Станок предназначен преимущественно для массового шлифования шаров из поделочного камня и стекла.
Для грубого шлифования применена в качестве шлифовального инструмента трубка, неподвижно установленная над горизонтальным вращающимся диском; шлифуемый шар вкладывается в трубку и приводится во вращекие диском фрикционным путем. Трубка может быть заменена диском с отверстиями для шариков или особыми щипцами.
Для чистового шлифования и полирования применяется станок с подобной же трубкой, которая своим торцем свободно лежит на диске, охваченном в этом случае кольцом для предотвращения сбрасывания трубки.
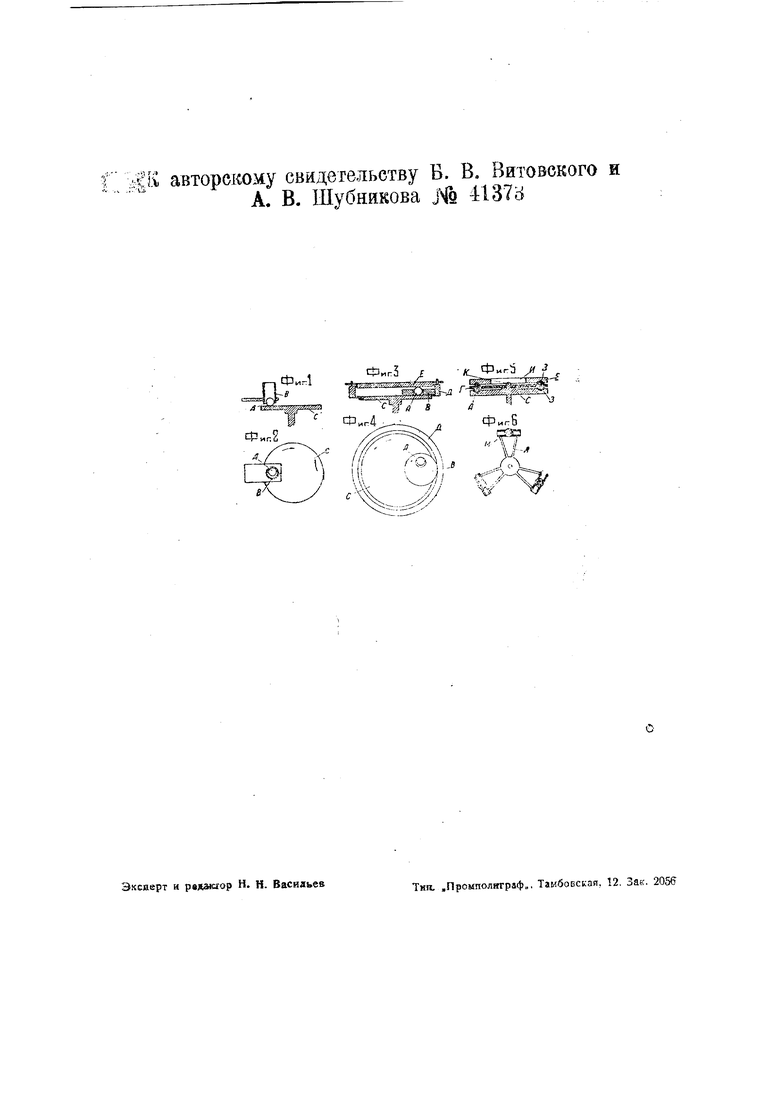
На схематическом чертеже фиг. 1 изображает разрез станка для грубого шлифования; фиг. 2-вид его сверху; фиг. 3-разрез станка для чистового шлифования; фиг. 4-вид его сверху; фиг. 5 и б-видоизменения станка.
В станке по фиг. 1, 2 камни А помещаются в металлические или изготовленные из абразивного материала трубки Б, расположенные вертикально над вращающимся горизонтальным ди(390)
ском С. На диск непрерывно или периодически подается абразивный материал с водой или вода. Диск служит для приведения камней в движение внутри трубок. Шлифовка производится о края трубок. Вследствие быстрого вращения покрытого абразивной смесью диска |. шарик прыгает в неподвижной трубке В и потому шлифуется со всех сторон. После первой операции камни А помещаются в короткие трубки В (фиг. 3, 4), положенные на вращающийся диск С. Центробежной силой трубки В прижимаются к кольцу // и тем самым приводятся во вращение. Камни во время работы станка прижимаются сверху неподвижным диском Е. Ябразивный материал поступает непрерывно или периодически на вращающийся диск С. Шлифовка и полировка производится трением камня о края отверстия трубки В. Рабочие поверхности дисков с 1 Е могут поэтому быть изготовлены из резины или иного упругого фрикционного материала.
Трубка В в станке по фиг. 3, 4 фактически лежит на поверхности диска О. Для уменьшения поверхности трения между диском С и трубкой Д на
последней сделаны снизу небольшие выступы, не показанные на чертежах и не имеющие существенного значения для процесса работы.
По указанию изобретателей, описанные станки работают в настоящее время в Тресте „Русские самоцветы и дают удовлетворительную продукцию при массовом изготовлении бус.
Станок по фиг. 5 состоит из двух горизонтальных дисков С и Е. Нижний диск С приводится во вращение от привода. Оба диска имеют концетрические канавки 3 одинакового радиуса. Верхний диск имеет отверстие И для подачи абразива, на палец К, ось которого совпадает с осью вращения нижнего диска, надевается третий диск Г с отверстиями, расположенными по окружности того же радиуса, как и канавки 3. Шлифуемые шары А помещаются в эти отверстия. Для ускорения шлифовки вместо диска Г могут быть применены радиально расположенные щипцы Л (фиг. б), губки которых представляют собою кольца или трубки М.
По мнению изобретателей, описанные станки пригодны и для шлифовки весьма малых шариков (диаметром 2-4 мм из оптического стекла для дальнейшего превращения их во фронтальные линзы (полушария) к объективам микроскопов, а также и для шлифовки выпуклых линз, при условии, что роль „гриба играет не часть шара, а полный шар.
Так как одновременно на станке может шлифоваться весьма большое количество маленьких шариков, то производительность должна быть во много раз больше, чем при шлифовке маленьких полусфер по одной штуке на шпинделе. В отношении шлифовки линз большого диаметра производительность одного шпинделя изобретенного станка должна
превышать производительность одного шпинделя существующих автоматов не менее, чем в шесть раз, если принять
во вниман--1е, что минимальное количество одновременно шлифуемых на станке шаров равно трем, а количество линз, наклеиваемое на каждый шар,
вдвое больше числа линз, наклеиваемых на один гриб.
Предмет изобретения.
1.Станок для шлифования шаров, отличающийся применением неподвижно установленного шлифовального инструмента в виде трубки В с отверстием для помещения в нем шлифуемого шара А и расположенного под трубкой В горизонтального диска С для приведения фрикционным путем во вращение шара А (фиг. 1).
2.Видоизменение станка по п. 1, отличающееся тем, что трубка В не закреплена неподвижно, а лежит свободно на диске С , каковой охвачен кольцом Д для предотвращения сбрасывания трубки В с диска С действием центробежной силы (фиг. 2).
3.Видоизменение станка по п. 2, отличающееся тем, что вместо трубки Я применен диск Г с гнездами для шариков, и взамен кольца Д в диске С сделано кольцевое углубление.
4.Видоизменение станка по п. 3, отличающееся применением взамен диска Г радиально расположенных щипцов Л, губки которых представляют собой кольца или трубки М.
5.В станке по пп. 2-4 применение ополнительного горизонтального дика fJ, расположенного над обрабатываемыми шарами сверху и служащего ля приведения их во вращение фрикционным путем. у Щ авторскому свидетельству Б. В, Витовского и А. В. Шубнйкова М 4:137l-i
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки камней | 1937 |
|
SU52531A1 |
| Станок для шлифования линз | 1940 |
|
SU61890A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КЕРАМИЧЕСКИХ СФЕРИЧЕСКИХ ТЕЛ | 2006 |
|
RU2396160C2 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ЛИНЗ | 1940 |
|
SU61589A1 |
| Станок для шлифования концов труб | 1932 |
|
SU33823A1 |
| Способ шлифования плоских поверхностей керамических деталей | 1954 |
|
SU110433A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2198777C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАДРАТНЫХ ЗАГОТОВОК ДЛЯ ЧАСОВЫХ КАМНЕЙ | 1945 |
|
SU71769A1 |
| СТАНОК ДЛЯ ДОВОДКИ ШАРОВ | 2009 |
|
RU2404042C1 |
Фи.1
ФигЗ г - ...if :
..... I.. 1 -и ,,) ,.-U.-:-x:Af

