Известен штамп для одиодереходиой высадки утолщений да стержнях, по1да«ржИВаюШ.ИЙ инструмент которого выполнен из отдельных разъемных В плоскости, перпендикулярной движению пуансояа, секций. Они перемещаются с И0|мощью подпружиненных иолзушек, снабженных клиновыми скосами, взаимодействующими с клиньями, установленными на нижней плите.
Предлагаемый штамп отличается от известного тем, что механизм зажима поддерживающего инстру.мента выполнен в виде расноложениого в нижней части штампа двуплечего рычага, одним KOHUOIM .контактирующе,го с секцией поддерживающего инструмента, а другим - поджатым пружиной и снабженным Кулачком, взаимодействующим с профильно,й линейкой. Линейка прикреплена к верхней плите штампа. На нижней плите смонти-рована качающаяся траверса с выталкивателем, с одного конца подпрулсиненная и другим концом взаимодействующая с выступом прикрепленной к вер.аней плите штампа тяги.
Это позволяет использовать заготовки под штамповку из горячекатаного металла, обеспечивает надежный зажИдМ заготовки и выталкивание поковки из матрицы.
тановки заготовки в матрицу в нижней части штампа расположен щтырь, входящий в зазор между секциями и утапливаемый с помощью двуплечего рычага при ходе ползуна
вниз.
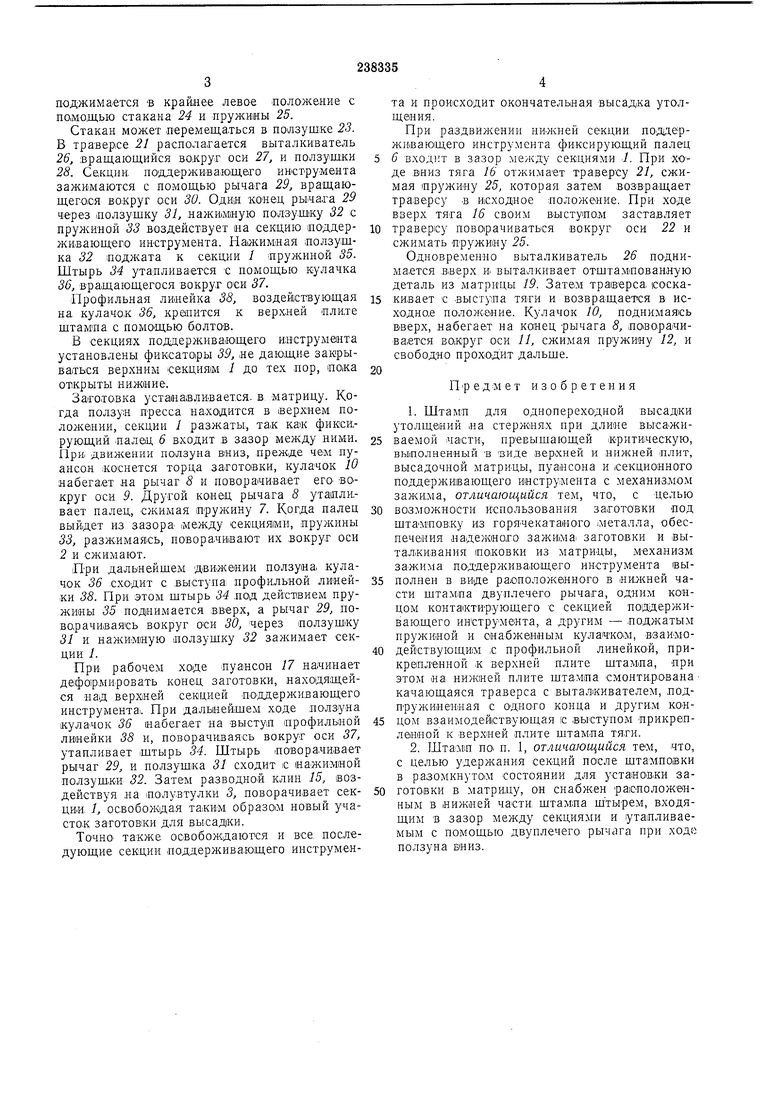
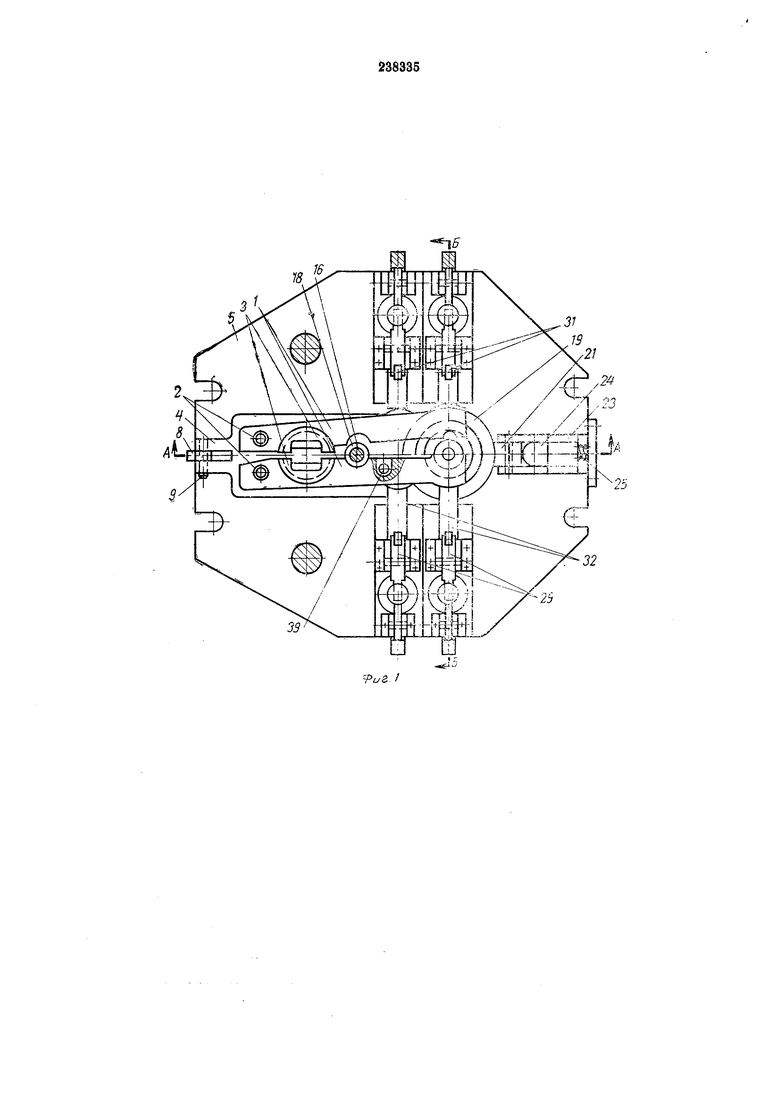
На фиг. I изображена нижняя плита устройства., вид сверху; на фиг. 2 и, 3 - описываемое устройство ,в разрезах. Штамп содержит секции / ноддерживающего инстру:мента,, вращающиеся вокруг оси 2. В секциях расположены полувтулки 3, имеющие возможность проворачиваться. Секции установлены на .подкладке 4, крепящейся к нижней плите 5. В подкладке перемещается
фиксирующий палец 6, который поджат пружиной 7. Отжим пропзводится с помощью рычага 8, вращающегося вокруг оси 9. Рычаг 8 поворачивается в результате набегания на него кулачка W, вращающегося вокруг оси //. Кулачок поджат 12. Ось // расположена, в тяге 13, крепящейся с помощью болтов к верхней плите 14 щтампа.
К этой -же плцте крепится разводной клин J5, тяга 16 и пуансон 17. Тяга ходит в направляющей 18. Матрица 19 крепится к нижней плите. В матрице размещена заготовка 20. В нижней плите находится траверса, 21, которая :может вращаться вокруг оси 22, расположенной в ползушке 23. Траверса 21
поджимается -в крайнее левое положение с помощью стакана 24 и пружины 25.
Стакан может перемещаться в пошзушке 23. В траверсе 21 располагается выталкиватель 26, вращающийся вокруг оси 27, и ползушки 28. Секции, поддеруки-вающего инструмента зал имаются с помощью рычага 29, вращающегося вокруг оси 30. Одий конец рычага 29 через ползушку 31, ползушку 32 с пружипой 33 воздействует на секцию ноддержи-вающего инструмента. Нажимиая ползущка 32 поджата к секции 1 пружиной 35. Штырь 34 утапливается с помощью кулачка 56, вращающегося вокруг оси 37.
Профильная линейка 38, воздействующая на кулачок 36, крапится к верхней плите щтампа с помощью болтов.
В секциях поддерживающего инструмента установлены фиксато1ры 39, ,не дающие закрываться верхним секциям 1 до тех пор, пока открыты нижние.
Заготовка устанавливается, в матрицу. Когда ползун пресса находится в верхнем положении, секции 1 разлсаты, так как фикси,рующий палац 6 входит в зазор между ними. При движении ползуна вниз, прежде чем пуансон коснется торца заготовки, кулачок 10 набегает на рычаг 8 и поворачивает его вокруг оси 9. Другой конец рычага 8 утапливает палец, сжимая пружину 7. Когда палец выйдет из зазора секциями, пружины 33, разжимаясь, поворачивают их .вокруг оси 2 и сжимают.
При дальнейщем движении ползуна кулачок 36 сходит с выступа профильной лииейки 38. При этом штырь 34 под действием пружины 35 поднимается вверх, а рычаг 29, поворачиваясь вокруг оси 30, через ползушку 31 и нажимную ползущку 32 зажимает секции 1.
При рабочем ходе пуансон 17 начинает деформировать конец заготовки, находящейся над верхней секцией по-лдерл ивающего инструмента. При дальнейшем ходе ползуна кулачок 36 набегает на выступ профильной линейки 55 и, поворачиваясь вокруг оси 37, утапливает штырь 34. Штырь поворачивает рычаг 29, и ползушка 31 сходит с нажимной ползушки 32. Затем разводной клин 15, воздействуя на полувтулки 3, поворачивает секции. 1, освобождая таким образом новый учаСТО.К заготовки для высадки.
Точно также освоболодаются и все последующие секции поддержива.ющего инструмента и происходит окончательная высадка утолщения.
При раздвил ении нижней секции поддерл И(Вающего инструмента фиксирую.щий палец 6 входит в зазор между секциями 1. При ходе вниз тяга 16 отжимает траверсу 21, сжимая 25, которая затем возвращает траверсу в исходное ноложение. При ходе вверх тяга 16 своим въ1ступо.м заставляет
траверсу поворачиваться вокруг оси 22 и сжимать пружину 25.
Одновременно выталкиватель 26 поднимается .вверх и выталкивает отштампованную деталь из матрицы 19. Затем траверса соскакивает с выступа тяги и возвра.щается в исходное полол :.ение. Кулачок 10, поднимаясь вверх, набегает на конец рычага 8, поворачивается вокруг оси //, сжимая пружину 12, и свободно проходит дальше.
Предмет изобретения
1.Штамп для однопереходной высадки утолщений на стерлшях при длине высаживаемой части, превышающей критическую, выполненный в зиде верХней и нилсней плит, высадочной матрицы, пуансона и секционного поддерл и1вающего инструмента с механиз.мом зажЕма, отличающийся TejM, что, с целью
возможности использования заготовки под штамповку из горячекатаного металла, обеспечения наделшого зажима заготовки и выта.лкивания по ковки из матриды, механизм зажима поддерл ивающего инструмента выполней в виде расположенного в нижней части штампа двуплечего рычага, одним концом конта1ктирующего с секцией по1Ддерживаю.щего инструмента, а другим - поджатым и снабженным кулачком, взаимодействующим с профильной линейкой, прикрепленной к верхней плите штампа, при этом на нижней плите штампа смонти.р.ована качающаяся траверса с выталкивателем, подпрул И ненная с одного конца и другим концом взаимодействующая с выступом прикрепленной к верхней плите штампа тяги.
2.Штамп ПО: п. 1, отличающийся тем, что, с целью удерл ания секций по;сле штампо1вки в разомкнутом состоянии для установки заготовки в матрицу, он снабжен расположенным в нижней части, штампа штырем, входящим в зазор между секциями и утапливаемым с помощью двуплечего рычага при ходе ползуна вниз.
16
18
иг.2 21 27 28 22
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 1972 |
|
SU412980A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Пресс для штамповки деталей из плоского материала | 1984 |
|
SU1344469A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Штамп для высадки утолщений наСТЕРжНяХ" | 1979 |
|
SU812404A1 |
| УСТРОЙСТВО к ПРЕССУ для ПОЛУЧЕНИЯ ТОЧНЫХОТВЕРСТИЙ | 1966 |
|
SU182666A1 |
| Штамп для штамповки деталей | 1981 |
|
SU984611A1 |
| Устройство для изготовления изделий из длинномерного материала | 1982 |
|
SU1072974A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
9 20 27 28
В-В
г-г
Л-Л Е-Е
1
38
Риг.З
