1
Предлагаемое изобретение относится к области изготовления рукавных изделий и может быть использовано для изготовления резиновых рукавов.
Известна линия для сборки рукавных изделий, содерж-ащая два ряда паралельно расположеиных агрегатов, состоящих из последовательпо установленных питающего устройства, машины для Сборки рукавов и приемного барабана, и тростильные станки.
Известные линии характеризуются индивидуальной работой каждого агрегата, в результате происходит неравяомеряая подача рукавов на последующие операции, что не позволяет организовать их поточное производство.
Цель изобретения - обеспечение возможности организации ноточного производства рукавных изделий.
Это достигается тем, что агрегаты первого и второго ряда установлены навстречу друг другу по ходу технологического нрецесса и между ними размещено отборочное устройство, выполненное в виде расположенных в вертикальной плоскости замкнутых тяговых органов, снабженных захватами для установки приемных барабанов, а также и тем, что каждый агрегат снабжен подвижной поворотной платформой для установки приемных барабанов и подачи их к отборочному устройству, а тростильные стайки соединены с машинами для сборки двухэтажным ленточным транспортером, нижмий этаж которого снабжен бункером для натрощенных ш1нуль.
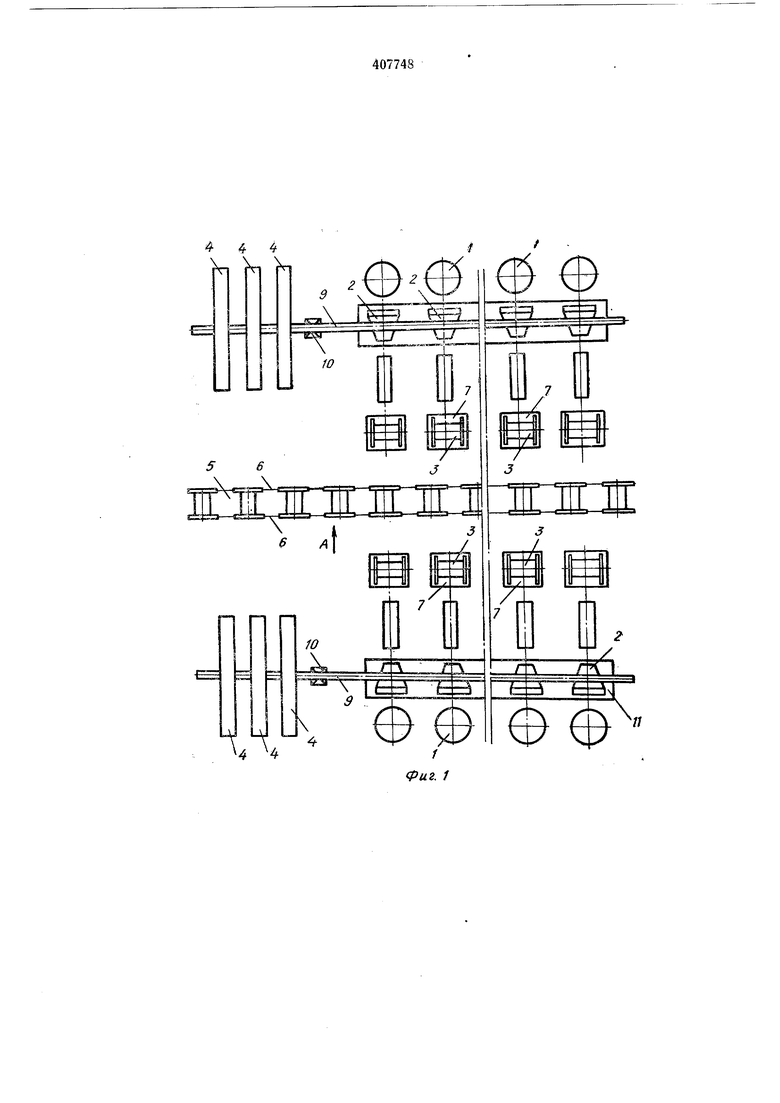
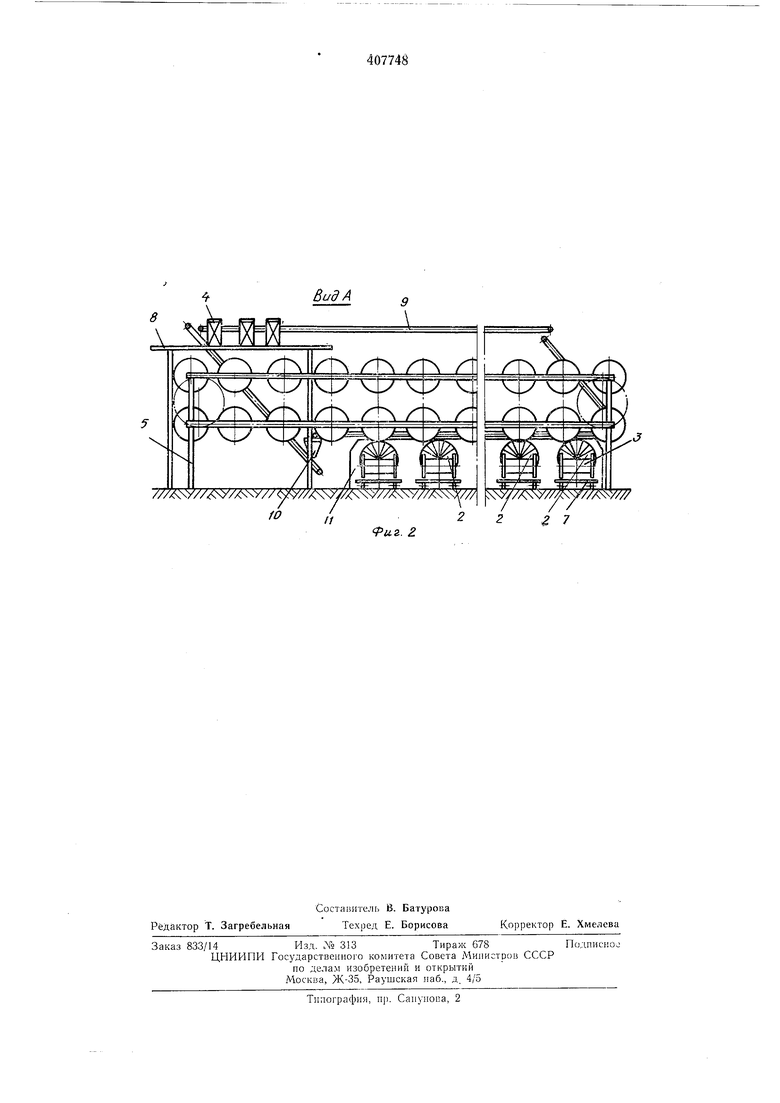
На фиг. 1 схематично показана предлагаемая линия в плане; на фиг. 2 - вид по стрелке А на фиг. 1.
Линия для сборки рукавных изделий содержит два ряда параллельно расположенных и установленных навстречу друг другу по ходу технологического процесса агрегатов, состоящих из последовательно установленных питающего устройства 1, машины 2 для сборки рукавов и приемных барабанов 3, и участок тростильных станков 4. Между рядами агрегатов размещено отборочное устройство 5, выполненное в виде расноложепиых в вертикальной плоскости замкнутых тяговых органов 6, нанример ценей, снабженных захватамп для установки приемных барабанов 3. Каждый агрегат снабл.ен подвижной поворотной платформой 7 для установки приемных барабанов 3 и подачи их к отборочпому устройству 5.
Тростильные станки 4 установлены на эстакаде 8 и соединены с машинами 2 для сбо1жн двухэтажным ленточным траспортером 9, расположенным над машинами 2. Нижний этаж транспортера снабжен бункером 10 для патрощенных шпуль.
Машины 2 для сборки закрыты общим звукоизолирующим кожухом 11.
С устройств 1 резиновые камеры подаются Б .машины 2 для сборки, где на них наносится силовой каркас, а собранные рукава наматываются на приемные барабаны 3. После заполиения приемных барабанов платформы 7 выдвигаются к отборочному устройству 5, устанавливаются под ним и разворачиваются, принимая положение, необходимое для установки приемных барабанов в захваты. Затем платформы 7 поднимаются в-верх, осуществляют установку барабанов 3 в захваты и «новь опускаются, а тяговые органы 6 отборочного устройства 5 перемещаются, подводя к ним пустые барабаны 3. Платформы вновь поднимаются забирают пустые барабаны и возвращаются в исходное положение.
Заполненные барабаны 3 подаются на другие операции и постоянно снимаются с отборочного устройства 5, а на их место устанавливаются пустые.
Натрощенные шпули с оплеточным материалом поступают на верхний этаж транспортера 9 и подаются затем на его нижний этаж, лде ани распределяются по мащинам 2 для сборки. Лишние шпули поступают в бункер 10, из котого они вновь забираются и вместе со Ш1пулями со ставков подаются на верхний этаж транспортера.
(П р едмет изобретения
1.Линия для сборки рукавных изделий, содержащая два ряда параллельно расположенных агрегатов, состоящих из последовательно установленных питающего устройства, машины для сборки рукавов и приемного барабана, и тростильные станки, отличающаяся тем, что, с целью обеспечения возможности организации поточного производства рукавных изделий, агрегаты первого и второго ряда установлены навстречу друг другу по ходу технологического процесса и между ними размещено отборочное устройство, выполненное в виде расположенных в вертикальной плоскости замкнутых тяговых органов, снабженных захватами для установки приемных барабанов.
2.Линия по п. 1, отличающаяся тем, что каждый агрегат снабжен подвижной поворотной платформой для установки приемных барабанов и подачи их к отборочному устройству.
3.Линия по п. 1, отличающаяся тем, что тростильные станки соединены с машинами для сборки расположенным над последними двухэтажным ленточным транспортером, нижний этаж которого снабжен бункером для натрощенных шпуль.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для подачи шпал, подкладок и костылей на линию сборки звеньев рельсового пути | 1957 |
|
SU110552A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| УСТРОЙСТВО для ПОДАЧИ ШТУЧНЫХ ИЗДЕЛИЙ | 1971 |
|
SU316574A1 |
| Агрегат для сборки резиновых рукавных изделий | 1977 |
|
SU672058A1 |
| Универсальное переносное устройство для обслуживания пожарных рукавов | 2023 |
|
RU2833462C1 |
| МОБИЛЬНОЕ УСТРОЙСТВО ДЛЯ СОРТИРОВКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ И ПОШТУЧНОЙ РАЗБОРКИ ИХ ПАЧЕК | 1990 |
|
RU2029639C1 |
| Навивочная машина к агрегату для сборки рукавных изделий | 1980 |
|
SU952652A1 |
| СПОСОБ РЕКУЛЬТИВАЦИИ ЗЕМЕЛЬ, ЗАГРЯЗНЕННЫХ НЕФТЬЮ И НЕФТЕПРОДУКТАМИ, И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2770987C1 |
| Способ изготовления теплоизоляционных изделий из стекловолокнистых отходов | 1989 |
|
SU1675088A1 |
| ЛИНИЯ ЗАГОТОВКИ СЛОЕВ КОРДА | 1971 |
|
SU317544A1 |
4 Ч
/ Риг. 1 Вид А fuz. 2.
