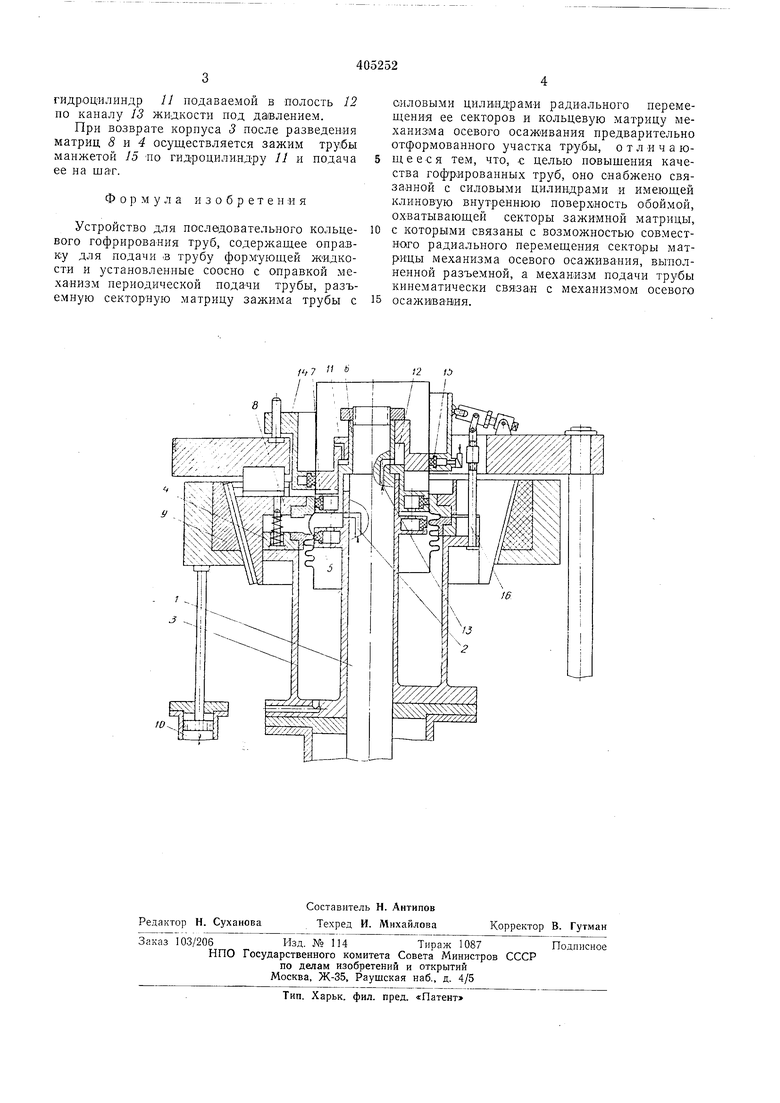
Изобретение относится к устройствам для изготовления гофрированных труб, например СИЛЬфОНОВ. Известно устройство для последовательного кольцевого гофрирования труб, содержащее оправку для нодачи в трубу формующей жидкости и установленные соосно с оп1равкой механизм периодпческоп подачи трубы-заготовкп, разъемную секторную матрицу механизма зажима трубы с силовыми цилиндрами радиального перемещения ее секторов и механизм осевого осаживания предварительно отформованного участка трубы с кольцевой матрицей. Цель изобретения - повыщение качества гофрированных труб. Это достигается тем, что предлагаемое устройство снабжено механизмом перемещения секторов зажимной матрицы, выполпеппым в виде кольцевой обоймы, охватывающей секторы матрицы и имеющей внутреннюю клиновую поверхность. Обойма связана с силовыми цилиндрами. Матрица осаживания выполнена секторной и разъемной, а ее секторы жестко связаны в ра|Диальном HanpaiBлении с секторами зажимной матрицы. Механизм периодической подачи трубы выполнен кинематическ1и связанным с механизмом осевого осаживания. На чертеже показано предлагаемое устройство в продольном разрезе. На оправке /, в которой выполнен канал 2для подвода в полость трубы формующей жидко сти, установлен корлус 3 механизма осаживания трубы с секторной матрицей 4 -и манжетой 5 зажима трубы по матрице. Во втулке 6, закрепленной на оправке Л установлена ма;1жета 7 зажима трубы но зажимной секторной матрице S, нриводимой обоймой 9, соединенной с оилозымн цилиндрами W. Механизм периодической подачи трубы состоит из установленного па олравке / гидроцилипдра // с полостью 12 для подачи по каналу 13 рабочей жидкости под давлением и охватывающей гофрированную трубу обоймы 14 с манжетой 1-5 зажима, связанной шарнирно-рычажной системой 16 с 3механизма осаживания трубы. После смыкания матриц 8 и 4 обоймой 9 формующая жидкость, подаваемая по каналу 2 в полость трубы, осуществляет зажим трубы манжетами 5 и 7 и ее предварительную формовку. Осезым перемещением корпуса 3 производится осаживание предварительно отформованного участка трубы. Одновременно смещаются обойма 14 посредством щарнирно-рычажной системы 16 ;i
гидроцилиндр 11 подаваемой в полость 12 по каналу 13 жидкости под давлением.
При возврате корпуса 3 после разведения матриц 5 и осуществляется зажим трубы манжетой 15 По гидроцилиндру 11 и подача ее на шат.
Формула изобретения
Устройство для последовательного кольцевого гофрирования труб, содержащее опра;вку для подачи в трубу формующей жидкости и установленные соосно с оправкой механизм периодической подачи трубы, разъемную секторную матрицу зажима трубы с
силовыми цилиндрами радиального перемещения ее секторов и кольцевую матрицу механизма осевого осаживания предварительно отформованного участка трубы, отличающееся тем, что, € целью павышения качества гофрированных труб, оно снабжено связа.нной с силовыми цилиндрами и имеющей клиновую внутреннюю поверх;ность обоймой, охватывающей секторы зажимной матрицы, с которыми связаны с возможностью совместнаго радиального перемещения секторы матрицы механизма осевого осаживания, выполненной разъемной, а механизм подачи трубы кинематически связал с механизмом осевого осаживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| Устройство для изготовления гофрированных труб | 1977 |
|
SU733791A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2011 |
|
RU2468878C1 |
| Узел захвата заготовки устройства для непрерывного гидростатического прессования | 1986 |
|
SU1382567A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2000 |
|
RU2198050C2 |
| УСТРОЙСТВО для ГЕРМЕТИЗАЦИИ ГЛАДКОЙ ТРУБЫ ПРИ ИСПЫТАНИИ ВНУТРЕННИМ ДАВЛЕНИЕМ | 1973 |
|
SU379843A1 |
| Устройство для непрерывной гидроэкструзии заготовок | 1982 |
|
SU1044374A1 |
| Устройство для изготовления гофрированных труб | 1986 |
|
SU1406886A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2013 |
|
RU2537636C1 |
//7
