При ручном изготовлении обручных заготовок, помимо трудоемкости процесса, приходится наблюдать загрязнение рук рабочих вымоченными в грязной воде заготовками, ведущее- к заболеваниям и иногда потерт трудоспособности. Для механизации процесса строгания обручных заготовок с устранением при этом указанных вредных явлений предлагается станок, снабженный, аналогично известным строгальным станкам, двумя рядами резцовых патронов и вальцевой подачей, в котором, согласно изобретению, применено приспособление, состоящее из опорных для заготовки колодок, шарнирно связанных с регулируемой по длине тягой, управляемой рукояткой, и служащее для изменения толщины стружки, снимаемой с заготовки - нижними резцовыми патронами.
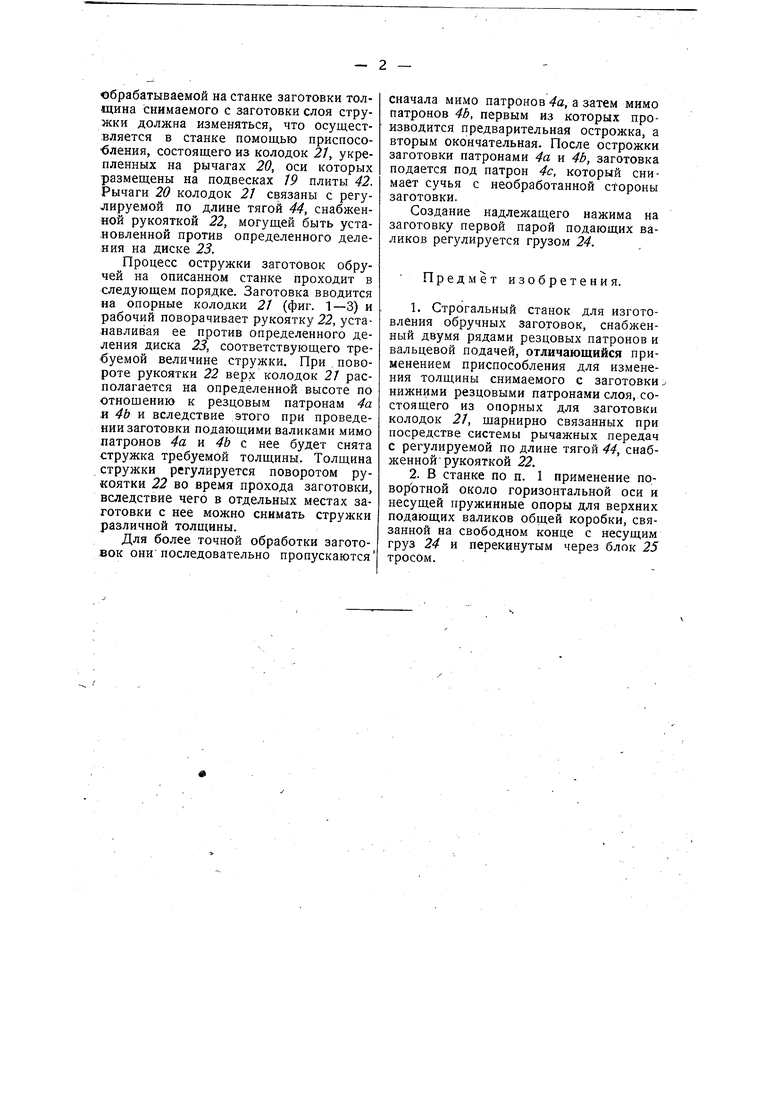
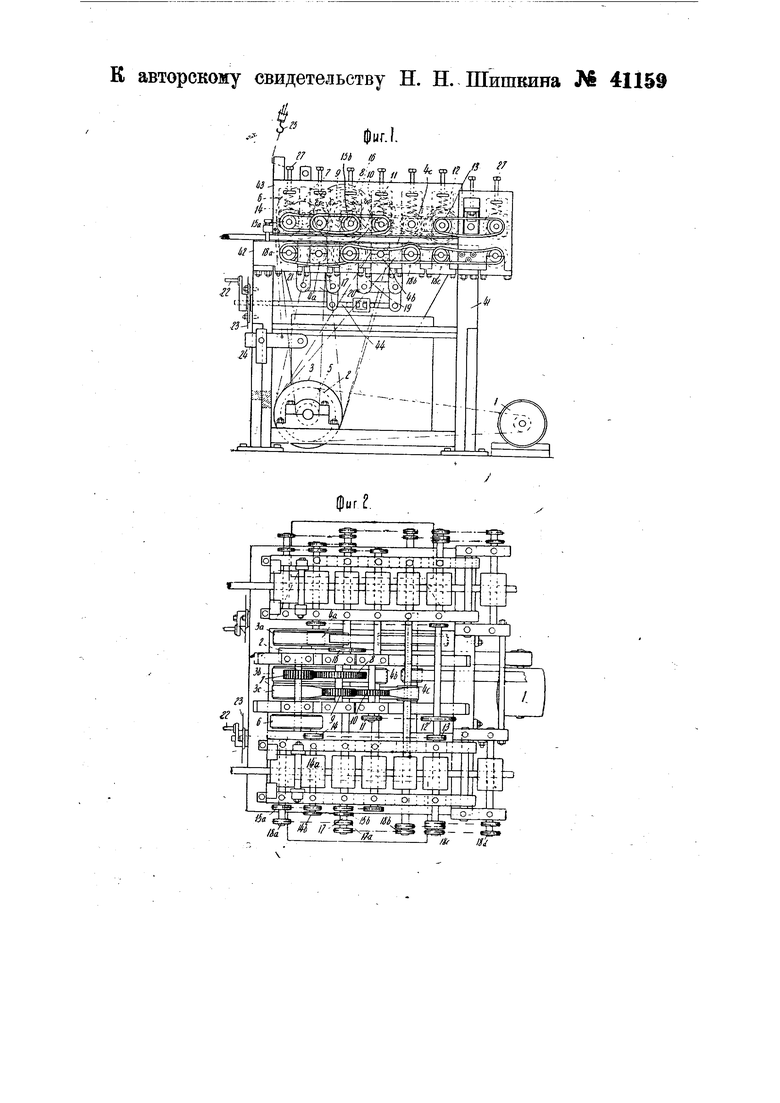
На чертеже фиг. 1 изображает вид станка сбоку; фиг. 2-то же вид сверху; фиг. 3-то же вид спереди.
На стойках 41 станины предлагаемого станка укреплена плита 42 (фиг. 1-3), поддерживающая нижние резцовые патроны станка. Над плитой 42 расположены коробки 43, поворотные около горизонтальной оси и несущие пружинные регулируемые винтами 27 опоры для верхних подающих валиков. Коробка 43 связана с тросом, перекинутым через блок 25 и несущим груз 24.
.Главный вал станка получает вращение от электромотора / через шкив 2 и передает это вращение насаженным на нем шкивам За, ЗЬ, 3с и 5. Шкивы За и ЗЬ передают в свою очередь вращение нижним резцовым патронам 4а и 4Ь, служащим для остружки обручей, а шкив 3с через перекрестную передачу приводит в движение верхний патрон 4с,, предназначенный для срезки с обручей сучков. Шкив 5 главного вала связан ременной передачей со шкивом 6, насаженным на одной оси с зубчатой шестерней 7, сцепленной с шестерней 8, на оси которой в свою очередь имеется шестерня Р, сцепленная с шестерней 10. Ось шестерни 10 через передачи 11, 12 и 13, 14 сообщает вращение верхнему подающемувалику 14а, от которого через систему гибких передач 4а, 15а, Mb, 15b и т. д. передается вращение прочим верхним подающим валикам станка.
Передача вращения нижним подающим валикам станка осуществляется от шестерни 8, ось которрй связана передачей 16, 17 с осью J7, несущей шестерню 17а, соединенную рядом передач с шестернями 18а, 18Ь, 18с и т. д. на осях нижних валиков.
В виду неравномерности толщины
обрабатываемой на станке заготовки толщина снимаемого с заготовки слоя стружки должна изменяться, что осуществляется в станке помощью приспособления, состоящего из колодок 21, укрепленных на рычагах 20, оси которых размещены на подвесках 19 плиты 42. Рычаги 20 колодок 21 связаны с регулируемой по длине тягой 44, снабженной рукояткой 22, могущей быть усталовленной против определенного деления на диске 23.
Процесс остружки заготовок обручей на описанном станке проходит в следующем порядке. Заготовка вводится «а опорные колодки 21 (фиг. 1-3) и рабочий поворачивает рукоятку 22, устанавливая ее против определенного деления диска 23, соответствующего требуемой величине стружки. При . повороте рукоятки 22 верх колодок 21 располагается на определенной высоте по отнощению к резцовым патронам 4а я 4Ь и вследствие этого при проведении заготовки подающими валиками мимо патронов 4а н 4Ь с нее будет снята стружка требуемой толщины. Толщина стружки регулируется поворотом рукоятки 22 во время прохода заготовки, вследствие чего в отдельных местах заготовки с нее можно снимать стружки различной толщины.
Для более точной обработки заготовок они последовательно пропускаются
сначала мимо патронов а, а затем мимо патронов 41, первым из которых производится предварительная острожка, а вторым окончательная. После острожки заготовки патронами 4а и 4, заготовка подается под патрон 4с, который снимает сучья с необработанной стороны заготовки.
Создание надлежащего нажима на заготовку первой парой подающих валиков регулируется грузом 24.
Предмет изобретения.
1.Строгальный станок для изготовления обручных заготовок, снабженный двумя рядами резцовых патронов и вальцевой подачей, отличающийся применением приспособления для изменения толщины снимаемого с заготовки нижними резцовыми патронами слоя, состоящего из опорных для заготовки колодок 2/, щарнирно связанных при посредстве системы рычажных передач с регулируемой по длине тягой 44, снабженнойрукояткой 22.
2.В станке по п. 1 применение поворЪтной около горизонтальной оси и несущей пружинные опоры для верхних подающих валиков общей коробки, связанной на свободном конце с несущим груз 24 и перекинутым через блок 25 тросом.
гKur.l.
in //
NF ir/1lt T. ff
, J йУ if ШТФ S
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изгибания обручей | 1934 |
|
SU41160A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛЫЖ, ПРОПЕЛЛЕРОВ И Т. П. | 1930 |
|
SU35107A1 |
| Станок для приготовления шпальных пробок | 1930 |
|
SU20805A1 |
| Станок для изготовления лыж | 1929 |
|
SU15939A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
| Копировальный станок | 1936 |
|
SU49159A1 |
| Строгальный станок для одновременной обработки погонялок и вальков | 1934 |
|
SU45399A1 |
| Станок ля изготовления древесной стружки | 1983 |
|
SU1151455A1 |
| Переносный механический струг для дерева | 1923 |
|
SU3664A1 |
/л,ц//
:i

