1
Известна четырехрол-иковая волока, роликИ которой устанОВлены на валах с помощью двух о-пор на концах .вала. В этой волоке мож.«о легко сн.имать |рол. с валов. Одна.ко требуется увеличение диамет.ра бандажей .роли.ков. Кроме того, SiBecnHa (рол.иковая волОКа, состоящая из двух naip последовательно установленных взаимно перпендикулярНых роликов, ролики KOTOipOH устаиовлены «а валу на подшипниковой опо(ре, размещенной внутри вала. Волока очень «омпажтна, роЛИКИ «меют небольшой размер, но съем рол:Иков очень сложен и иребует съема подшип«и:ковых опор, ЧТО существеиНО ухудшает качество опор и волок в целом.
Предложенная роликовая волока-, ролаки которой устаиовлены на валу на двух опорах, отличается от известной тем, что, с целью сокращения времени на замену роликов без увеличения диамет ра роликов в роликовой волоке, состоящей нз двух пар последовательно располоЖенНЫх вза1им,но перпендикулярных роллкОВ, валы, на которых расположены рол.икИ, вы-полнены полым.и, разъемны-МИ в .плоскости, проходящей через ось волочения, и ооединяемыми с рол.икам;и по двух1конусной поверхности с помощью конических оправок, п ер ем ещ аем ы х вин та ми.
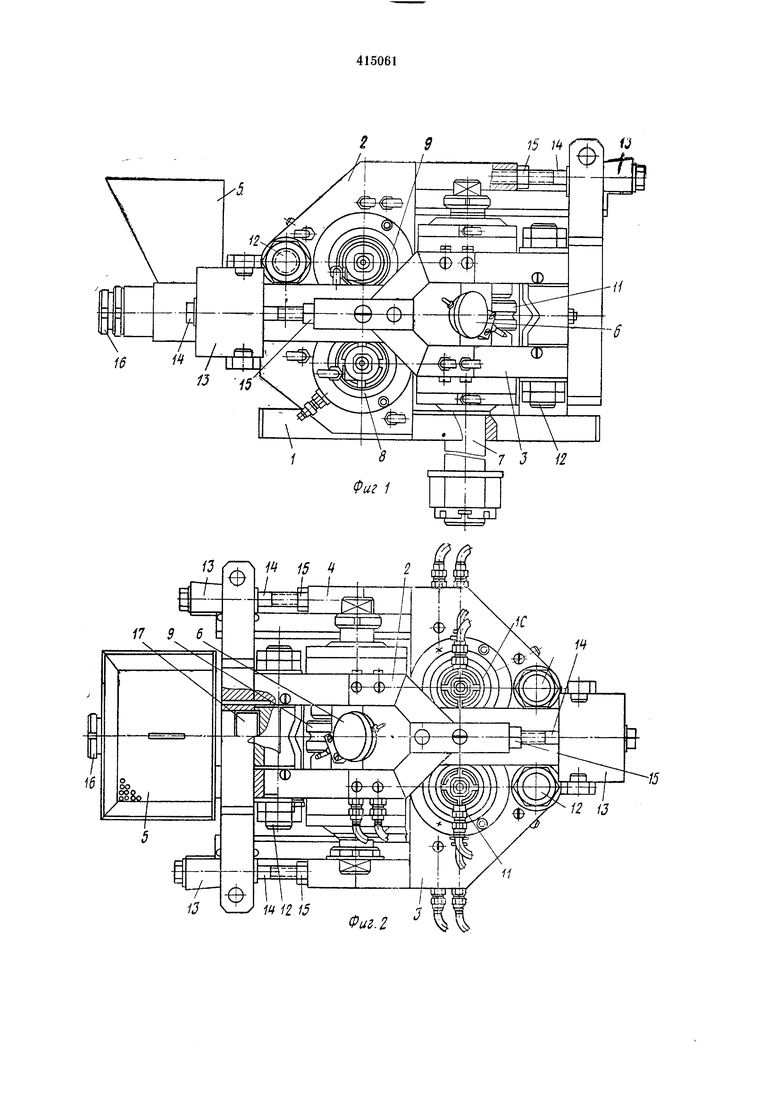
На фиг. 1 показана предложенная роликовая волока, вид сбоку; .на фиг. 2-то же.
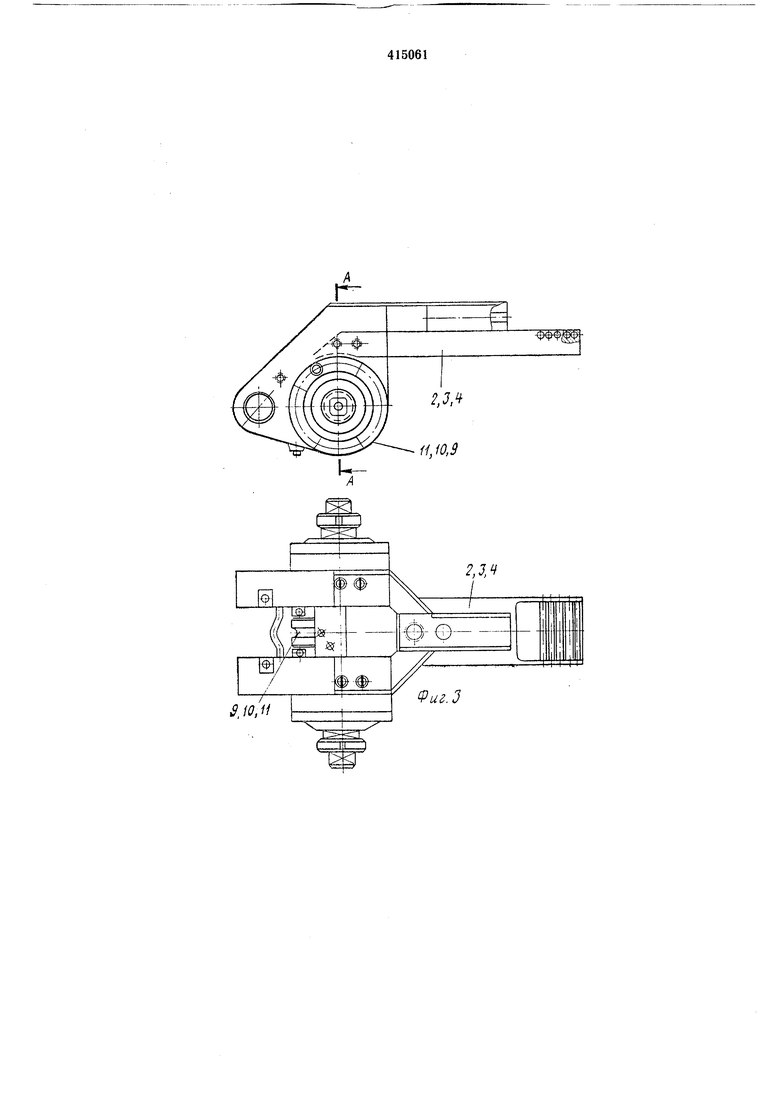
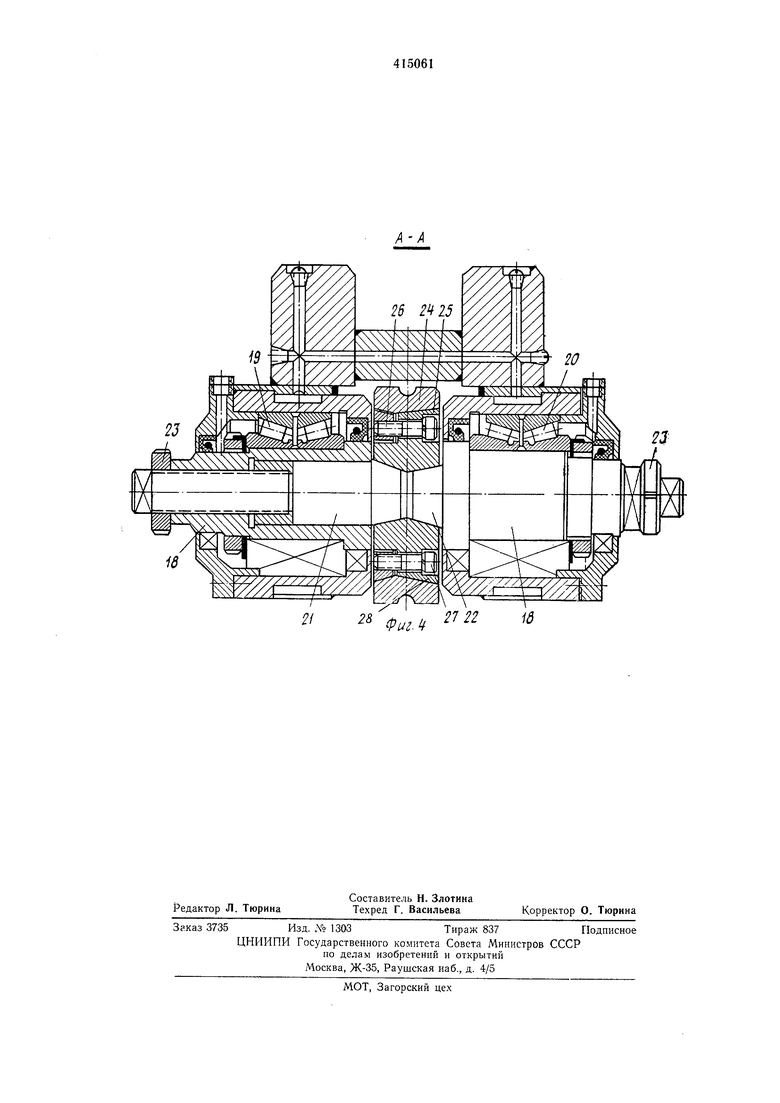
план; на фиг. 3-поворотный рычаг роликовой волоКИ в двух проекциях; на фиг. 4-разрез по А-А на фиг. 3.
Роликовая волока имеет «орпус /, три
рычага 2, 3 н 4, закрепляемых на корпусе / шарн-ирно, съемный бу, 5 со и приборы 6 для настройки волоки для получения нужного профиля обжимаемого .металла. Роликовая волока закрепляется на волочильно м стане при помощи специального болта 7, как и обычные мыльницы с твердосплавной ВОЛ01КОЙ. Кроме того, волока соде1ржит обжимные ролики 8, 9, 10 и 11, имеющие одинаковую конструкцию .и раз1меры и отличающиеся (попарно) лишь профилем калибров. Один из обжимных роликов зак1репляется непосредственно в корпусе / волоки, а три остальные - на рычагах 2, 3 -т 4. Рычаги 2, 3 н 4 закрепляются на корпусе / .при помощи
осей 12 и клиновых зажимов 13 со стяжными болта.ми 14 и контргайкаМ.и 15. В буакере 5 устанавливаются направляющая 16 и втул;ка 17 для нанесения смазочного слоя на поверхность поступающей в волоку катанки.
Обжршные РОЛИ1КИ 5, 9, 10 .и // устаиовлены на половинах полого вала 18 при помощи радиально-упорных подшипниковых опор 19 и 20. Половины вала соединены с помощью конических резьбовых оправок 21 у. 22 vi контргайки 23.
Кои,ичеокйе опраики оо(ПрягаюТ(Ся с полым валОМ 18 цилйндричеокОй поверхностью по скользящей посадке и могут пе|ремещаться вдоль него пооредсгвом резьбового соединения. Ко«ец onpaiB-QiK 21 .и 22, обращевный к 0)бжим1ным роликам 8, 9, 10 я 11, вьшол1нен КО1Н|ИЧ6ОК1ИМ с «ебольшим углом и служ1игг для ба,эир01вания на нем обжимдых ролйков 8. О«бжим1ные ролики 8, 9, 10 и // вылолиены раэбориыми и .состоят ,из ,из«осостоЙ1Ки,х быстpocMeHiHbix бВНдажей 24 и раэбор|НО1Й стулицы, вьшолНбниой из двух частей 25 -и 26. На на1руЖ|Ной Цилиндр,ичеокой поверхности баидажа 24 сделаиа 1кал:И:б|рав.ка ,Нео|бходимого профиля, а вяутревняя поверхность ба«дажа, базируемая аа ступите, пр едставляет юОбой два усечанных конуса с «еболыши М у1Клоно1М, обращенных iCB:OiH M,H вершинами друг .к другу. CoiCT.aiBiHbie 25 и 26 .стуиицы -имеют «аружные конические |поверх;насти с тем же углом уклона, что и сопрягаемые с поверхности бандажа 24, я ганут|р;ан1ние «овичеокие поверхности с тем же углом уклоиа, что и сопрягаемые с гн.ими 1ПО1верхн10сти оправок 21 и 22. Части 25 и 26 ступицы выполнены с равНомерно расположенными по .их торцовым пове1рХ1Н10СТЯ1М цили1ндр|Ичеоки1М,и и резьбовыми отверстиями я соединяются между оо:бой при сборке посредством Стяжйых болтов 27 П|руЖИ1Н1ных щайб 28.
Для подвода охлаждающей Ж|ИД|Кости к обжимным роликам 8, 9, 10 и 11 опра(вки 21 я 22 МОгут быть выполнены полыми, а в самих обжимных роликах предусмотрены уплотнения.
Благодаря такому выполнению обжимных роликов облегчается их замена, улучщаются условия их работы и удлиняется срок эксплуатации.
Для замены обжимных р|Олико1В я их п-одрегул.ировки: с целью получения иеобходИ|М101Го saaoipa между ним.и и совм-ещееия .шр офилей их калибров оправки 21 -и 22 удерживают ключом и свинчивают контргайку 23, затем, удерживая ключом загранениую ловархность полого вала 18, втяг.ивают в него .ко:нуаные
оправки 21 я 22. Эти операций выполняют для каждого обжи1М|Ного (ролика.
ТакИм образом, ролики 8, 9, 10 я 11 освобождаются от (Конусных оправок 21 я 22.
Для снятия абжимиых роликов с волоки 0|Свобождают клиновые зажимы 13 при помощи болтов 14 и поворачивают рыча.ги 2, 3 и 4 относительно осей 12, после чего обжимные извлекают из гнезд.
ycTaiHiOOiKy обжи1М1ных роликов выполняют в обратной последовательности.
Перемещение обжимных роликов 8, 9, 10 я 11 между их подшипниковыми опорами выполняют передвижением конусных олравок 21
и 22 в направлении одной из onqp. После совмещения профилей кали1бров обоих пар обжимных роликов, конусные оправки 21 я 22 фикоируют в :выбранно1М положе(ни1И контргайками 23. Величину необходимого зазора
контролИ|руют прибором 6 или при помощи щупа и устанавливают при помощи кливового зажима 13 со стяжным болтом 14 я контргайкой 15; причем наличие клинового зажима/5 позволяет осуществлять подр-егулировку зазора после того, как волока заправлена подлежащим 1волочен1ию матер|И;алом. Для заправки катанки в волоку ее заостряют на обычном острильном станке.
Предмет изобретения
Pioликовая воло1ка для ,ия металла, ролики которой О|ПИ|раются на вал с двумя опорами, отличающаяся тем, что, с целью сокращения времени «а замену роликов рри сохранении мини мально возможно1Х) их диаметра преи мущесТ(Вен1но в роликовой волоке, состоящей из двух последов аггел ЬНО расположенных взаимно перпендикулярных пар роликов, валы, на которых устаНОвлены ролики, выполнены польгм.и, разъемными в плоскости, проходящей че|рез ось волочения, и соединяемыми с роликами по двухконуоной поверхности с помощью конических резьбовых оправок. te/
S.iO.ii
Фиг.З
Фи1.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВАЯ ВОЛОКА | 1993 |
|
RU2079386C1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| Роликовая волока | 1980 |
|
SU908465A1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054981C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |