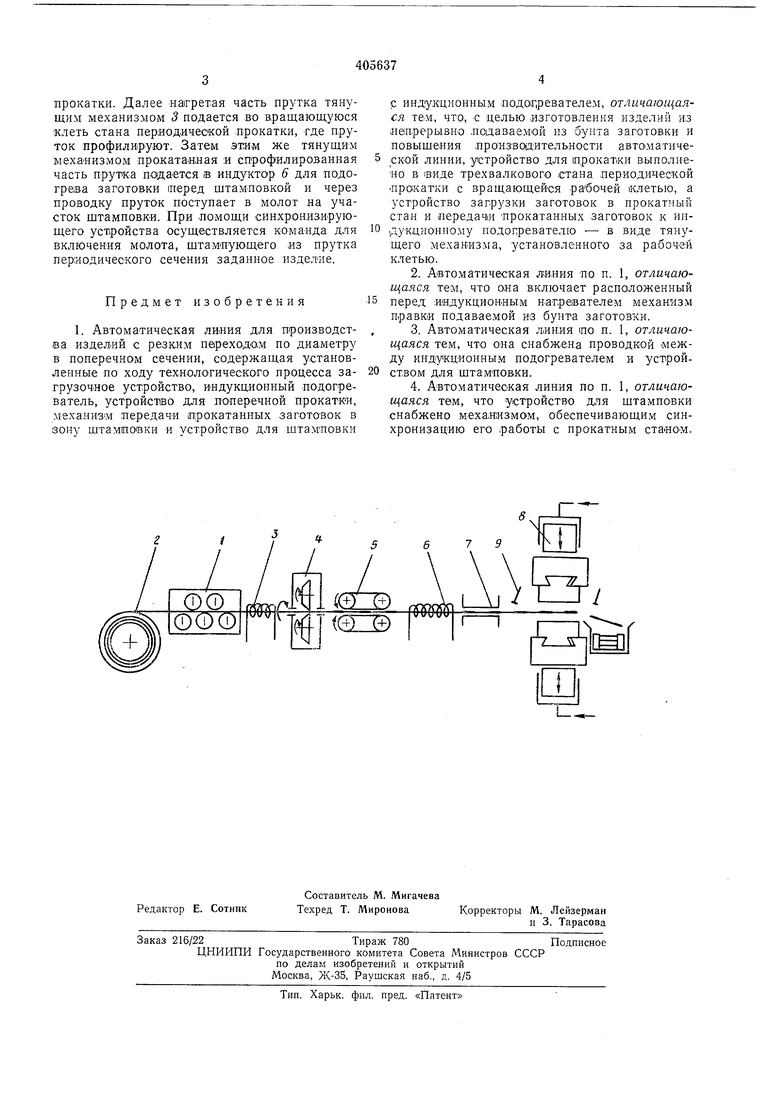
Изобретение относится к области обработки :металлов давлением и может быть использовано при изготовлении изделий с резК им переходом по диаметру в поперечном сечении. Известна автоматическая линия для производства изделий с резким переходом по диаметру в поперечном сечении, содержащая установленные по ходу технологического процесса загрузочное устройство, индукционный подогреватель, устройство для поперечной прокатки, механизм передачи прокатанных заготовок в зоиу штамноВКи и устройство для штамповки с индукционным подогревателем. Известная автоматическая линия предназначена для обработки изделий из штучных заготовок. Цель .изобретения - обеспечение возможности изготовления изделий из непрерывно подаваемой из бунта заготовки и повышение произзадительности автоматической линии. Это достигается тем, что устройство для 1пр01катки выполнено в виде трехвалкового стана периодической прокатки с вращающейся рабочей клетью, а устройство загрузки заготовок в Прокатный стан и передачи прокатанных заготовок к индукционному подогревателю - в виде тяиущего механизма, установленного за рабочей клетью. Кроме того, предлагаемая автоматическая линия включает расположенный перед индукционным нагревателем механизм правки подаваемой из бунта заготовки. Она снабжена проводкой между индукционным подогревателем и устройством для штамповки. При этом устройство для штамповки снабжено механизмом, обеспечивающим синхронизацию его работы с прокатным станом. На чертеже приведена схема предлагаемой автоматической линии. Она состоит из механизма / правки подаваемой из бунта 2 заготовки, индукционного нагревателя 3, трехеалкового прокатного стана 4 периодической прокатки заготовок с вращающейся клетью и приводными валками, вращение которых противотюложно направлению вращения клети, что обеспечивает осевое перемещение прутковой заготовки без ее вращения, тянущего механизма 5, индукционного подогревателя 6, проводки 7, устройства 8 для штамповки, выполненного, например, в виде горизонтального бесш аботного молота и синхронизирующего устройства 9. Автоматическая линия работает следующим образом. Пруток из бунта 2, проходя через правильные ролики, поступает в индукционный нагреватель 3, где его нагревают до температуры
прокатки. Далее нагретая часть прутка тянущим механизмом 3 подается во вращающуюся клеть стана периодической .прокатки, где пруток профили1руют. Затем этим же тянущим механизмом проката«,ная я спрофилированная часть прутка подается в индуктор 6 для подоrpeiBa заготовки (перед щтамйовкой и через проводку пруток поступает в молот ла участок штамповк-и. При помощи синхронизирующего устройства осуществляется команда для включения молота, щтамлующего из прутка периодического сечения заданное изделие.
Предмет изобретения
1. Автоматическая ли«ия для производства изделий с резким пареходо,м по диаметру в поперечном сечении, содержащая установленные по ходу технолотического процесса загрузочное устройство, и«дукц:ионньш подогреватель, устройство для поперечной прокатки, механизм .передачи прокатанных .заготовок в зону штамповки и устройство для штамповки
с индукционным |ПОД01Гревателем, отличающаяся тем, что, с целью изготовления изделий из непрерывно лодазаемой из бунта заготовки и повышения .производительности автоматической линии, устройство для орокатки выпо лнено в виде трехвалкового стана периодической прокатки с вращающейся рабочей клетью, а устройство загрузки заготовок в прокатный стан и передачи -прокатанных заготовок к индукционному подогревателю - в виде тянущего механизма, установленного за рабочей клетью.
2.Автоматическая линия по п. 1, отличающаяся тем, что она включает расположенный перед яндукционньш н-агравателем механизм правки подав аемой из бунта заготовки.
3.Автоматическая линия ио п. 1, отличающаяся тем, что она снабжена проводкой между индукционным подогревателем и устройством для штамповки.
4.Автоматическая линия по п. 1, отличающаяся тем, что устройство для штамповки снабжено механизмом, обеспечивающим синхронизацию его работы с про-катным станом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНОГО МЕЛКОСОРТНОГО ПРОКАТА И ЕГО ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2180277C1 |
| Трехвалковый стан поперечно-винтовой прокатки круглых периодических профилей | 1977 |
|
SU975165A1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530429C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149720C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОУПРОЧНЕННОЙ СТАЛИ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2704426C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| Автоматическая линия для безоблойной штамповки длинномерных изделий | 1980 |
|
SU929291A1 |
