Известные в настоящее: время станки для шлифования концов труб работают не вполне удовлетворительно в отношении автоматичности, скорости, дешевизны и хорошего ка.чества. Так, например, станки, в которых требуется точная концентричная установка шлифуемого конца трубы относительно окружности, по которой вращается шлифовальный брусок,
имеют следующие нейостатки: продол житёльная установка тотбы, конец трубы часто подкатывается Ййсцентрично относительно всей трубы, причем овальный
/конец трубы вызывает , неправильную :установку трубы.
Подобным же образом слишком продолжительна установка трубы в станках, в которых труба должна вращаться вокруг своей оси для осуществления шлифования хомутом с шлифовальными камнями. -
- - Правда, в станках, в которых труба неподвижна, а вокруг нее вращаются засеченные стальные брусочки на пружинах, не требуется точной установки трубы, однако мелко насеченные бруски быстро засоряются и затупляются, а крупно Насеченные бруски делают риски на трубах.
Наконец, в станкахс круглым вра щающимся шлифовальным - кругом труб приж11мается к последнему и вращается
;около оси рабочим от руки. РучАая по322)
дача на этом станке является причиной того, что получаются риски и выхвачен ные места не по цилиндрической поверх ности трубы. Часто производимое опиливание концов труб вручную дает нецилиндрическую поверхность.
Для устранения указанных недостатков предлагг ется станок, состоящий иа оси : радиальными стержнями, на которых межДу пружинами подвижно установлены шпиндели со шлифовальнмик кругами. Особое устройстве сложит-лц одновременного сближения, всех шпинделей со шлифовальными кругами.
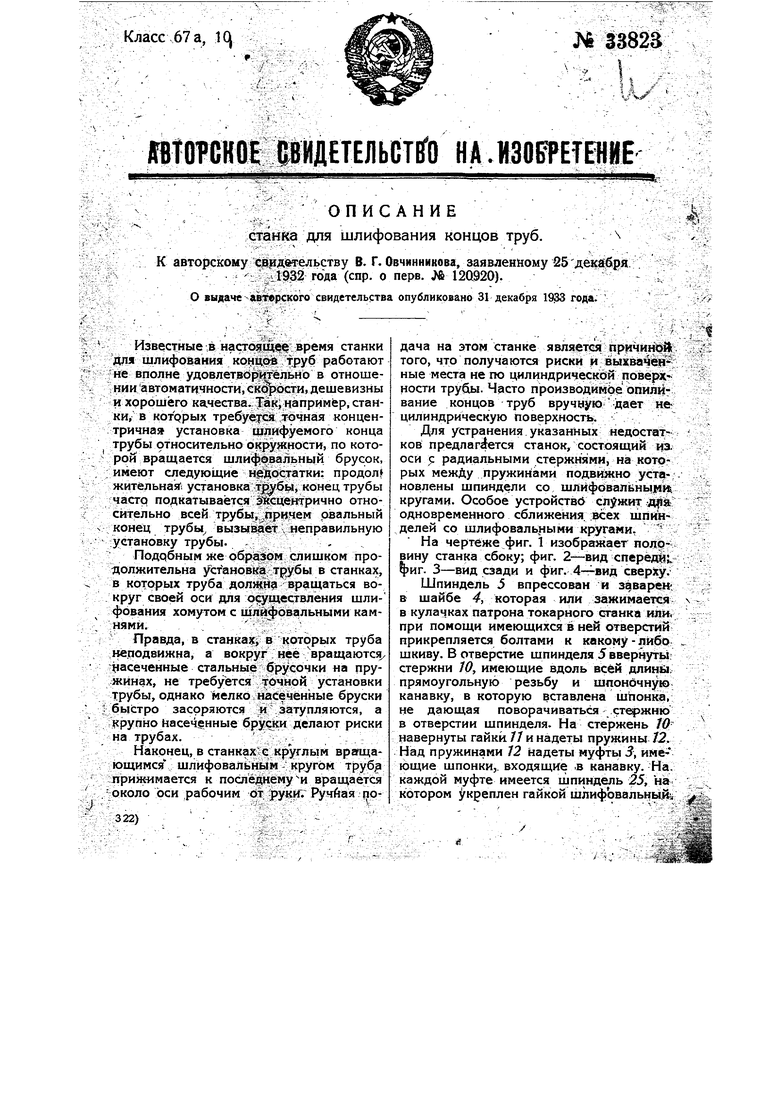
На чертеже фиг. 1 изображает половину станка сбоку; фиг. 2-вид спереди фиг. 3-вид сзади и фиг. сверху.
Шпиндель 5 впрессован и заварен-, в шайбе 4, которая или зажимается в кулачках патрона токарного станка или. при помощи имеющихся в ней отверстий прикрепляется болтами к какому - либо шкиву. В отверстие шпинделя 5 ввернуты стержни /(7, имеющие вдоль всей . прямоугольную резьбу и шпоночную канавку, в которую вставлена шпонка, не дающая поворачиваться в отверстии шпинделя. На стержень tO навернуты гайки 77 и нгщеты пружины J2. Над пружинами 72 надеты муфты 3, имеющие шпонки,, входящие а канавку. На. каждой муфте имеется шпиндель 25, на котором укреплен гайкой шлифовальный r T3. Fla4l каждой муфтой 5 на стерjHb /|9Год§,ты пружины на пруяфйу / |Ъг1Йрается клин 2, имеюадй f ршонку, которая не дает ему .ращатьс вокруг cigpjKHjf /O. Сверху на cтepжt и 10 навернутй гайки 75. Ж шайбой -# и стержнямив /( ;|:Ча шпинделе 5 VaAeT подающий меха «йзм, состоящий двух стержней 9 §1 прямоугольной нарезкой, приваренных к муфте 16; эта муфта имеет отверстие ;ГГИ111пбночную канавку в которую входит шпоцка б шпинделя 5, не дающая вра;;f щаться муфТ 16 вокруг шпинделя 5. - Муфта 16 имеет прикрепленный к ней : болтамн иск /7. Между муфтой 16 и -диском /7 свободно надето фасонное кольцо с цапфами 19, -На цапфы 19 одет продолговатыми отверстиями П-образцый рУчаг 2(f вращающийся вокруг оси 27 - ронштейна 2, При поворачивании на Ц {екоторытй угол рычага 20 вокруг оси 2/, 3 шайба /d передвигается по шпинделю 5. ;; fipli этой перемещаются -и стержни 9 гайками- 23 и 24. На эти гайки опи -рлются кулаку 7 и /а. При, перемещении подающего механизма вдоль шпинделя 5 .вправо, по фиг. 1, кулаки 1ct, скользя наклонным граням клиньев 2, заста еляют перчгдвигаться последниепо стержню 10 в налравяении к шпинделю 5; при передвижении будут сжиматься , 14, каковь1е в свою очередь .будут передвигать муфты-5 со шлифоевальными кругами 13 к шпинделю 5, что вызовет сжатие пружин 12. В этд Тдремя круга 13 начнут шлифовать конец трубы 26, г укрепленной в тисках, не изо браженных на чертеже. По мере износа кругов таковые, время от времени, пово Зрачиваются на некоторый угол и опять закреп |яются неподвижно на щпинде| .-«.. . -« лях 25 ,гайкадчи.f , В качеству шлифовальных коугод л/чше всего использовать точил1вные камни, износившиеся до возможного npes дела и явля1рщиёся отходом произвоЩ ства. По мере уменьшения диаметра Kpys гов 13 станок; р)егулируется гайками 7/, 75, 23 к. 24 так, что при холостом ходе зазоры между псАверхностями кругов и трубой получаются постоянными. Этими же гайкамИстанок регулируется для Ц1ли фовки труб, разных диаметров (например дымогарных /или жаровых). Наличием: пружин 12 и 14 достигается равномерная шлифовка труб при эксцентрично подкатанных и овальных их концах. Предмет изобретения. 1.Станок для шлифования концо& труб, отлича1)1цийся применением параллельных оси обрабатываемой трубы шпинделей 3 со Ц1лифовальными кругами, установленных с возможностью перемещения вдоль стержней 10, расположенных радиально относительнотрубы. 2.Форма выполнения станка по п. 1, отличающаяся применением для одновременного сближения всех шлифовальных кругов подвижной в осевом направлении по валу муфты 16 с отдельнымикулаками 1а для каждого из клиньев 2, свободно надетых на стержни Ю над шпинделями 3. 3.Форма выполнения охарактеризованного в п. 1 станка, отличающаяся ем, что шпиндели J установлены между ластичными органами, например, пру- йнами 12, 14. фиг2 jii - . / а . чжЯ ,, 4
V--
г5
в фигЗ /