подачи растворителя к 1, 3, 5-триметилбензолу Преимущественно 0,5-10.
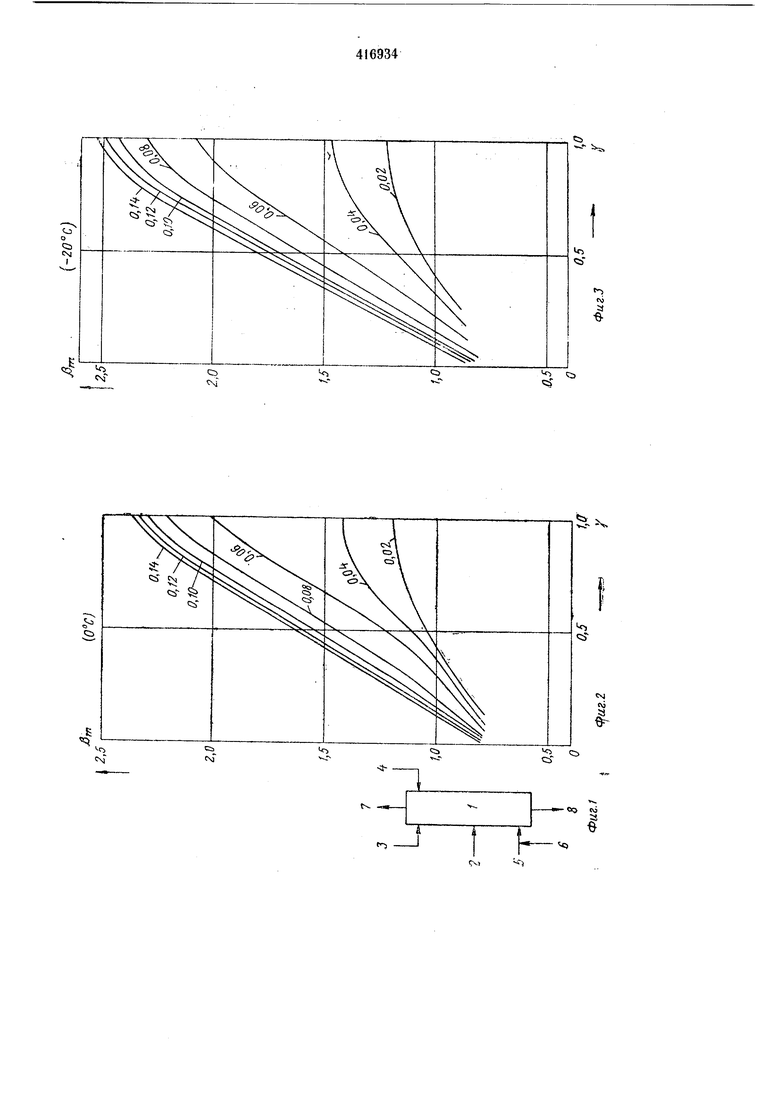
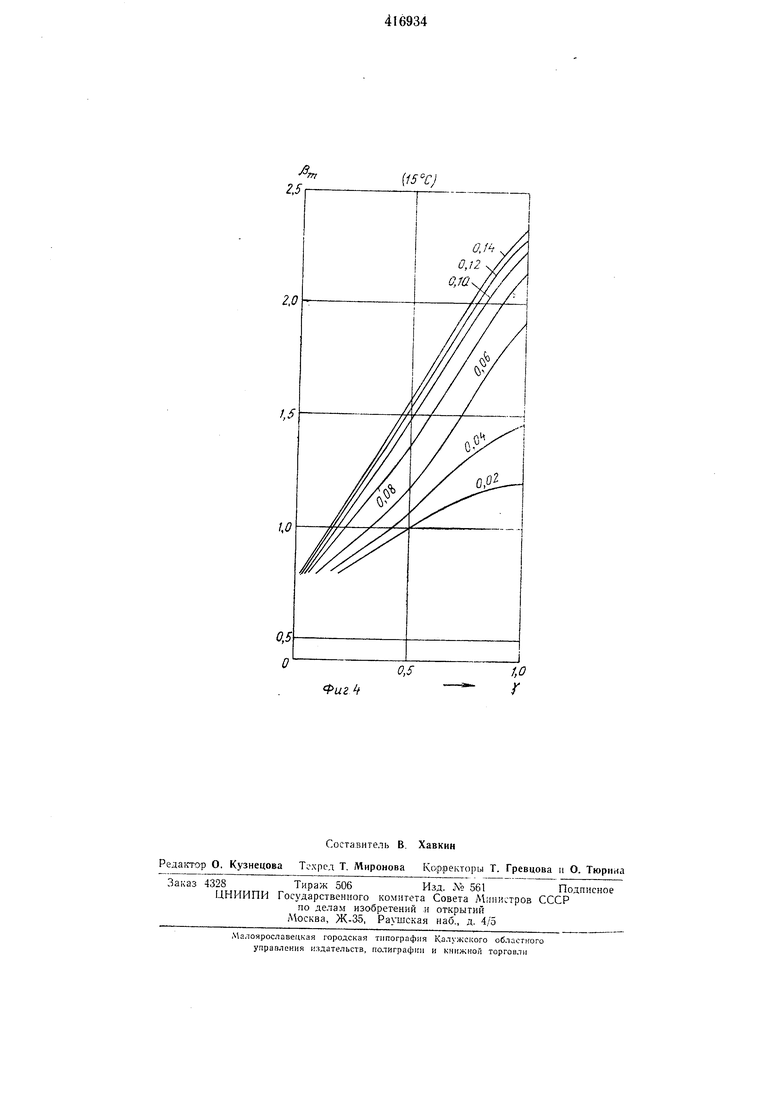
На фиг. 1 изображена очень упрощенная с.хема осуществ.тення способа; на фиг. 2 показана диаграмма корреляции 1-р,„ при с отпошением трехфтористый бор/фтористый водород в координатах РШ, представляющем собой мольное соотношение .-к-ксилол/трехфтористый бор во фтористоводородном экстракте, и Т, представляющей собой концентрацию ксилола в углеводородной фазе при секции удаления фтористоводородного экстракта (заключительная стади я); на фиг. 3 - то же самое соотношение, которое представлено на фиг. 2, но при -20°С; на фиг. 4 - соотнощение, представленное на фиг. 2, однако при 15°С.
Сырой продукт, представляющий собой фракцию тлеводородов, молекулы которых содержат по 8 углеродных атомов, подают в центральную часть экстракционного устройства 1 непрерывного действия, работающего по принципу противотока, по трубопроводу 2, причем одповременно с этим по трубопроводам 3 и 4 в верхнюю часть экстрактора направляют соответственно фтористый водород и трехфтористый бор. Система фтористый водород- трехфтористый бор коптактирует с фазой фракции углеводородов, молекулы которых содержат по 8 углеродпых атомов, внутри экстракционного устройства. В даашом случае для повышения селективности процесса по трубопроводу 5 в экстрактор подают разбавитель. Кроме того, часть получаемого, выделенного в результате экстрагирования лг-ксилола высокой чистоты возвращают в экстрактор по трубопроводу 6 для орощения.
Экстракт и рафииат удаляют из экстрактор но трубопроводам 7 и S соответственно.
Установлено, что экстрагирование с ис пользованием фтористоводородного экстракта
всего количества л-ксилола из потока фракции уг.: еводородов, молекулы которых содержат по 8 углеродпых атомов, возвратом на орошение и-ксилола обеспечивают путем иодач:и фтористого водорода, трехфто.ристого бора, разбавителя и экстракционного продукта в таком кол 1чест1венном соотнощеиии, которое в основном удовлетворяет требованию высокой точности корреляции, т. е. корреляции, нредставлеппой на фиг. 2, 3 и 4. Установлено,
что возгфат на орошение ,и-ксилола в соответствии с упомянутой корреляцпей не всегда необходим. Так, в частности, количество флегмы при коэффициенте дефлегмации 0,5, составляет 1, тогда как при коэффициенте дефлегмации 0,2 или меньше (включен также 0,0) процесс проводят почти без дефлег.мации. Коэффициент дефлегмации представляет собой количество флепмы, отнесенное к общему количеству экстракционного продукта во
фтористоводородном экстракте, выводимой ИЗ экспрактора, за вычетом количества флегмы, возвращаемой в экстрактор для орошения.
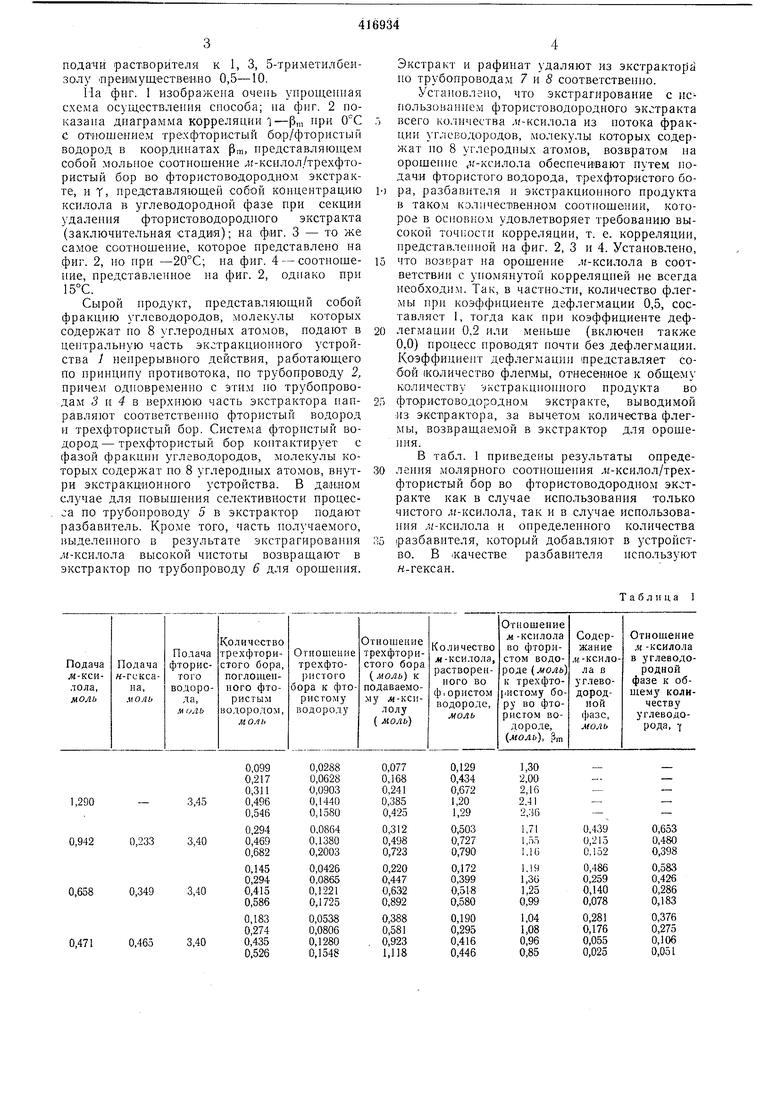
В табл. 1 приведены результаты определения молярного соотноше}1ия льксилол/трехфтористый бор во фтористоводородном экстракте как в случае использования только чистого лг-ксилола, так и в случае использования лг-ксилола и определенного количества
разбавителя, который добавляют в устройство. В -качестве разбавителя используют н-гексан.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ j | 1971 |
|
SU316235A1 |
| Способ выделения ароматических углеводородов из углеводородных смесей | 1971 |
|
SU524511A3 |
| СПОСОБ РАЗДЕЛЕНИЯ СМЕСИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1973 |
|
SU398027A1 |
| СПОСОБ ВЫДЕЛЕНИЯ ЭТИЛБЕНЗОЛА | 1971 |
|
SU312416A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1971 |
|
SU316245A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ВЫДЕЛЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ C6-C8 ИЗ СМЕСЕЙ С НЕАРОМАТИЧЕСКИМИ УГЛЕВОДОРОДАМИ | 2003 |
|
RU2254317C1 |
| СПОСОБ РАЗДЕЛЕНИЯ СМЕСИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ Cg | 1971 |
|
SU310445A1 |
| Растворитель для экстракции ароматических углеводородов из их смесей с неароматическими | 1979 |
|
SU1110778A1 |
| СПОСОБ ПРЕВРАЩЕНИЯ СМЕСЕЙ, СОДЕРЖАЩИХ АРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ C В ИЗОМЕРЫ КСИЛОЛА | 2004 |
|
RU2354640C2 |
| Способ выделения нормальных парафиновых углеводородов из смеси,содержащей изопарафиновые углеводороды | 1976 |
|
SU984401A3 |
1,290
3,45
0,9420,2333,40
0,6580,3493,40
0,4710,4653,40
Символы -; п РШ определяют следуюшлм образом:
Р - отношение общего содержания ароматических углеводородов во фтористоводородном экстракте (моль) к количеству трехфтористого бора во фтористоводородном экстракте (моль);
т Р, если ароматический углзводород представляет гобой чистый л-ксилол; Т - от 1ошение количества ароматических углеводородов в углеводородной фазе, находящихся в равновесии с количеством фтористоводородного экстракта (моль), к количеству ароматических углеводородов в углеводородной .фазе, находящихся в равновесном состоянии с количеством фтористоводородного экстракта (моль), Плюс количество разбавителя в углеводородной фазе (моль. Графики, Изображенные на фиг. 2, 3 и 4, Отражают мольное соотношение трехфторйстЫй бор/фтористый вОлТОрод во фтористоводородном экстракте в координатах §т (мольные отношения ./«-кснлол/трехфтористый бор во фтористоводородном экстракте) и Т (концентрация ароматических углеводородов. Молекулы которых содержат но 8 углеродных атомов, в углеводородной фазе в равновесном состоянии с количеством фтористоводородного экстракта). Онределенные количества растворенной углеводородной фракции, которая характеризуется различным содержанием лг-ксилола, р и р,,,, почти равны в тех случаях, когда концентрация лг-ксилола во фтористоводородном экстракте (в цересчете на количество ароматического углеводорода, молекулы которого содержат но 8 углеродных атомов) составляет не менее 94 мол. %. Разбавитель находится нреимущественно в фазе ароматических углеводородов и оказывает разбавляющее действие на ароматические углеводороды. Для создания онтимальных условий в экстракторе нрежде всего следует установить определенное мольное соотношение трехфтористый бор/фтористый водород Б отводимом из экстрактора фтористоводородном экстракте, величина которого должна нри этом равняться 0,02-0,20, иосле чего следует определение значения т, т. е. концентрации ароматического углеводорода в углеводородной фазе в секции удаления фтористоводородного экстракта (на заключительной стадии). В случае, когда величина мольного соотношения трехфтористый бор/фтористый водород слишком низка, количество необходимого фтористого водорода должно увеличиться, что приводит, следовательно, к увеличению количества экстракта, который подвергают разложению и увеличению тепловой нагрузки, вызываемому этим разложением. Если величина мольного соотношения трехфтористый бор/ /фтористый водород оказывается значительной, повышается рабочее давление в экстракторе. Имспно этн.мн причинами объясняется необходимость сохранения нриведениых нределов. Величина ; составляет приблизительно 0,3 или меньше. Так, в частности, в тех случаях, когда коэффнцнент дефлегмации равен О, величина установится равной 0,1 или меньще.
Поскольку величины указанных соотноше М1Й определены знaчeниe р„„ то величина
мольного соотношения .«-кснлол/трехфторнстый бор во фтористоводородном экстракте, должна в основно.м удовлетворять условию равновесия корреляционного графнка Т-Рпт в частности такого, как показанный на фиг.
В том случае, когда количество флегмы хмсньшается, соотношение между количеством разбавителя, которое необходимо ввести, и количеством экстракционного продукта, отводимого нз секции для удаления экстракта, неизбежно увеличивается. Величина этого соотношения онределяется следуюшим образом:
D - отношение количества разбавителя, которое необходимо ввести в экстрактор (моль), к количеству экстракционного продукта, которое удаляется из секции для отвода экстракта (моль.
D изменяется до некоторой степени в зависимости от концентрации экстракционного продукта в направляемом на переработку
продукте, однако в тех случаях, когда коэффициент дефлегмации равен О, соответствующие значения D могут изменяться в пре.яелах от 0,7 до 10, предпочтительно от 1 до 5. В то.м случае, когда коэффициент дефлегмации
равен 6,2D может составлять 0,5 нлн выше. В качестве разбавителя могут быть использованы, например, пролан, н-бутан, нзобутан, я-пентан и н-гексан, пентан и цлклогексан, четьгрсххлорнстый углерод. В случае
прнменення четыреххлорпстого углерода верхнее и нижнее положения рафината и экстракта нзменяются на противоположные.
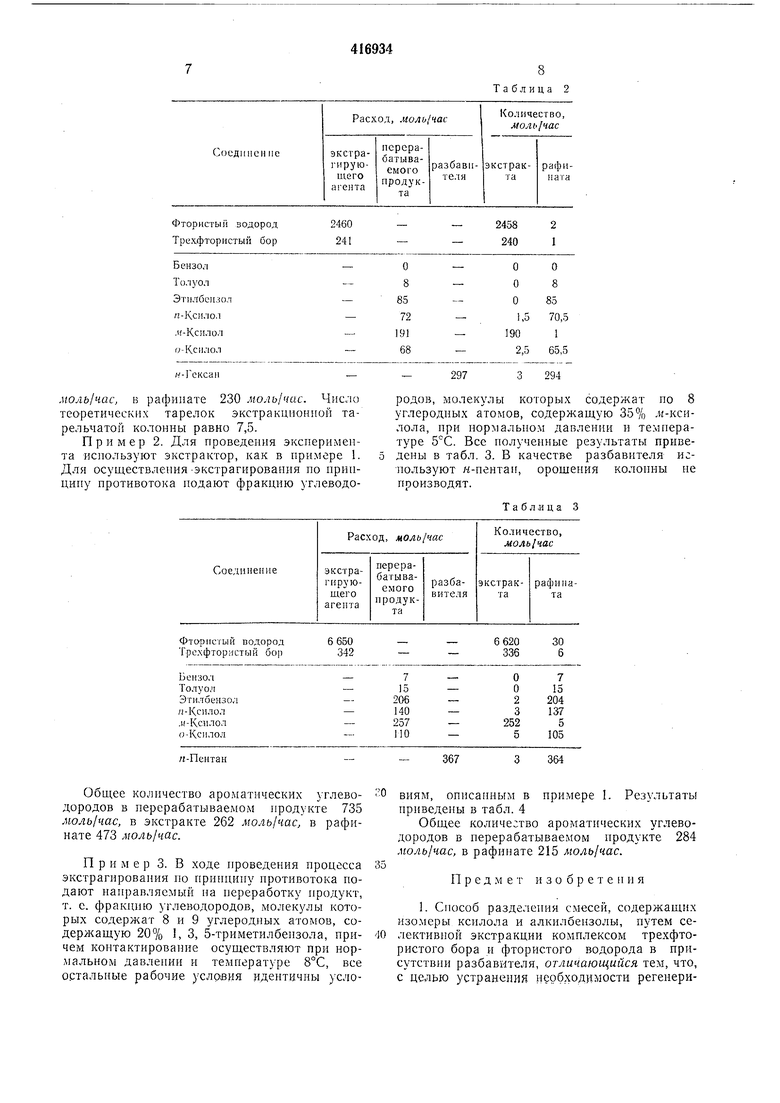
Пример 1. Направляемую на переработку фракцию углеводородов, молекулы которых содержат по 8 углеродных атомов, подают в центральную часть многокаскадного экстрактора непрерывного действия, а экстрапирующин агент, являюшийся фтористым водородом и трехфтористым бором, нодают
в верхнюю часть колонны, что обеспечивает контактирование :по П1р1инципу цротивотока при нормальном давлении и температуре -5°С. В данном случае в качестве разбавителя используют н-гсксан, а экстрагирование
проводят без орошения (коэффициент дефлегмации составляет 0,0). Все полученные результаты приведены в табл. 2.
Общее количество ароматическ пх углеводородов в перерабатываемом продукте составляет 424 моль/час, в экстракте 194
Н- ексаи-
моль/час, в рафинате 230 моль/час. Число теоретических тарелок экстракционной тарельчатой колонны равно 7,5.
Пример 2. Для проведения экснеримента используют экстрактор, как в примере 1. Для осуществления -экстрагирования но приицину противотока нодают фракцию углеводол-Пентан
Общее количество ароматических углеводородов в нерерабатываемо.м нродукте 735 моль/час, в экстракте 262 моль/час, в рафинате 473 моль/час.
П р и м е р 3. В ходе проведения процесса экстрагирования по принципу нротивотока нодают нанравляемый па переработку продукт, т. е. фракцию углеводородов, молекулы которых содержат 8 и 9 углеродных атомов, содержащую 20% 1, 3, 5-триметилбензола, причем контактирование осуществляют при нормальном давлении и температуре 8°С, все ортальные рабочие условия идентичны усло8Таблица 2
297
294
родов, молекулы которых содержат но 8 углеродных атомов, содержащую 35% м-ксилола, нри нормальном давлении и температуре 5°С. Все нолученные результаты приведены в табл. 3. В качестве разбавителя иснользуют н-пентаи, орошения колонны не производят.
Таблица 3
367
364
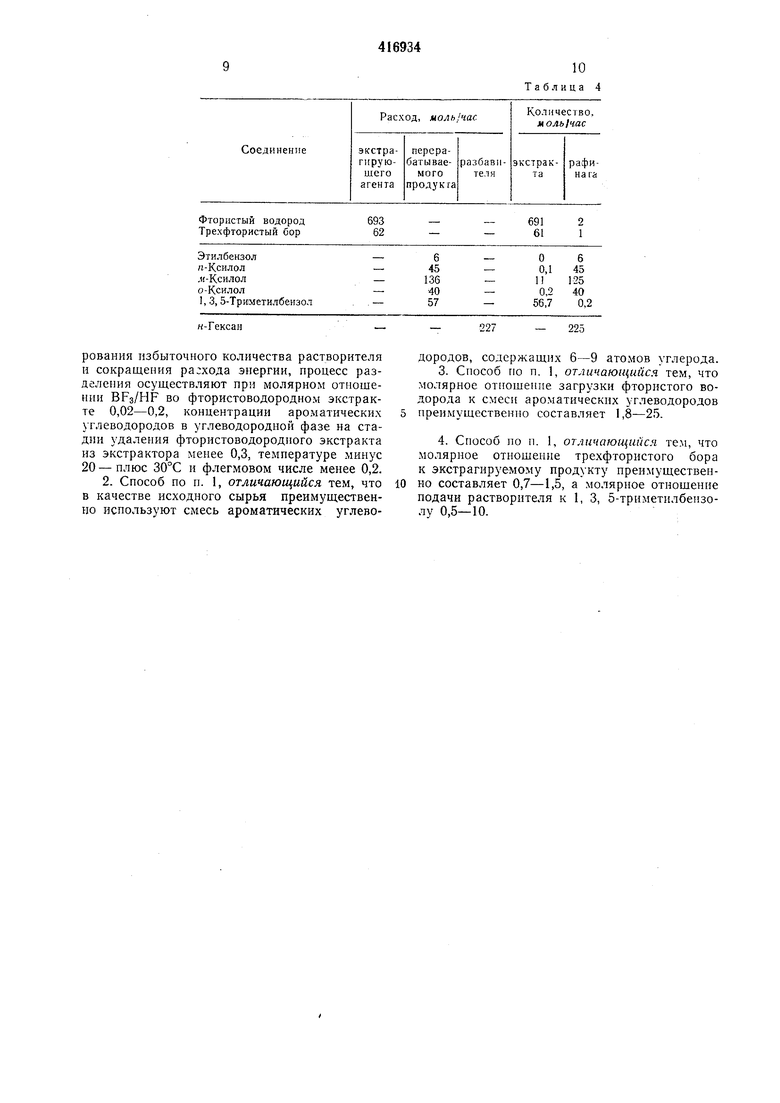
ВИЯМ, онисанным в примере I. Результаты приведены в табл. 4
Общее количество ароматических углеводородов в перерабатываемом продукте 284 моль/час, в рафинате 215 моль/час.
Предмет изобретен и я
рования избыточного количества раствор 1теля и сокращения расхода энергии, процесс разделения осуществляют при молярном отношении BFs/HF во фтористоводородном экстракте 0,02-0,2, концентрации ароматических углеводородов в углеводородной фазе на стадии удаления фтористоводородного экстракта из экстрактора менее 0,3, температуре минус 20 - плюс 30°С и флегмовом числе менее 0,2. 2. Способ по п. 1, отличающийся тем, что в качестве исходного сырья преимущественно используют смесь ароматических углево10Таблица 4
- 225
227
дородов, содержащих 6-9 атомов углерода.
преимущественно составляет 1,8-25.
Риг
()