Изобретение касается способа сборки | вагонных и тому подобных листовых рессор в холодном состоянии и ставит | своей задачей получение более эластич- него и прочного крепления по сравне- t нию с обычно изготовляемыми рессорами, | с устранением прессования и без необхо- димости проката листовой стали нового профиля. Согласно данному способу, i часть рессорных листов склепывают попарно в средней части одной заклепкой. Полученные пакеты из двух склепанных листов закладывают между двумя снабженными выемками рессорными листами : таким образом, что головки заклепок входят в углубления упомянутых выемок. | Помимо устранения операции запрес- совки и связанного с ней появления тре- ; щин, вследствие деформаций в металле j при его перегреве, применением этого .способа имеется в виду достигнуть еле- i дующих преимуществ: 1) увеличения продолжительности работы рессоры, так как отверстия для заклепок требуется просверливать примерно лищь из 50% рессорных листов и 2) получения возмож.ности производить в путевых условиях
как частичную, так и полную смену листов рессоры.
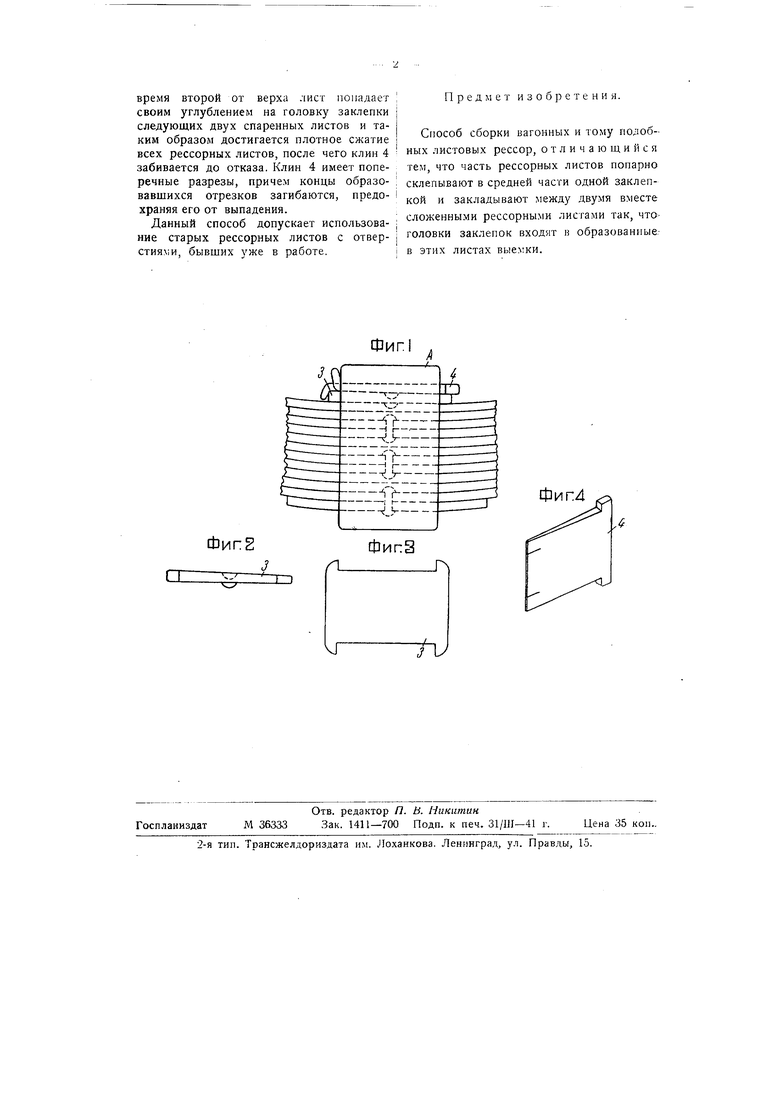
На чертеже фиг. 1 изображает общий вид крепления листов рессоры, согласно настоящему способу; фиг. 2 и 3 -закрепительную пластинку (в двух проекциях); фиг. 4 - клин.
Предложенный способ сборки вагонных и тому подобных листовых рессор состоит в следующем.
Предварительно в хомут А (фиг. 1) вводится пластинка 3 (фиг. 2 и 3) с выдавленным посредине яблоком и за ней два нижних рессорных листа, поставленные на заклепку, головки которой имеют полушаровую возвыщенность. Затем закладывают два не склепанных листа, из которых нижний лист внизу, а верхний лист вверху - имеют раззенкованные углубления, в которые входят головки заклепок последующих двух спаренных листов и т. д., замыкая всю группу рессорных листов (фиг. 1). Последним вводится между хомутом А и пластинкой 3 клин 4, который, нажимая на пластинку 3, понуждает ее входить яблоком в соответствующее углубление верхнего рессорного листа. В то же
время второй от верха лист попадает своим углублением на головку заклепки следующих двух спаренных листов и таким образом достигается плотное сжатие всех рессорных листов, после чего клин 4 забивается до отказа. Клин 4 имеет поперечные разрезы, причем концы образовавшихся отрезков загибаются, предохраняя его от выпадения.
Данный способ допускает использова- ние старых рессорных листов с отвер- j стиями, бывших уже в работе.|
Предмет изобретения.
Способ сборки вагонных и тому подобных листовых рессор, о т л и ч а ю ш, и и с я тем, что часть рессорных листов попарно склепывают в средней части одной заклепкой и закладывают между двумя вместе сложенными рессорными листами так, чтоголовки заклепок входят н образованные.в этих листах выемки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укрепления рессорных листов в хомуте рессоры | 1934 |
|
SU47328A1 |
| Листовая рессора для повозок | 1934 |
|
SU40100A1 |
| Гидравлическое устройство для сборки листовых рессор | 1934 |
|
SU41465A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ КЛЕПКИ | 1997 |
|
RU2116156C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Способ клепки элементов из тонких листов | 1985 |
|
SU1338956A1 |
| Многотележечный локомотив | 1985 |
|
SU1318465A1 |
| Листовая рессора | 1981 |
|
SU1231299A1 |
| Станок для групповой клепки | 1987 |
|
SU1488096A1 |
cbnrg
Фиг4
,
ФигЗ
С
VJ
TU
