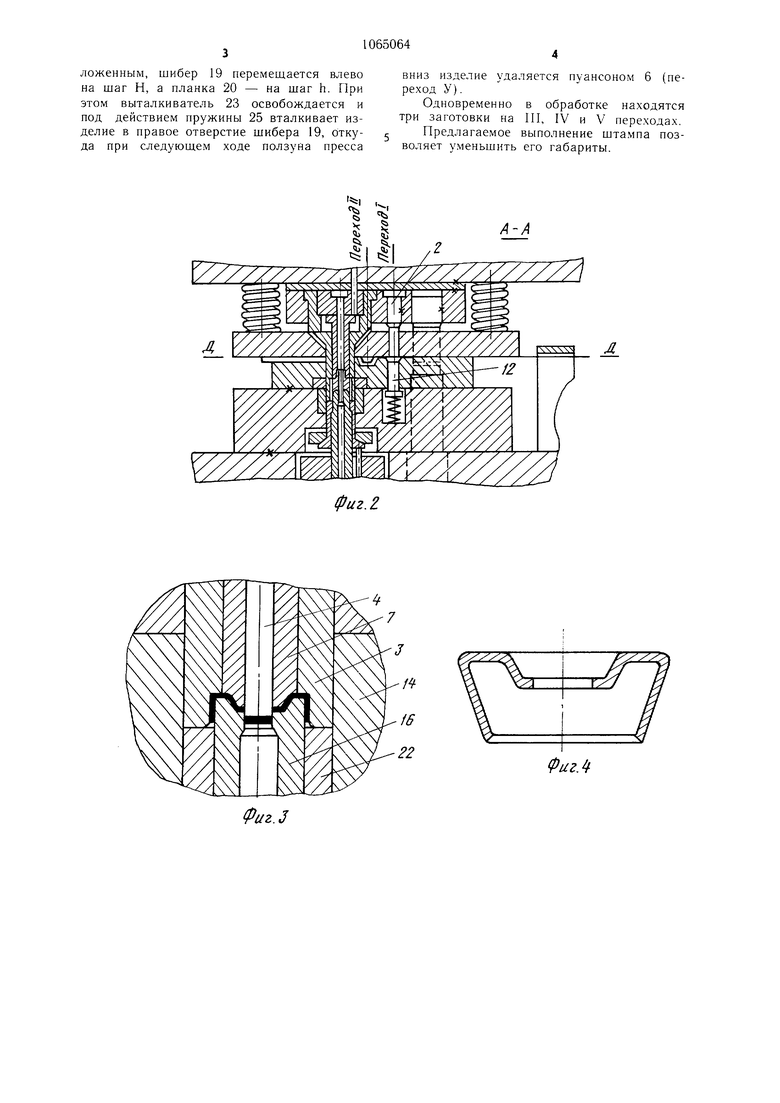
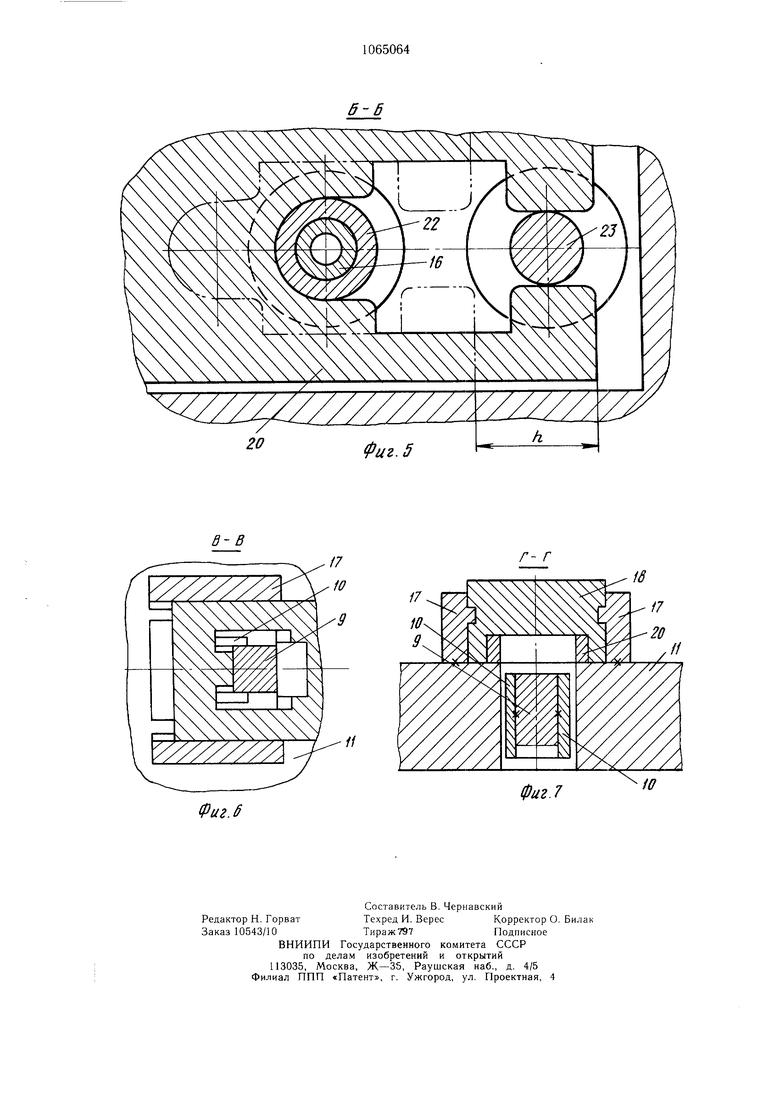
Изобретение OTIIOCHTCH к обработке металлов давлением, в частности для получения деталей из листового материала. Наибо.чее близким к предлагаемому по совокупности супхественных признаков и достигаемому эффекту является штамп последовательного действия для обработки полосового и ленточного материала, содержащий верхнюю и нижнюю плиты с установленными в них рабочими инструментами и выталкивателями, клин, закрепленный в верхней плите, нолзушку, установленную в нижней части с возможностью взаимодействия с клином, шибер, жестко связанный с нолзушкой, и узел, задерживающий выталкиватель и выполненный в виде фиксирующей планки, установленной с возможностью взаимодействия с выталкивателями, расноложенными в нижней части 1. Недостатком этого штампа являются его большие габариты. Цель изобретения - уменьшение габаритов штампа. Поставленная цель достигается те.м, что в штампе последовательного действия для обработки полосового и ленточного материала, содержащем верхнюю и нижнюю плиты с установленными в них рабочими инструментами и выталкивателями, клин, закрепленный в верхней плите, ползушку, установленную в нижней части с возможностью взаимодействия с клином, щибер, перемещающий полуфабрикат с одной ра бочей позиции на другую и жестко связанный с ползушкои, и узел, задерживающий выталкиватель и выполненный в виде фиксирующей планки, установленной с возможностью взаимодействия с выталкивателями, расположенны.ми в нижней части, клин выполнен с дополнительной рабочей новерхностью, нланка установлена в ползушке с возможностью взаимодействия с дополнительной рабочей новерхностью клина и перемещения в направлении, параллельном перемещению ползущки. На фиг. 1 изображен предлагаемый штамп в разрезе, перпендикулярном направлению подачи обрабатываемого материала; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 -- рабочие инструменты Ш перехода; па фиг. 4 - готовая деталь; на фит. 5 - сечение Б-Б на фиг. 1; на фиг. 6 - сечение В-В на фиг. 1; на фиг. 7 - сечение Г-Г на фиг. 1. Штамп содержит верхнюю плиту 1, пуансоны 2-6, установленные в этой плите, выталкиватель 7, подпружиненный пружиной 8, клин 9 с дополнительной рабочей поверхностью, образованной накладками 10 На нижней плите 11 установлены выталкиватель 12, матрицы 13-15, пуансон 16 и направляющие 17. В направляющей 17 установлена нолзушка 18. К ползушке 18 жестко прикреплен шибер 9. Фиксирующая нланка 20 установлена в ползушке 18 с возможностью пере.мещения в направлении, параллельном перемещению последней и взаимодействия с выталкивателями, расноложенными в нижней части. Шариковый фиксатор 21 установлен в нижней плите 11 с возможностью взаимодействия с планкой 20. Выталкиватели 22 и 23, установленные в нижней плите, подпружинены соответственно пружинами 24 и 25. Штамп работает следующи.м образом. Обрабатываемый материал подается на уровень Д-Д (механизм подачи материала не показан), где после формовки (переход I), которую осуществляют пуансоном 2, материал через один шаг (переход II, по конструктивным соображениям выполнен нерабочим) передается на следующую позицию, на которой (переход III) при ходе ползуна пресса вниз пуансон 3 на матрице 13 вырубает заготовку. Одновременно с помощью клина 9 ползушка 18 перемещает шибер 19 в крайнее правое положение . При взаимодействии накладок 10 с участками а планки 20 последняя перемешается, стопорит выталкиватель 22 и фиксируется фиксатором 21. При дальнейшем ходе ползуна пресса вниз пуансон 3 проталкивает заготовку сквозь матрицу 13 во вспомогательное (левое) отверстие в шибере 19, осуществляя затем с помощью пуансона 16 вытяжку заготовки, в конце хода ползуна пресса вниз пуансон 4 пробивает отверстие в заготовке, а образовавщийся отход через отверстия в пуансоне 16 и нижней плите 11 под действие.м собственного веса удаляется наружу. Во время хода ползуна пресса вверх пуансоны 3 и 4 выходят из шибера 19, а заготовка под действием выталкивателя 7, взаимодействующего с пружиной 8, остается в матрице 13; далее под действием клина 9 ползушка 18 с щибером 19 перемещается на щаг Н в крайнее левое положение, после чего планка 20, взаимодействую1цая участками б с накладками Ш, также пере.мещается в крайнее левое положение на щаг h, где фиксируется фиксатором 21. При этом выталкиватель 22 высвобождается и под действием пружины 24 перемещается вверх, снимает заготовку с пуансона 16, выталкивая ее в среднее отверстие щибера 19. При следующем ходе ползуна пресса вниз шибер 19, перемещаясь на шаг Н, передает заготовку на следующий переход (переход IV), где с помощью конусной матрицы 15 и пуансона 5 производится окончательная отформовка изделия. В это время выталкиватель 23 фиксируется в нижнем положении нланкой 22 аналогично выталкивателю 23. Далее нолзун пресса поднимается вверх, и, в соответствии с вышеизложенным, шибер 19 перемещается влево на шаг Н, а планка 20 - на шаг h. При этом выталкиватель 23 освобождается и под действием пружины 25 вталкивает изделие в правое отверстие шибера 19, откуда при следующем ходе ползуна пресса
вниз изделие удаляется пуансоном 6 (переход У).
Одновременно в обработке находятся три заготовки на III, IV и V переходах.
Предлагаемое выполнение щтампа позволяет уменьшить его габариты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 1972 |
|
SU412980A1 |
| УСТРОЙСТВО к ПРЕССУ для ПОЛУЧЕНИЯ ТОЧНЫХОТВЕРСТИЙ | 1966 |
|
SU182666A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
| Штамп | 1980 |
|
SU984609A1 |
| Штамп для гибки деталей | 1980 |
|
SU884793A2 |
| Штамп для изготовления цепочки | 1980 |
|
SU941015A1 |
| Гибочный штамп для изготовления @ -образных деталей из полосового материала | 1980 |
|
SU904832A1 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ОБРАБОТКИ ПОЛОСОВОГО И ЛЕНТОЧНОГО МАТЕРИАЛОВ, содержащий верхнюю и нижнюю плиты с установленными в них рабочими инструментами и выталкивателями, клин, закрепленный в верхней плите, ползушку, установленную в нижней части с возможностью взаимодействия с клином, шибер, перемеш,ающий по.туфабрикат с одной рабочей позиции на другую и жестко связанный с ползушкой, и узел, задерживающий выталкиватель, выполненный в виде фиксирующей планки, установленной с возможностью взаимодействия с выталкивателями, расположенными в нижней части, отличающийся тем, что, с целью уменьшения габаритов штампа, клин выполнен с дополнительной рабочей поверхностью, а планка установлена в ползушке с возможностью взаимодействия с дополнительной рабочей поверхностью клина и перемещения в наi правлении, параллельном перемещению ползушки. (Л о СУГ) ел о О5 4 
фиг.г
А-А
Д
ФигЛ
Фиг.З
Фиг. 6
г- г
17
Фиг.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дурандин М | |||
| М | |||
| и др | |||
| «Штампы для холодной штамповки мелких деталей | |||
| Альбом конструкций и схем | |||
| М., «Машиностроение, 1978, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
