Изобретение относится к станкостроению.
Известны составные уноры с предварительным набором величины необходимо перемещения для станков с программным управлением.
Однако эти уноры сложны и требуют изготовления их по высокому классу точности.
Цель изобретения-устранить влияние ошибок приводов вращения дисков с мерными стержнями.
Для этого рабочие торцы мерных стержней выполнеиы в виде цилиндрических поверхностей, диаметры которых соответствуют заданному ряду чисел.
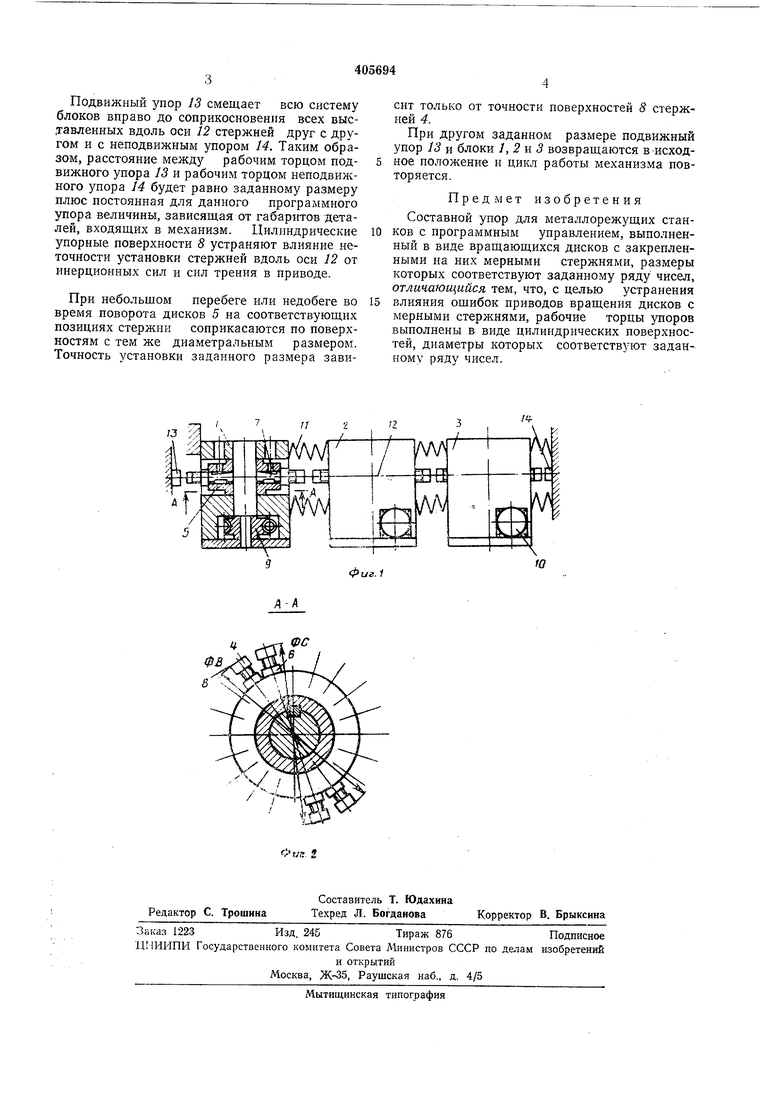
На фиг. 1 схематически изображен описыБпемый упор, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Унор состоит из одинаковых по конструкции блоков 1, 2 и 3 с мерными стержнями 4, которые кренятся к дискам 5 гайками 6 и винтами 7. Такое крепление дает возможность регулировать осевое положение стержней 4. На каждом из трех дисков 5 устанавливают по двадцать два диаметрально расположенных мерных стержня. Рабочие торцовые поверхности 8 стержней 4 выполнены в виде цилиндрических поверхностей с осью, совпадающей с осью вращения дисков 5. Для первого блока численный ряд значений диаметров торцовых
поверхностей 8 соосно расположенных упоров имеет интервал в 10 мм.
Например, диаметр С больше или меньше диаметра В (фиг. 2) на 10 мм, соответственно для второго блока этот интервал равен 1 мм, для третьего блока 0,1 мм.
Таким образом, первый блок устанавливает размеры от нуля до 100 мм с интервалом з 10 ММ; второй блок - от нуля до 10 лш с интервалом в 1 мм, третий блок - от нуля до I мм с интервалом в 0,1 мм.
Комбинацией стержней 4 всего составного упора можно установить любой размер из ряда чисел от нуля до 111 мм с интервалом в 0,1 мм.
Для вращения дисков с упорами служат самотормозящиеся червячные редукторы 9, приводимые во вращение малогабаритными электродвигателями 10, прикрепленными к корпусам блоков. Мелсду блоками расположены пружины 11, которые возвращают механизм в исходное положение.
Но сигналу с пульта управления, на котором задается программой нужное число, начинают работать электродвигатели 10, которые через червячные редукторы вращают диски 5 со стержнями 4. При установке в соответствии с запрограммированным числом соответствующих мерных стержней вдоль продольной оси 12 всего программного упора электродвигатели отключаются.
Подвижный упор 13 смещает всю систему блоков вправо до соприкосновения всех выс тавленных вдоль оси 12 стержней друг с другом и с неподвижным упором 14. Таким образом, расстояние между рабочим торцом подвижного упора 13 и рабочим торцом неподвижного упора 14 будет равно заданному размеру плюс постоянная для данного программного упора величины, зависящая от габар1ггов деталей, входящих в механизм. Цилиндрические упорные поверхности 8 устраняют влияние неточности установки стержней вдоль оси 12 от инерционных сил и сил трения в приводе.
При небольщом перебеге или недобеге во время поворота дисков 5 на соответствующих позициях стержни соприкасаются по поверхностям с тем же диаметральным размером. Точность установки заданного размера зависит только от точности поверхностей 8 стержней 4.
При другом заданном размере подвижный упор 13 и блоки 1,2 VI 3 возвращаются в-исходнов положение и цикл работы механизма повторяется.
Предмет изобретения
Составной упор для металлорежущих станков с программным управлением, выполненный в виде вращающихся дисков с закрепленными на них мерными стержнями, размеры которых соответствуют заданному ряду чисел, отличающийся тем, что, с целью устранения влияния ощибок приводов вращения дисков с мерными стержнями, рабочие торцы упоров выполнены в виде цилиндрических поверхностей, диаметры которых соответствуют заданному ряду чисел.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |
| Поворотная турель для смены оптических элементов | 1985 |
|
SU1282041A1 |
| Устройство для внутритрубной роботизированной механической очистки поверхности трубопроводов | 2024 |
|
RU2837919C1 |
| ПРОТИРОЧНАЯ МАШИНА | 1991 |
|
RU2057469C1 |
| ШИБЕРНЫЙ ЗАТВОР | 1996 |
|
RU2106558C1 |
| Устройство для поперечной резки стержней | 1983 |
|
SU1177158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Устройство для контроля овальности элементов трубопроводов | 2019 |
|
RU2700716C1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| ГИДРАВЛИКО-ИНЕРЦИОННЫЙ ПРЕОБРАЗОВАТЕЛЬ, СИСТЕМА УПРАВЛЕНИЯ ИМ, КОРОБКА ПЕРЕМЕНЫ ПЕРЕДАЧ И СПОСОБ ПРЕОБРАЗОВАНИЯ ИМИ КРУТЯЩЕГО МОМЕНТА | 2003 |
|
RU2259282C2 |
фиг. 1
