1
Изобретение относится к обработке металлов давлением, в частности, к оснастке для гофрирования труб.
Известно устройство для изготовления гофрированньлх труб, содержащее 5 установленные на станине оправку с уплотнительными манжетами и две пары полуматрицj связанные с гофроцилиндрами механизма их смыкания и с гидроцилиндрами их осевого перемещения 1,10
Однако на известном устройстве не предусмотрена возможность формовать гофры с одновременной постановкой ними .по впадинам силовых колец.15
Целью изобретения является возмож- ность изготовления гофрированных труб с силовыми кольцами по впадинам гофров и
Для достижения этой цели оправка снабжена буртом с манжетой со стороны захода трубы-заготовки и закреплена в нижней части устройства, а каждый механизм смыкания полуматриц снабжен 25 зг1мковым узлом, выполненным в виде планок со скосами, закрепленными с двух сторон на корпусе цилиндра и пары Г-образных рычагов, связанных одними концами со штоком цилиндра 30
и взаимодействующих другими концами с упомянутыми планками.
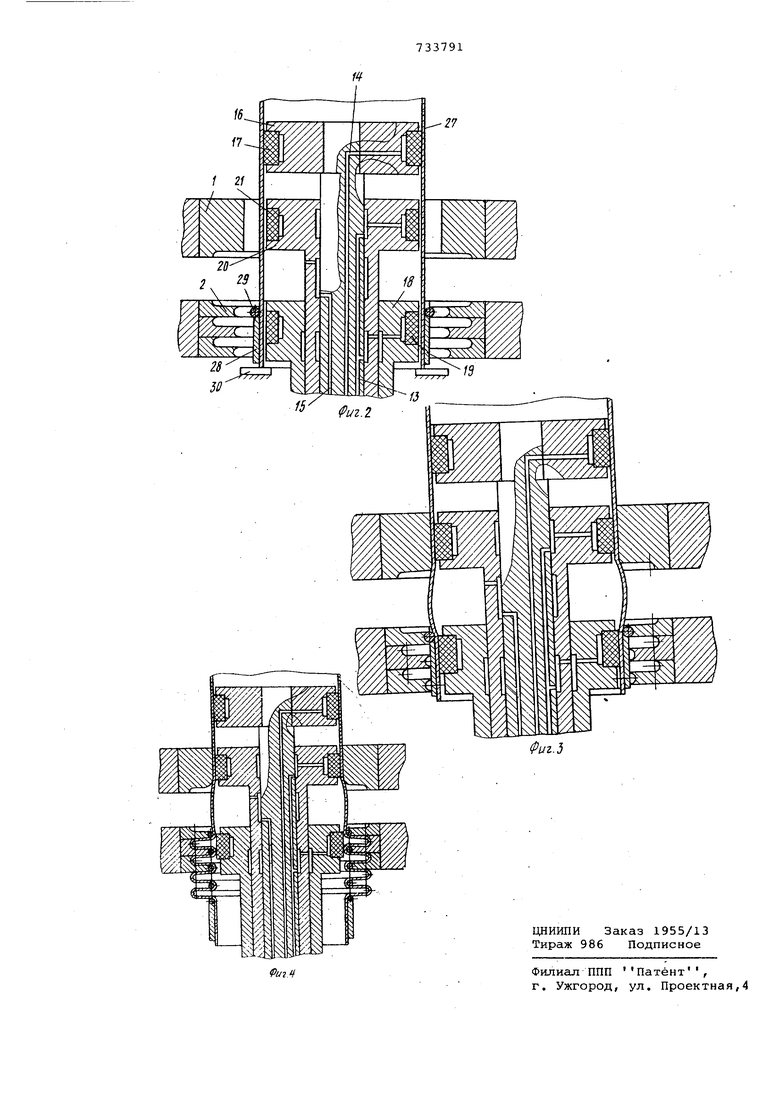
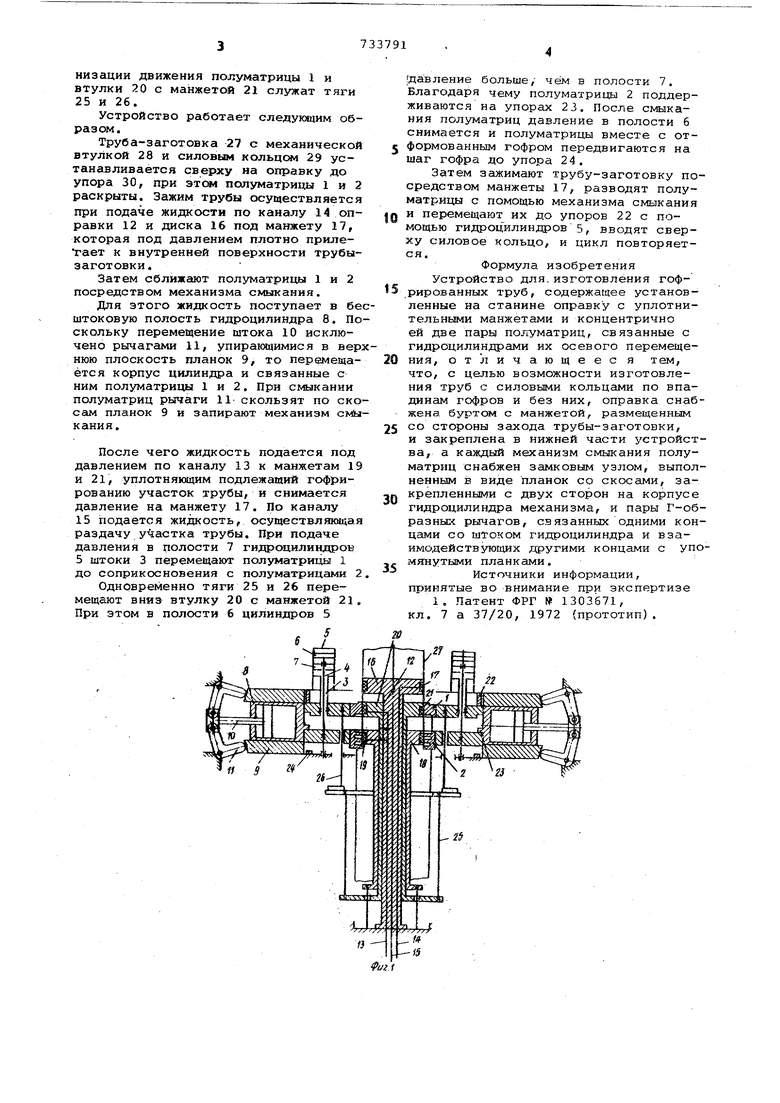
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2инструмент в момент постановки трубы заготовки и зажима трубы; на фиг. 3 и 4 - инструмент в момент раздачи начального участка трубы-заготовки и в момент раздачи среднего участка заготовки соответственно.
Устройство содержит полуматрицы 1 и 2, связанные со штоками 3 и 4 сдвоенных гидроцилиндров 5 осевого перемещения с полостями 6 и 7, а также с механизмами смыкания, выполненными в виде гидроцилиндров 8, на корпусе которых установлены с двух сторон планки 9 со скосами. Штоки 10 гидроцилиндров В связаны с Г-образными рычагами 11, взаимодействующими с
20 планками 9. Устройство содержит также оправку 12 с каналами 13, 14 и 15 и дисксм 16, на котором установлена манжета 17, а также неподвижную втулку 18 с манжетой 19 и подвижную 20 с манжетой 21. Наружный диаметр манжет меньше диаметра трубы-заготовки не менее чем на 0,5 мм. Для ограничения перемещения полуматриц предназначены упоры 22, 23 и 24. Для синхронизации движения полуматрицы 1 и втулки 20 с манжетой 21 служат тяги 25 и 26. Устройство работает следук цим образом. Труба-заготовка 27 с механической втулкой 28 и силовым кольцом 29 устанавливается сверху на оправку до упора 30, при этом полуматрицы 1 и 2 раскрыты. Зажим трубы осуществляется при подаче жидкости по каналу 14 оправки 12 и диска 16 под манжету 17, которая под давлением плотно приле гает к внутренней поверхности трубызаготовки. Затем сближают полуматрицы 1 и 2 посредством механизма смыкания. Для этого жидкость поступает в бе штоковую полость гидроцилиндра 8. По скольку перемещение штока 10 исключено рычагами 11, упиракадимися в вер нюю плоскость планок 9, то перемещается корпус цилиндра и связанные с ним полуматрищг 1 и 2. Прн смыкании полуматриц рычаги 11 скользят по ско сам планок 9 и запирают механизм слй кания. После чего жидкость подается под давлением по каналу 13 к манжетам 1 и 21, уплотняющим подлежащий гофрированию участок трубы, и снимается давление на манжету 17. По каналу 15 подается жидкость, осуществлякнда раздачу участка трубы. При подаче давления в полости 7 гидроцилиндров 5 штоки 3 перемещают полумахрицы 1 до соприкосновения с полуматрицами Одновременно тяги 25 и 26 перемещают вняэ втулку 20 с манжетой 21 При этом в полости 6 цилиндров 5 давление больше/ чём в полости 7. Благодаря чему полуматрицы 2 поддерживаются на упорах 23. После смыкания полуматриц давление в полости б снимается и полуматрицы вместе с отформованным гофром передвигаются на шаг гофра до упора 24. Затем зажимают трубу-заготовку посредством манжеты 17, разводят полуматрицы с помощью механизма смыкания и перемещают их до упоров 22 с помощью гидроцилиндров 5, вводят сверху силовое кольцо, и цикл повторяется. Формула изобретения Устройство для, изготовления гофрированных труб, содержащее установленные на станине оправку с уплотнительными манжетами и концентрично ей две пары полуматриц, связанные с гидроцилиндрами их осевого перемещения, отличающеес я тем, что, с целью возможности изготовления труб с силовыми кольцами по впадинам гофров и без них, оправка снабжена буртом с манжетой, размещенным со стороны захода трубы-заготовки, и закреплена в нижней части устройства, а каждый механизм смыкания полуматриц снабжен замковым узлом, выполненным в виде планок со скосами, закрепленными с двух сторон на корпусе гидроцилиндра механизма, и пары Г-образных рыгчагов, связанных одними концами со штоком гидроцилиндра и взаимодействующих другими концами с упомянутыми планками. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1303671, кл. 7 а 37/20, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных труб из труб-заготовок | 1984 |
|
SU1238826A1 |
| Устройство для изготовления гофрированных труб | 1986 |
|
SU1406886A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2000 |
|
RU2198050C2 |
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| Блок пластинчатых полуматриц | 1982 |
|
SU1074623A1 |
| Формующая головка станка для изготовления гофрированных труб | 1983 |
|
SU1146118A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Механизм смыкания полуматриц | 1979 |
|
SU871893A1 |
| Устройство для гидроформования сильфонов | 1979 |
|
SU854509A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |