1
Из:вестны установки для формования полых кварцевых изделий, содержащие секционный шкаф с нагревателем в средней секции, держатель заготовки и формующее приспособление.
С целью повышения производительности и улучшения условий труда формующее приспособление предлагаемой установки связано с пневмоприводом, закрепленным на корпусе верхней секции, а держатель выполнен в виде пневмопатрона, закрепленного на шпинделе с возможностью вращения и возвратно-поступательного перемещения в вертикальной плоскости, и установлен в нижней секции шкафа, отделенной от центральной секции с нагревателем водоохлаждаемым экраном с центральным отверстием, под которым смонтирован коллектор воздушной за1весы.
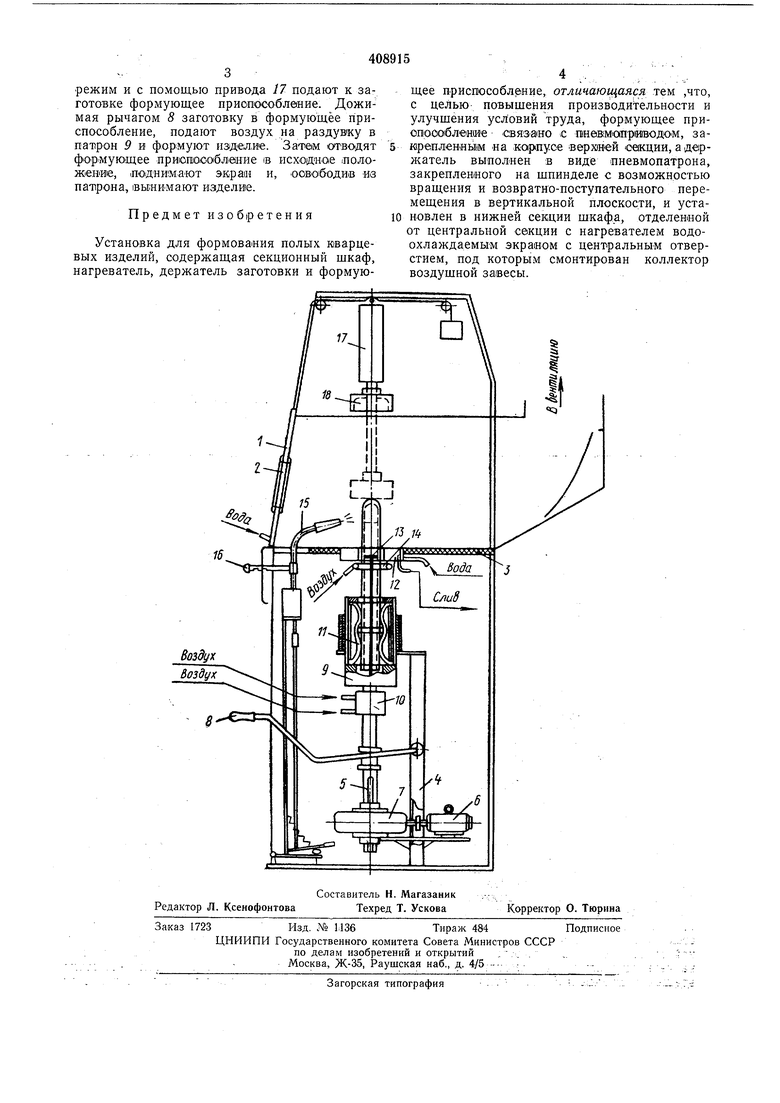
На чертеже схематически показано предлагаемое устройство, вертикальный разрез.
Корпус устройства представляет собой шкаф, разделенный по высоте на три части. Средняя часть, представляющая собой рабочую зону, подсоединена к вытяжной вентиляции и отделена от работающего подъемным водоохлаждаемым экраном / со смотровым стеклом 2. В нижней части адкафа, отделенной от рабочей зоны термостойкой плитой 3, на металлоконструкции 4 смонтирован привод вращения шпинделя 5, состоящий из электродвигателя постоянного тока 6 и редуктора 7.
С помощью рычага 8 шпиндель приводится в возвратно-поступательное движение. На шпинделе крепится патрон 9 с пневмомуфтой W. Заготовка зажимается в патроне эластичным элементом 11. Пневмомуфта служит для подачи воздуха в патрон на зажим и на раздувку заготовки.
Для предотвращения теплопередачи от разогрева заготовки к патрону предусмотрены кессон 12, графитовый экран 13 и обдувоч«ый коллектор 14. Разогрев заготовки производится юварцедувной горелкой 15, изменяющей положение с помощью тяги-фиксатора 16.
В верхней части шкафа расположен реверсивный пневмопривод 17 формующего приспособления 18.
Подняв экран /, вставляют наваренную на трубу-ОПравку заготовку в пневмопартон 9, затем ее зажимают и зажигают горелку 15. Экран опускают, включают электродвигатель 6 и, отрегулировав обороты шпинделя 5, переключают горелку на рабочий режим.
Перемещая заготовку в пламени горелки рычагом 8, ее разогревают до пластического состояния, наблюдая через смотровое стекло. При достижении необходимой степени разогрева заготовки 1включают привод вращения шпинделя, переключают горелку на холостой
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Устройство для изготовления стеклянных изделий | 1980 |
|
SU906951A1 |
| Карусельная машина для сварки стеклянных деталей электронно-лучевой трубки | 1960 |
|
SU139780A1 |
| Установка для закалки стекла | 1973 |
|
SU473682A1 |
| УСТРОЙСТВО для ВАКУУМНОЙ КАЛИБРОВКИ ТРУБОК | 1970 |
|
SU278057A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РАСПЛАВЛЕННОГО СТЕКЛА | 1990 |
|
RU2031862C1 |
| Приспособление для формования центробежным способом изделия из стеклянной трубки | 1958 |
|
SU125356A1 |
| Загрузочное устройство | 1977 |
|
SU701759A1 |
| Устройство для формирования тарелочек на торцах стеклянных трубок | 1985 |
|
SU1375578A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СИНТЕТИЧЕСКОЙ ДВУОКИСИ КРЕМНИЯ | 1971 |
|
SU307985A1 |
