Изобретение относится к области кузнечнопрессового оборудования и может быть использовано при изготовлении стержней с головками при критическом соотношении длины стержня к его диаметру. Известен штамп для высадки утолп ений на стержнях при длине высаживаемой части, превышаюш ей критическую, содержащий верхнюю и нижнюю плиты с соответственно закрепленными нуансоном и матрицей, а также секции поддержнваюш,его инструмента с механизмом зажима. Для повышения надежности зажима стержней из горячекатаного проката в предлагаемом штампе механизм зажима секций выполнен в виде установленной в нижней плите по крайней мере одной ползушки со смонтированным в ней эксцентриком, связанным через серьгу с расположенным в нижней плите вторым эксцентриком, а также шарнирно закрепленного в верхней плите ноднружиненного клина, воздействующего на серьгу. Ма фиг. 1 представлен предлагаемый штамп в плане; на фиг. 2 - разрез по А-А па фиг. 1; па фиг. 3 - разрез но ня фиг. 1. Шгамп содержит секции поддерживающего инструмента, выполненные в виде планок /, вращающихся вокруг осей 2. В нланках расположень псхяувтулки 3, имеющие возможность разворачиваться, и штифты 4. К нижней плите 5 крепятся матрица 6 и замок, состоящий из коробки 7, эксцентриков 8, серьги Я нолзушки 10 и опоры 11. В матрице находится выталкиватель 12. В нижней плите расположены также штырь 13, поджимаемый пружиной 14, и двуплечий рычаг 15, имеющий возможность вращаться вокруг оси 16. Секции поддерживающего инструмента поджимаются одна к другой с помощью пальцев 17 и пружин /5. К верхней плите 19 крепятся по бокам клинья 20, пуансон 21 с выталкивателем 22 и центральный клин 23. Клинья 20 имеют возможность поворачиваться вокруг оси 24. Палец 25 с помощью нружии 26 поджимает клинья 20 к серьгам 9. К верхней плите крепится также рычаг 27 с кулачком 28, который имеет возможность поворачиваться вокруг оси 29 против часовой стрелки. Кулачок 28 поджат )1ружиной 30 к рычагу 27. ГПтамн работает следующим образом. Заготовка вставляется в матрицу 6. Планки / поддерживающего инструмента при этом разведены в стороны. При ходе ползуна пресса вниз кулачок 28 наезжает на рычаг 15, поворачивая его вокруг оси 16. Другой конец рычага 15 утапливает штырь 13, который входил Б зазор между нижними планками /. Под действием пружин 18 планки / смыкаются. При дальнейшем движении верхней нлиты 19 штампа вниз передний выступ клиньев 20 взаимодействует с верхними серьгами 9 запираюш;его механизма, сдвигая их к центру штампа. Эксцентрики 8 разворачиваются, и ползушки 10 запирают планки /. Пуансон 21 начинает деформировать часть заготовки, находящуюся над верхними планками 1. Затем клинья 20 взаимодействуют задним выступом с верхними серьгами 9 и отодвигают их в стороны, освобождая верхние нланки 1 поддерживаюш;его инструмента. Центральный клин 23 через полувтулки 3 разводит верхние планки / в стороны. Пуансон 21 деформирует заготовку над нижними планками /. После того, как верхняя плита 19 пройдет определенное расстояние, клинья 20 отпирают нижние нланки /, а центральный клин 23 разводит их в стороны. Пуансон осуществляет окончательную штамповку поковки. В нижнем положении ползуна пресса штырь 13 под действуем пружипы 14 заскакивает в зазор между планками /, не давая возможности нм сомкнуться. Удаление наковки из матрицы осуществляется при помощи выталкивателя 12. Предмет изобретения Штамп для высадки утолщений на стержнях при длине высаживаемой части, превышающей критическую, содержащий верхнюю и нижнюю плиты с соответственно закрепленными пуансоном и матрицей, а также секции ноддсрл ивающего инструмента с механизмом зажима, отличающийся тем, что, с целью повышения надежности зажима стержней из горячекатаного проката, механизм зажима секций выполнен в виде установленной в нижней плите по крайней мере одной нолзушкн со смонтированным в ней эксцентриком, связанным через серьгу с расположенным в нижней пли re вторым эксцентриком, а также щарнирно закрепленного в верхней плите подпружиненного клина, воздействующего на серьгу.
А -А

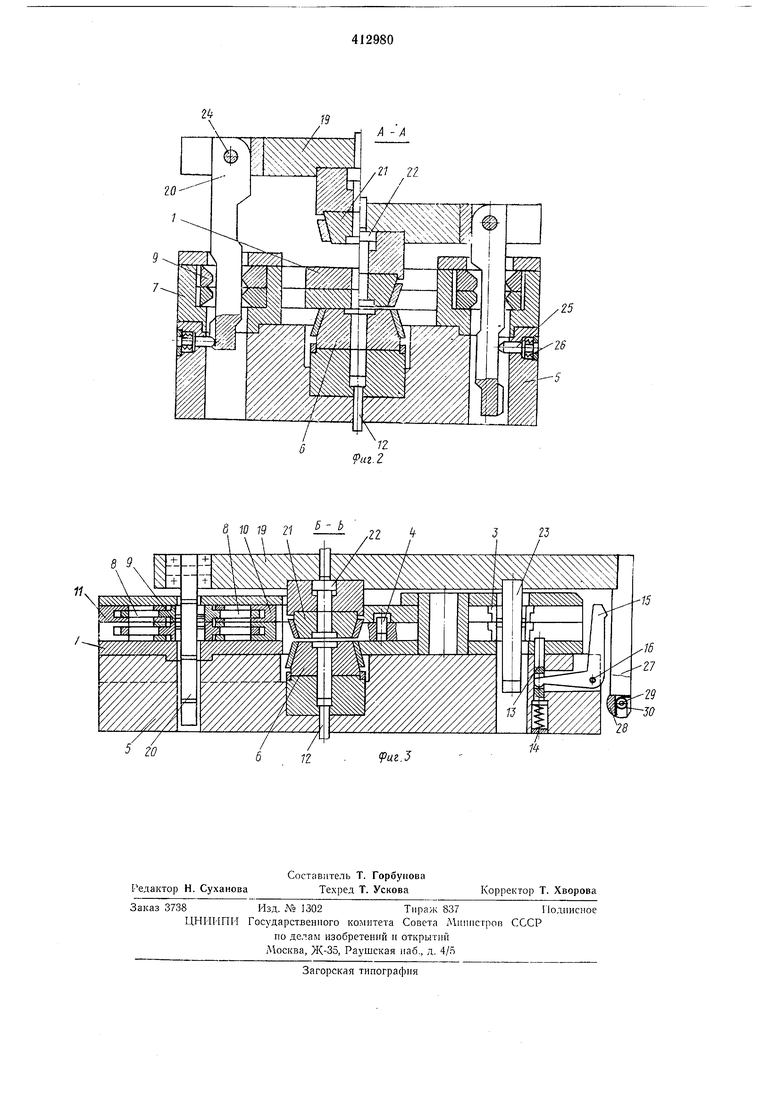
8 10 19 21
