и м е р 2 (табл.2). Травление полосы стали марки 3сп толщиной 3,7 мм, шириной 1,25 м с массовым содержанием углерода, марганца и кремния соответственно 0,16; 0,47; 0,19, катали на пятиклетевом стане 1700 со скоростью 15 м/с на толщину 1,2 мм. Толщину горячекатаной полосы при этом определяли по эмпирической формуле:
hгк= 45 = 3,7 мм
= 3,7 мм
При толщине слоя окалины 10 мкм относительная толщина слоя окалины составила 0,54% Горячая прокатка полос на толщину 3,7 мм позволила иметь высокую производительность как при горячей (1050 т/ч), так и при последующем травлении (143 т/ч).
П р и м е р 3 (табл.2). Травление полосы стали марки 40 толщиной 5,1 мм, шириной 10 м с массовым содержанием углерода, марганца и кремния соответственно 0,41; 0,53; 0,25 катали на пятиклетевом стане 1700 со скоростью 10 м/с на толщину 2,0 мм. Толщина горячекатаной полосы при этом определяли по формуле:
hгк= 45 = 5,1 мм
= 5,1 мм
При толщине слоя окалины 10 мкм относительная толщина слоя окалины составила 0,39% Горячая прокатка полос на толщину 5,1 мм позволила иметь высокую производительность как при горячей прокатке (1400 т/ч), так и при последующем травлении (190 т/ч).
При расчете толщины горячекатаной полосы (h кг) не по формуле (табл.2, пример 4) она выбрана ниже, чем в пределах способа по примерт 1 hгк 3,0 мм. В этом случае относительная толщина слоя окалины выше (0,65%). При этом снижается производительность при горячей прокатке (1000 т/ч) и травлении (142 т/ч). Таким образом, отклонения от предлагаемых режимов приводят к повышению относительной толщины слоя окалины, к снижению производительности при горячей прокатке и травлении.
Сравнение предлагаемого (табл.2, примеры 1-3) и известного (табл.2, пример 5) способов, показывает, что в предлагаемом способе ниже относительная толщина слоя окалины на 0,06-0,32% и выше производительность агрегатов при горячей прокатке и травлении соответственно на 40-420 и 8-55 т/ч. Как видно из таблицы только в случае применения формулы для расчета толщины горячекатаной полосы (табл.2, примеры 1-3) достигается цель изобретения, вследствие чего параметры предлагаемого способа следует считать существенными.
Таким образом, применение предлагаемого способа обеспечивает при производстве холоднокатаной стали снижение относительной толщины слоя окалины и повышение производительности агрегатов при горячей прокатке и травлении. Эффект от внедрения предлагаемого способа достигается за счет повышения технико-экономических показателей при производстве холоднокатаной стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 260 | 2010 |
|
RU2432404C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2487176C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| СПОСОБ ХОЛОДНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ ШИРОКОПОЛОСНОЙ СТАЛИ | 2012 |
|
RU2506131C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2516358C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2008 |
|
RU2366729C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2381844C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СТАЛЬНАЯ ГОРЯЧЕКАТАНАЯ ЗАГОТОВКА ДЛЯ ПРОФИЛИРОВАНИЯ И СПОСОБ ЕЕ ПРОКАТКИ | 2006 |
|
RU2344181C2 |
Использование: уменьшение относительной толщины окалины на горячекатаной полосе в прокатном производстве. Сущность: конечную толщину горячекатаных полос устанавливают в обратно пропорциональной зависимости от конечной ширины холоднокатаной полосы и величины углеродистого эквивалента стали по регламентированной зависимости. 2 табл.
СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ, включающий горячую прокатку на широкополосном стане, удаление окалины и холодную прокладку на непрерывном стане, отличающийся тем, что конечную толщину горячекатаной полосы определяют в обратно пропорциональной зависимости от конечной ширины холоднокатаной полосы и величины углеродистого эквивалента стали по выражению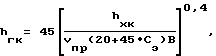
где B ширина холоднокатаной полосы, м;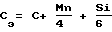
углеродистый эквивалент, мас.
C,Mn,Si содержание углерода, марганца и кремния в стали, мас.
hxк толщина холоднокатаной полосы, мм;
vnp скорость прокатки, м/с.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ горячей прокатки полос на широкополосном стане | 1988 |
|
SU1664430A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

