I
Изобретение относится к обработке металлов давлением и, в частности, к способу горячей объемной штамповки звеньев гусеничной цепи на кривошипных горячештамповочных прессах (КППП).
Цель изобретения - повышение стойкости инструмента и качества получа- деталей.
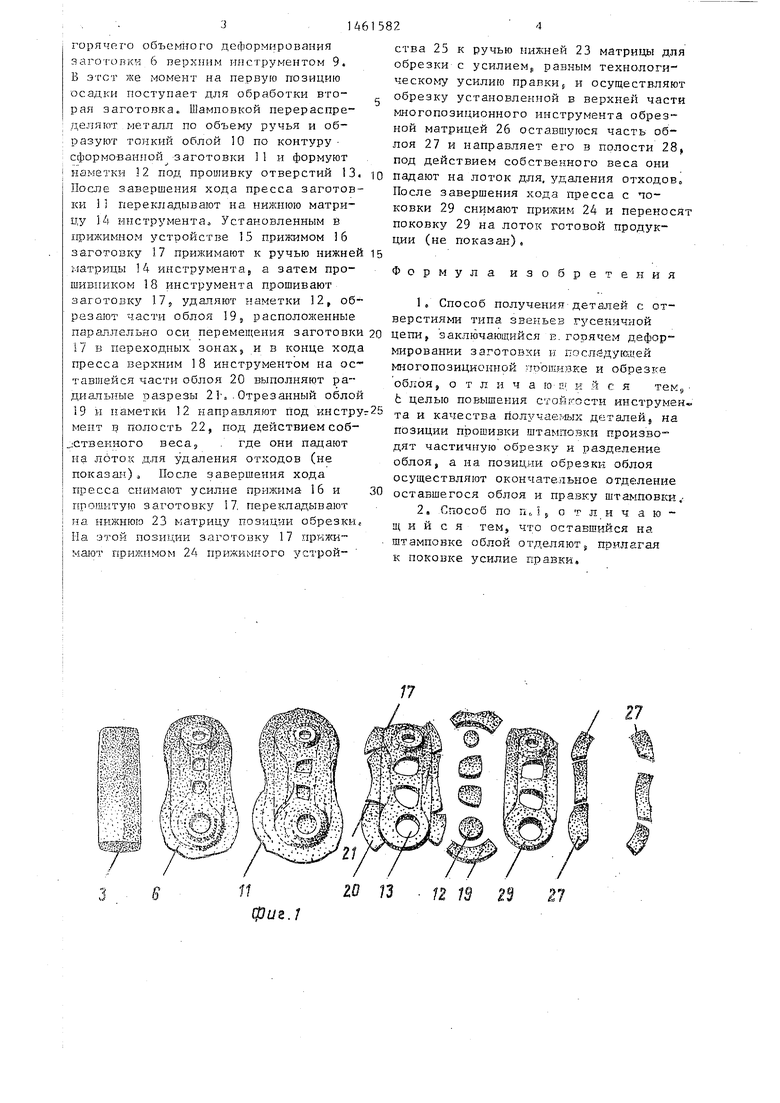
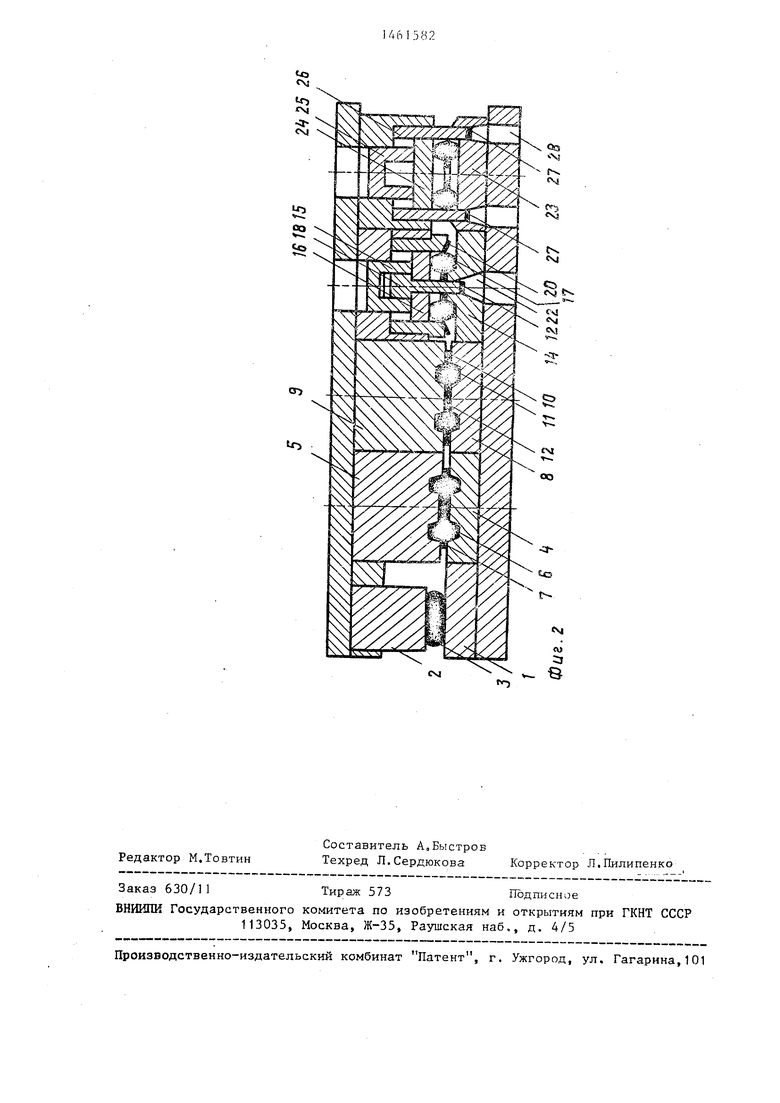
На фиг.1 изображена схема тфеобра- ; зования заготовки в изделие; на фиг.2 - штамп для получения изделий.
Способ осуществляется следующим. образом.
Стальную отрезанную заготовку (не показана) квадратного или прямоугольного сечения, определенной массы, нагретую до температуры ковки в пределах 1100-1180°С, устанавливают на нижний боек 1 первой позиции многопозиционного инструмента. Осаживают верхним бойком 2. Осадкой перераспределяют металл по объему исходной зат готовки ,3 и сбивают окалину с ее поверхности. После завершения хода пресса исходную заготовку 3 перекладывают на нижний инструмент 4 второй для горячего объемного деформирования верхним инс- трументом 5, Штамповкой перераспреде- ляют металл по объему ручья и образуют по контуру заготовки 6 в плоскости разъема инструмента облой 7. После завершения хода пресса заготовку 6 перекладывают на нижний инструмент 8 третьей позиции для окончательного
4
Од
ел
00
|ГО
горячет о объемного деформирования заготовки 6 верхним инструментом 9. В этот же момент на первую позицию осадки поступает для обработки вторая заготоБка. Шамповкой перераспределяют металл по объему ручья и образуют тонкий облой 10 по контуру- сформованной заготовки 11 и формуют наметки 12 под прошивку отверстий 3. ю падают на лоток для, удаления отходов После завершения хода пресса заготов- После завершения хода пресса с по- ки 11 перекладывают на нижнюю матрицу 14 инструмента. Установленным в Афижимном устройстве 15 прижимом 16 заготовку 17 прижимают к ручью нижней 15 матрицы 14 инструмента а затем противником 18 инструмента прошивают заготовку 17} удаляют наметки 12, об- резаюч части облоя 19, расположенные параллельно оси перемещения заготовки 20 цепи, заключающийся в. горячем дефор- 17 в переходных зонах, и в конце хода мировании заготовки и послйдующей пресса верхним 18 инструментом на ос- многопозиционной прошивке и обрезке тавшейся части облоя 20 выполняют ра- облоя, отличающийся тем
диальные разрезы 2 1-, . Отрезанный облой fc целью повышения стойгсости инструмен 19 и паметкИ 12 направляют Под инструг25 „р и качества получаегшх деталей, на мент I полость 22, под действием соб- позиции прошивки штамповки произвоства 25 к ручью нижней 23 матрицы для обрезки с усилием, равным технологическому усилию правки, и осуществляют обрезку установленной в верхней части многопозиционного инструмента обрез ной матрицей 26 оставщуюся часть облоя 27 и направляет его в полости 28, под действием собственного веса они
ковки 29 снимают прижим 24 и переносят поковку 29 на лоток готовой продукции (не показан),
Формула изобретения
1, Способ получения деталей с отверстиями типа звеньев гусеничной
падают на лоток для, удаления отходов После завершения хода пресса с по- цепи, заключающийся в. горячем дефор- мировании заготовки и послйдующей многопозиционной прошивке и обрезке облоя, отличающийся тем
ства 25 к ручью нижней 23 матрицы для обрезки с усилием, равным технологическому усилию правки, и осуществляют обрезку установленной в верхней части многопозиционного инструмента обрез ной матрицей 26 оставщуюся часть облоя 27 и направляет его в полости 28, под действием собственного веса они
падают на лоток для, удаления отходов После завершения хода пресса с по- цепи, заключающийся в. горячем дефор- мировании заготовки и послйдующей многопозиционной прошивке и обрезке облоя, отличающийся тем
ковки 29 снимают прижим 24 и перенося поковку 29 на лоток готовой продукции (не показан),
Формула изобретения
1, Способ получения деталей с отверстиями типа звеньев гусеничной
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ горячей объемной штамповки деталей | 1988 |
|
SU1611533A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
Изобретение относится к обработ,1ке металлов давлением и,-- в частности, ;.к способам получения звеньев гусеничг. ;ной цепи штамповкой на кривошипных горячештаыповочных прессах. Цель изобретения - повьш1ение стойкости инструмента и качества получаемых деталей. Штамповку с облоем перемещают и наметками отверстий Передают на по- зицию прошивки, где прошивают отверстия, обрезают часть облоя, а на оставшемся облое фop fflpyют . Затем полуфабрикат передают на позиг- цию окончательной обработки где к поковке прилагают усилие правки и отделяют ОбЛОЙ от поковки. 1 З.Пс ф-ЛЫ 2ил. S СО
jCTBeHHoro веса, . где они падают на лоток для удаления отходов (не показан)а После завершения хода пресса снимают усилие прижима 16 и прошитую заготовку 17, перекладывают на нижнюю 23 матрицу позиции обрезки. На этой позиции заготовку 17 прижимают прижимом 24 прижимного устройCpus.f
дят частичную обрезку и разделение облоя, а на позиции обрезки облоя осуществляют окончательное отделение оставшегося облоя и правку штамповки.
2, Способ по По I, о т л и ч а ю - щ и и с я тем, что оставшийся на штамповке облой отделяют, прилагая к поковке усилие правки.
NI
| Ковка и объемная штамповка стали | |||
| /Справочник под ред | |||
| М.В.Стороже- ва | |||
| М.: Машиностроение, 1967, т, I , с.370. |
