Изобретение относится к обработке металлов давлением и может быть использовано при производстве заготовок круглого сечения с изменяюцимся по длине профилем.
Известен стан для поперечно-винтовой прокатки периодических профилей, содержащий приемник прутков, дозатор, нагревательное устройство, механизм задачи прутков в нагревательное устройство, механизм подачи нагретых прутков, датчик температуры заготовок, трехвалковую клеть с автоматическим зажимом,, установленным на каретке, транспортер, размещенный вдоль оси прокатки, и механизм для отрезки прокатанных прутков 1.
Недостатка - известного стана являются необходимость поштучной загрузки, или загрузки краном, что ведет соответственно к увеличению обслуживающего персонала или к остановке стана на время загрузки,- уборка недогретых заготовок вручную, что снижает производительность стана; подача сигнала.на выдачу наг 5етого прутка в момент оставки каретки, что снижает производительность, так как процесс прокатки задерживается на время вьщачи прутка из нагревательной установки, контроля температуры, отбраковки, по нагреву и подачи прутка в желоб клети, сложность и больс шие габариты режущего устройства, включающего стеллаж и дозатор, усi ложняет обслуживание и увеличивает габариты стана.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что стан снабжен накопителем прутков, размещенным между приемником прутков и дозатором, датчиком положения .каретки и датчиком времени подачи нагретого прутка к клети, электрически связанными с механизмом подачи нагретых прутков, при этом механизм подачи нагретых прутков выполнен в виде поворотной решетки, БЫДВИЖЕГЫХ упоров и привода перемещения упоров, связанного электрически с датчиком температуры прутков,-а механизм для отрезки прокатанных прутков выполнен в виде размещенного вдоль транспортера приемного желоба, двух соосныз: ему ,поров и поперечно располох(енных относительно желоба отрезных ножей.
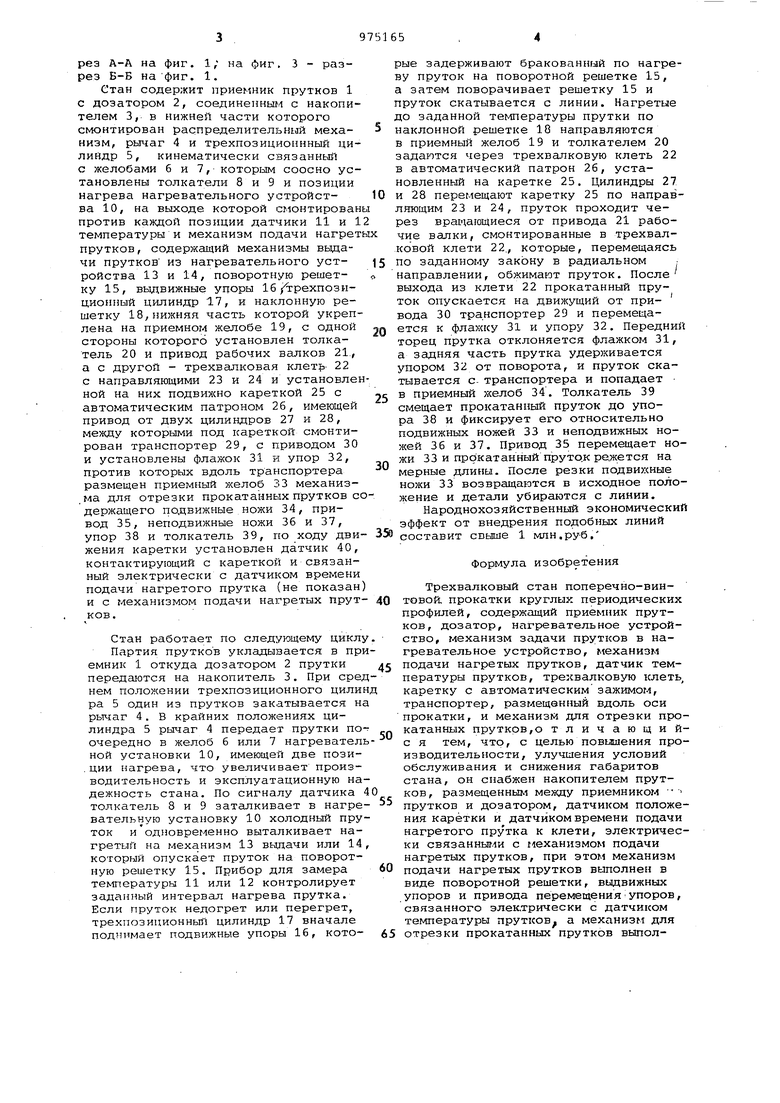
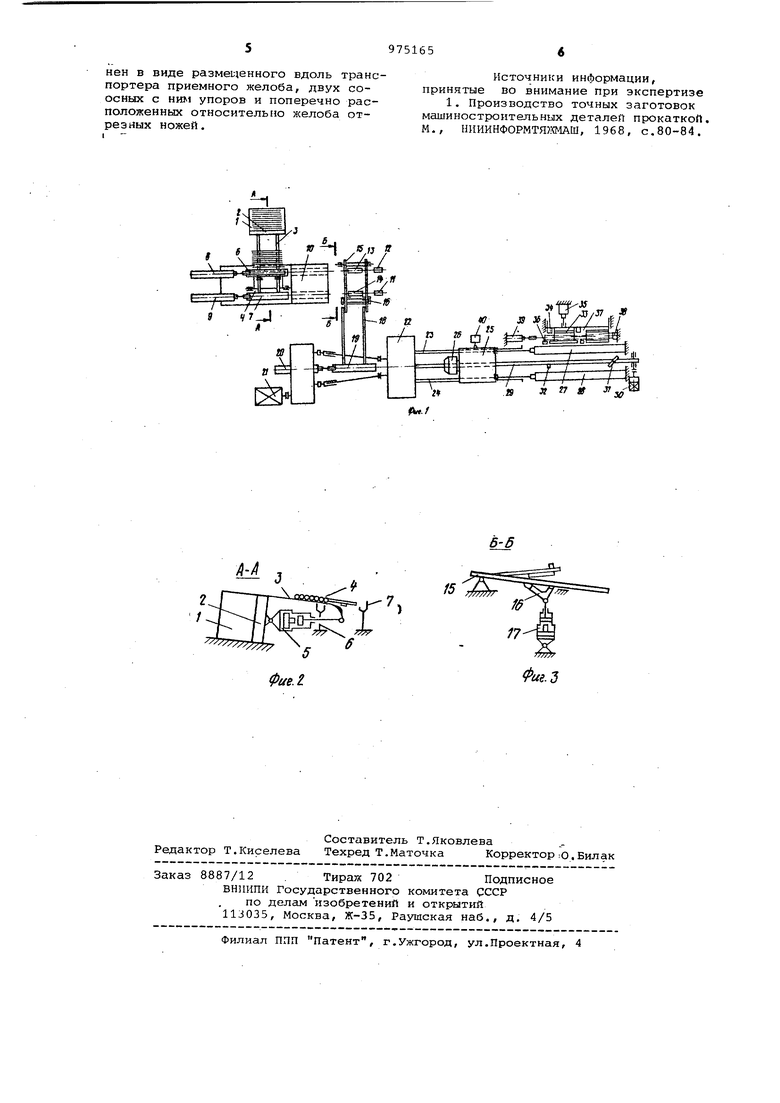
На фиг. 1 показан предлагаемый стан, общий вид; на фиг, 2 дан разреэ А-А на фиг. 1; на фиг. 3 - разрез Б-В на фиг. 1. Стан содержит приемник прутков 1 с дозатором 2, соединепншл с накопителем 3, в нижней части которого смонтирован распределителзьный механизм, рычаг 4 и трехпозициоинный цилиндр 5, кинематически связанный с желобами 6 и 7, которым соосно установлены толкатели 8 и 9 и позиции нагрева нагревательного устройства 10, на выходе которой смонтирован против каждой позиции датчики 11 и 1 температуры и механизм подачи нагрет прутков, содержащий механизмы выдачи прутков из нагревательного устройства 13 и 14, поворотную решетку 15, выдвижные упоры 16/ рехпозиционный цилиндр 17, и наклонную решетку 18,нижняя часть которой укреплена на приемном желобе 19, с одной стороны которого установлен толкатель 20 и привод рабочих валков 21, а с другой - трехвалковая клеть- 22 с направляющими 23 и 24 и установлен ной на них подвижно кареткой 25 с автоматическим патроном 26, имеющей привод от двух цилиндров 27 и 28, между которыми под кареткой смонтирован транспортер 29, с приводом 30 и установлены флажок 31 и упор 32, против которых вдоль транспортера размещен приемный желоб 33 механиз.ма для отрезки прокатанных прутков со держащего по,цвижные ножи 34, привод 35, неподвижные ножи 36 и 37, упор 38 и толкатель 39, по ходу дэижения каретки установлен датчик 40, контактирующий с кареткой и связанный электрически с датчиком времени подачи нагретого прутка (не показан и с механизмом подачи нагретых прут ков. Стан работает по следующему цикл Партия прутков укладывается в пр емник 1 откуда дозатором 2 прутки передаются на накопитель 3. При сред нем положении трехпозиционного цили ра 5 один из прутков закатывается н рычаг 4. В крайних положениях цилиндра 5 рычаг 4 передает прутки по очередно в желоб 6 или 7 нагревател ной установки 10, имеющей две пози.ции нагрева, что увеличивает производительность и эксплуатационную на дежность стана. По сигналу датчика толкатель 8 и 9 заталкивает в нагре вательную установку 10 холодный пру ток и одновременно выталкивает нагретый на механизм 13 выдачи или 14 который опускает пруток на поворотную решетку 15. Прибор для замера температуры 11 или 12 контролирует заданный интервал нагрева прутка. Если пруток недогрет или перегрет, трехпозиционный цилиндр 17 вначале поднимает подвижные упоры 16, которые задерживают бракованнрлй по нагреву пруток на поворотной решетке 15, а затем поворачивает решетку 15 и пруток скатывается с линии. Нагретые до заданной температуры прутки по наклонной решетке 18 направляются в приемный желоб 19 и толкателем 20 задаются через трехвалковую клеть 22 в автоматический патрон 26, установленный на каретке 25. Цилиндры 27 и 28 перемещают каретку 25 по направляющим 23 и 24, пруток проходит через вращающиеся от привода 21 рабочие валки, смонтированные в трехвалковой клети 22., которые, перемещаясь по заданному закону в радиальном направлении, обжимают пруток. После выхода из клети 22 прокатанный пруток опускается на движущий от привода 30 тра.нспортер 29 и перемещается к флахску 31 и упору 32. Передний торец прутка отклоняется флажком 31, а задняя часть прутка удерживается упором 32 от поворота, и пруток скатывается С- транспортера и попадает в приемный желоб 34. Толкатель 39 смещает прокатанный пруток до упора 38 и фиксирует его относительно подвижных ножей 33 и неподвижных ножей 36 и 37. Привод 35 перемещает ножи 33 и прокатанный пруто.к режется на мерные длины. После резки подвижные ножи 33 возвращаются в исходное положение и детали убираются с линии. Народнохозяйственный экономический эффект от внедрения подобных линий составит свыше 1 млн.ру-б, Формула изобретения Трехвалковый стан поперечно-винтовой, прокатки круглых периодических профилей, содержащий приемник прутков, дозатор, нагревательное устройство, механизм задачи прутков в нагревательное устройство, механизм подачи нагретых прутков, датчик температуры прутков, трехвалковую клеть, каретку с автоматическимзажимом, транспортер, размещенный вдоль оси прокатки, и механизм для отрезки прокатанных прутков,о тличающийс я тем, что, с целью повышения производительности, улучшения условий обслуживания и снижения габаритов стана, он снабжен накопителем прутков, размещенным между приемникоГ прутков и дозатором, датчиком положения каретки и датчиком времени подачи нагретого прутка к клети, электрически связанньвли с механизмом подачи нагретых прутков, при этом механизм подачи нагретых прутков выполне в виде поворотной решетки, выдвижных упоров и привода перемещенияупоров, связанного электрически с датчиком температуры прутков а механизм для отрезки прокатанных прутков выполнен в виде размещенного вдоль транспортера приемного желоба, двух соосных с ним упоров и поперечно расположенных относительно желоба отреэных ножей.
Источники информации, принятые во внимание при экспертизе
1. Производство точных заготовок машиностроительных деталей прокаткоП. М., ННИИНФОРМТЯ КМАШ, 1968, с. 80-84.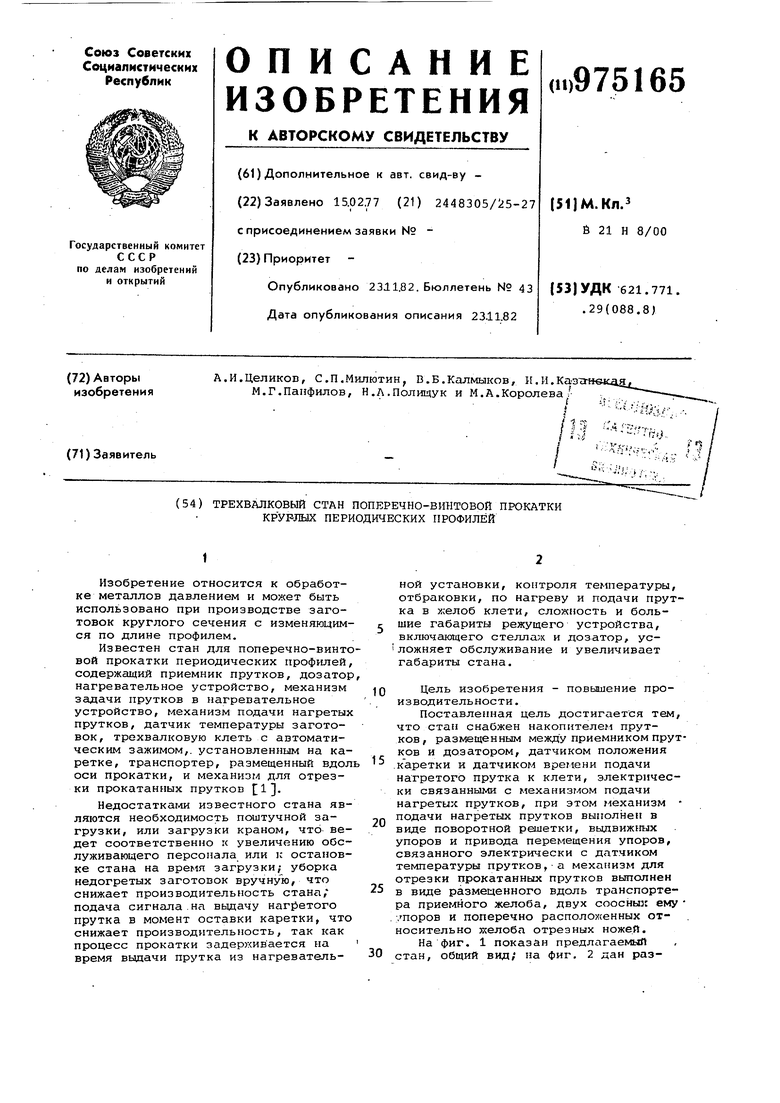
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Стан для прокатки зубчатых колес | 1977 |
|
SU921659A1 |
| Автоматическая линия для производства изделий переменного сечения | 1986 |
|
SU1444044A1 |
| Устройство для прокатки изделий из прутка | 1988 |
|
SU1662732A1 |
| Стан для прокатки зубчатых профилей | 1987 |
|
SU1468634A1 |
фае. г
Фиг.З
