1
Изобретение относится к области горячей Объемной облойной шта1мпо вки.
Из(вестбн спОСОб горячей объемной шта.мП01ВКИ групп заготовок деформированием заготовки в отюрыто штампе и последующей горячбй 0|бр€зкой облоя.
Недостатком известного cnoico6a является повышенный расход металла в облей.
С целью экономии металла из каждых двух заготовок первую берут объемом, paiB«ым объему поковжи с учетом облоя, шта мпуют и обрезают облой, а последующую заготовку берут объемом, меньшим 0|бъема предыдущей заготовки на величи1ну, к объему облоя, и при штамповке ее используют облой, обрезанный с первой затото вки, при этом облой нагревают до температуры .повки.
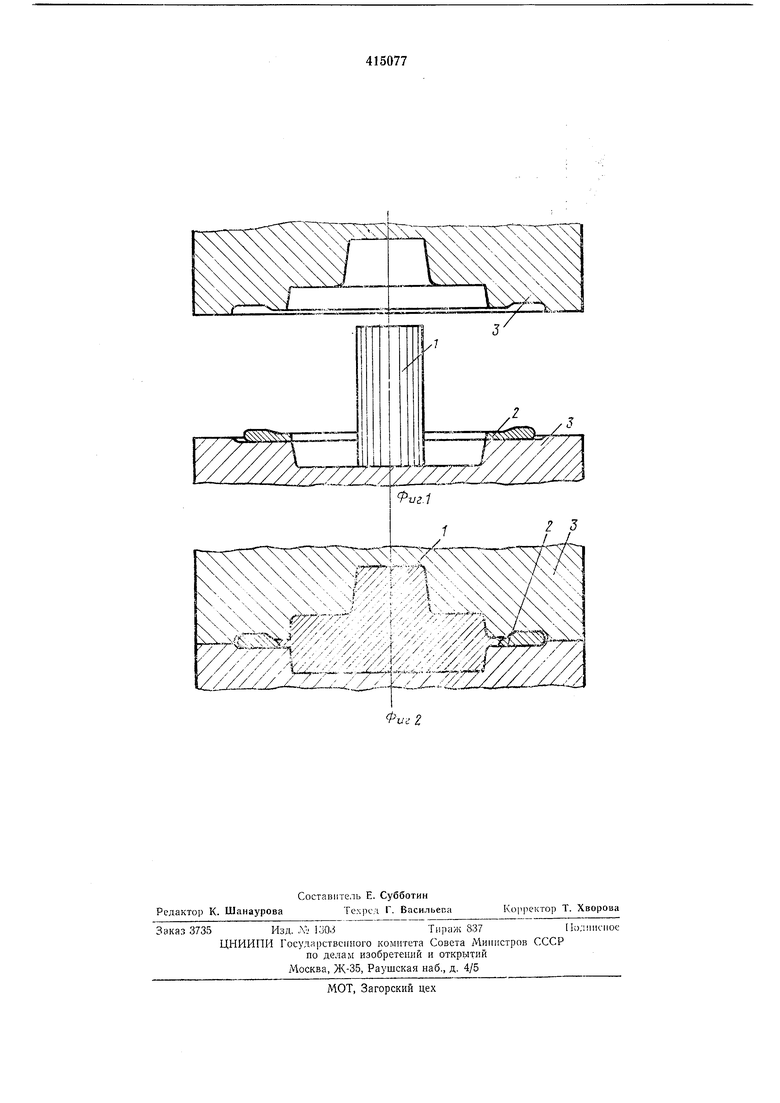
Фиг. 1 и 2 иллюстрируют предлагаемый способ (на фиг. 1 показана установка в ручей штамла исходной заготовки, меньшей предыдущей на объем облоя; яа фиг. 2-конечный момент оформления поковки с использованием аблоя предыдущей поковки).
При штамповке группы заготовок из каждых двух заготовок устанавливают в ручей нггамла пе,рвую заготовку (йа че;ртеже не показана), объем которой равен объему поковки с учето.м облоя, штампуют и обрезают облой.
Пр:П штамповке на прессе последующей заготовки 1, которую берут объемом, меньщим объема предыдущей заготовки на величину, близкую к объему облоя, ее устанавливают в ручей штампа 2 и одновременно укладывают в ручей облой 3, обрезанный с предыдущей заготовки, нагретый до температуры шта мповки. После штамповки производят отделение облоя.
При штамповке на молоте вторая заготовка предварительно осаживается до момента начала выхода облоя, после чего набрасывается нагретый облой и штамповка продолжается.
Предмет и з о б р е т е н и я
Способ горячей объемной штамповки группы заготовок путем последовательного деформирования заготовок в от1 рыгом штампе и горячей обрезки облоя, отличающийся тем, что, с целью экономии металла, из каждых двух заготовок первую берут объемам, равным объему поковки с учетом облоя, штампуют и обрезают облой, а последующую заготовку берут объемом, меньшим о-бъема предьщущей заготовки на величину, близкую к объему облоя, и при щтамповке ее используют облой от первой заготовки, при этом облой
нагревают до температуры штамповки.
---rte / / . , / / / ./ / / . /V.-//
. / / / v.4
///-ZT/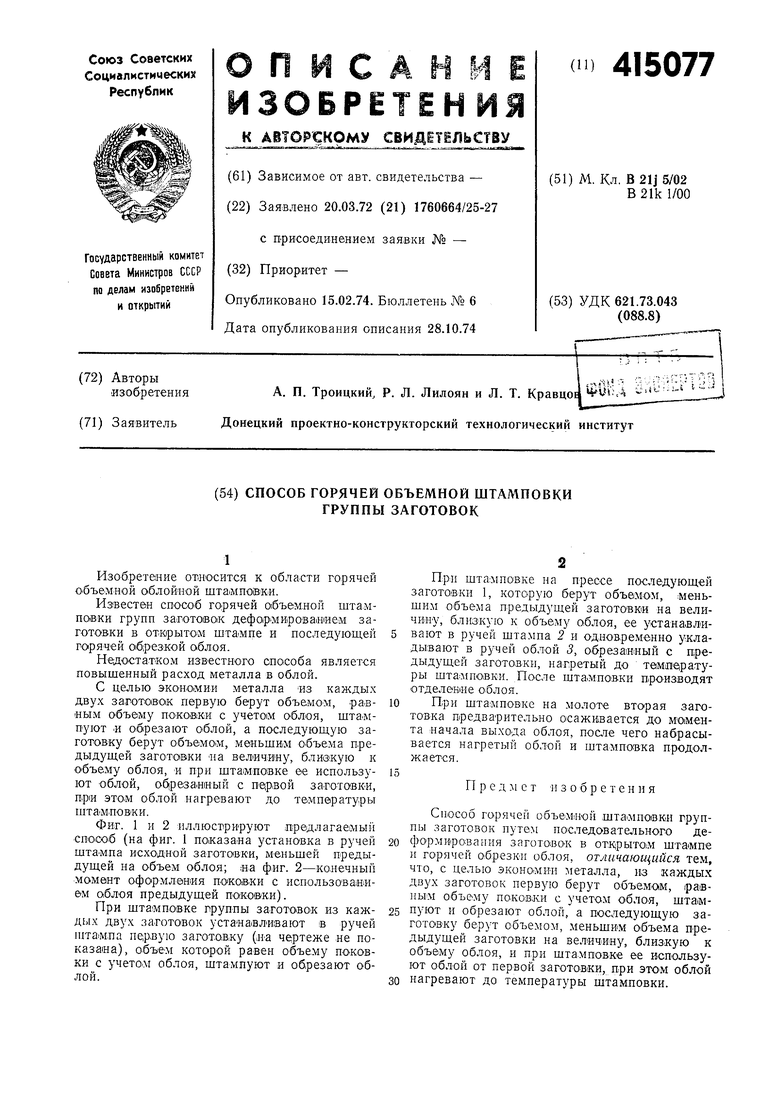
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2781825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| Способ получения деталей с отверстиями типа звеньев гусеничной цепи | 1987 |
|
SU1461582A1 |
| Способ получения деталей,преимущественно вытянутой формы | 1983 |
|
SU1162541A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ОСЕЙ ДЛЯ ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304483C2 |