1
Широко известны волоки для волочения профилей из меди и ее сплавов, имеющие входную коническую зону, смазочную зону, рабочую коническую зону с двойным углом 16-18 и калибрующий поясок.
Лредложенная волока предназначена для осуществления калибровки волочением и одновременно скальпирования ооверхностного слоя горячекатаной заготовки, преимущественно коллекторных профилей.
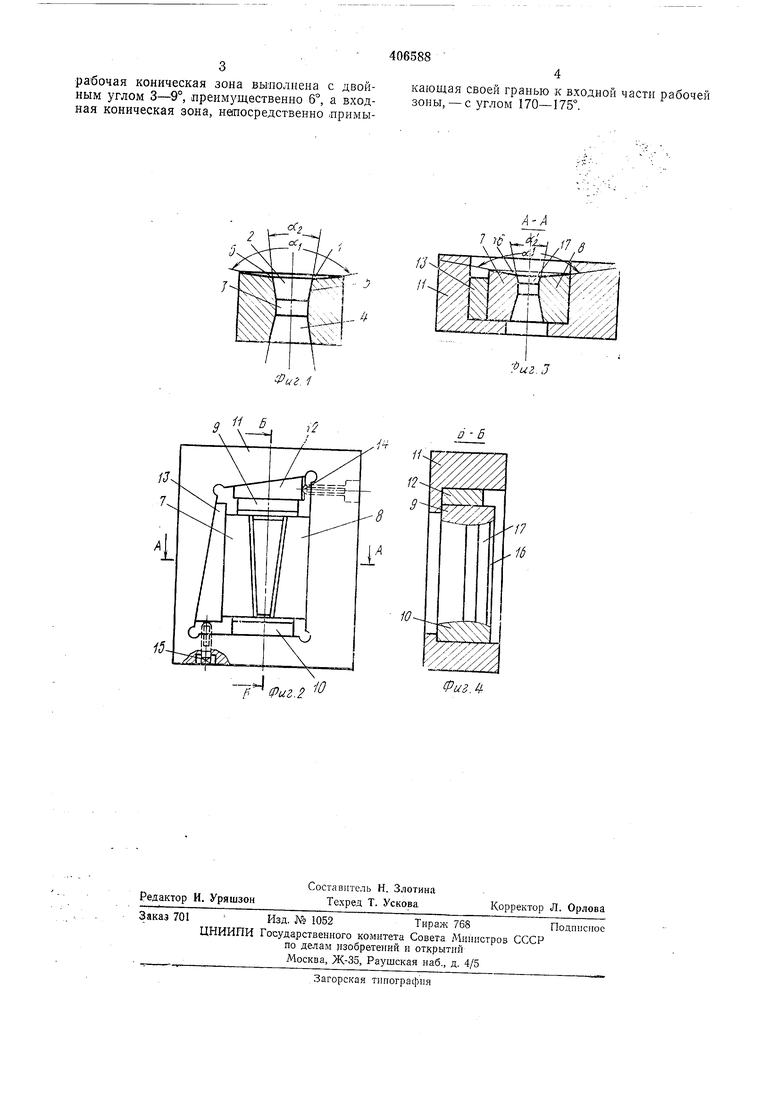
Для этого рабочая зона волоки выполнена с двойным углом 3-9°, преимущественно 6°, а входиая коническая зона, непосредственно примыкающая своей гранью к входной части рабочей зоны, - с углом 170-175°.
На фиг. 1 схематически изображено продольное сечение волоки для калибровки круглой горячекатаной заготовки; на фиг. 2 - волока для калибровки заготовки коллекторных профилей, общий вид; на фиг. 3 - разрез по А-Л на фиг. 2; на фиг. 4 - разрез по Б-Б на фиг. 2.
Волока имеет входиую коническую зону / с двойным углом «1 170--175°, ра-бочую коническую зону 2 с двойным углом аз 3-9°, калибрующий поясок 3 цилиндрической формы и выходную раопушку 4. Входная зона примыкает гранями 5 к граням 6 входной части рабочей зоны.
Такая волока может быть выполнена как
монолитной (см. фиг. 1) так и составной (см. фиг. 2, 3 и 4) для изготовления, например, коллекторного профиля. Волочильный канал волоки для калибровки трапецеидального профиля образован четырьмя рабочими вставками 7-10, заключенными в обойму // и закрепленными клииьямн 2 и 13 с помощью винтов 14 и 15.
В составной волоке двойные углы al и аа входной зоны 16 и рабочей зоны 17 аналогичны двойным углам, изображенным на фиг. 1.
При волочении заготовки через волоку скальпирование (срезание поверхностного слоя) осуществляется гранями, образованными входной конической зоной и рабочей зоной, а деформирующие поверхности рабочей зоны осуществляют центрирование заготовки и ка,либровку.
Пред м е т изобретения
Волока для калибровки путем волочения профилей из меди и се сплавов, имеющая входную коническую зону, рабочую коническую зону и калибрующий поясок, отличающаяся тем, что, с целью осуществления одновременно калибровки и скальпирования поверхностного слоя горячекатаной заготовки, иреимущественно коллекторных профилей. рабочая коническая зона выполнена с двоиным углом 3-9°, преимзщественно 6°, а входная коническая зона, неиосредственно примыкающая своей гранью к входной частн рабочей зоны,- с углом 170-175°. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| СПОСОБ ОБРАБОТКИ МИКРОВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2081717C1 |
| СОСТАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ | 2007 |
|
RU2352416C2 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| Составная волока для волочения многогранных профилей с четным числом граней | 1983 |
|
SU1132997A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
{ f 4f /7 Л XJ-ofi/ iy/ /
а 5
15 F Фиг.2
о-б
1112- 9
17
10Фиг Л
