Изобретение относится к снособу получения алкилароматических углеводородов, являющихся сырьем для нолучения биологически разлагаемых моющих средств.
Известен способ нолучения алкилароматических углеводородов путем алкилирования бензола олефинами при температуре 25-70°С в присутствии катализатора. С целью получения алкилароматических углеводородов, имеющих только неразветвленный алкильный радикал, предлагают способ, заключающийся в том, что фракцию неразветвленных парафиновых углеводородов-Сю-Cis нодвергают дегидрированию лри температуре 400-600°С в присутствии водорода и катализатора, содержащего металл VI группы или его окисел, металл Vni группы или его сульфид или окисел, и никель или кобальт, или платину, или палладий, «ли их окислы, или сульфиды на глиноземном носителе, модифицированном окислом щелочного металла. Процесс Ведут со скоростью, при которой дегидрируется не более 25% парафинов, и полученную нри этом смесь направляют на алкилирование бензола с последующим выделением целевого продукта известным способом и возвращением в процесс непрореагировавщих исходных парафина и бензола. Количество водорода, подаваемого на дегидрирование, составляет 0,5-15 жоло на 1 моль углеводорода.
Структура алкиларильных полупродуктов определяет в большой стадии свойства полученных из них поверхностно-активных веществ, в (ОМ числе и их биоразрушаемость. Алкилированные полупродукты можно сульфонировать, а затем нейтрализовать едким натрием с образованием алкиларилсульфонатного (анионного) детергента, который наиболее часто применяется в бытовых, промышленных и торговых целях. Алкиларильные полупродукты также можно превращать в неионные детергенты путем нитрования алкилата с образованием мононитрованного полупродукта, который при восстановленни дает соответствующий алкилариламин. Радикал амина затем реагирует с окисью алкилена или энихлоргидрином алкилена с образованием нолиоксилалкилированного алкилариламнна (с 4-30 оксиалкилированными единицами), являющегося
очень эффективным детергентом. Другим больщим классом детергентов на основе алкиларильной части молекулы являются оксиалкилированные фенольные производные, в которых алкилфенольное основание получают алкилированием фенольного ядра.
Термин «арил относится к моноциклическому ароматическому ядру, которое может быть углеводородом или мо/кет содержать различные замещенные в ядре радикалы, например
Для получения алкиларильного полупродукта алкильная группа, являющаяся длинноцепочечным алифатическим радикалом с 10-16 углеродными атомами со сравнительна прямой структурой, должна иметь сравнительно прямоцепочпую структуру, поскольку алкильная цепь, присоединенная к ароматическому ядру, будет иметь вторичную структуру, даже если используют нормальный 1-олефин в качестве алкилирующего атента в реакции с ароматическим реагентом. Структура полученного вторичного алкилата соответствует теоретическому механизму переноса алкила, согласно которому поступающая алкильная цепь присоединяется к ароматическому я.дру при углеродном атоме моноолефиновой цепи с наименьщим числом водородных атомоз. Позтому, если в качестве алкилирующего агента применяют даже 1-олефин, большая часть алкилированиого полупродукта является изомером, соответствующим арилзамещенному алкану, в котором арильная группа присоединена к внутреннему углеродному атому алкнльной цепи.
Степень разветвленности в алкильпой цепи полученного алкилированного полупродукта зависит от степени разветвленности олефина, использованного в качестве алкилирующего средства. дПоэтому нормальные 1-олефины или другой прямоцепочный изомер положения двойной связи дают фенилзамещенпый алкап, в котором алкильные цени, присоединенные ко вторичному углеродному атому полученного алкилата, являются прямоценочными группами.
Однако, следует иметь в виду, что биоразрушаемость конечного поверхностно-активного вещества не зависит от прямоцепочпой структуры алкильной части молекулы, и те продукты, которые получены конденсацией других нормальных изомеров двойной связи, в которых двойная связь находится на промежуточном углеродном атоме цепи (т. е. на углеродном атоме, отличном от углеродного атома на конце), например нормальный 5-алкай, также дают биоразрушаемые поверхностноактивные вещества.
Предпочтительным источником нормальных олефинов, который дает после алкилировавия алкилаты, в которых алкильная часть молекулы имеет максимальную линейность и длину цепи в 10-15 углеродных атомов, являются нормальные парафины, находящиеся в керосиновой фракции нефти и дегидрированные при определенных условиях для сохранения линейности олефинового продукта. Дегидрирование нормальных парафинов идти при таких условиях реакции и при таком катализаторе, при которых сводится к минимуму изомеризацня пормалыых цли прямоцепочных 1-олефинов, полученных дегидрированием парафинов, и которые дают алкилаты с максимально линейной алкильпой группой.
парафинов. Соответствуюпгая кипящая фракция нафты нефтяпого дпстиллата прямой топки или продуктов реакции Фишера-Тропща содержит парафиновые углеводороды-Сю-Cis. Гидрированные г родукты полимеризации этилена содержат парафины с 10-15 углеродными атомами; гидри)оваппые жирпые кислоты после полного восстаповлепия дают парафиновые углеводороды с прял:ой пепью. Наиболее широко применяемы.ч сырьем является нафта с т. кип. 150-250 С. Однако, нанлучщим источником прямоцепочпых парафиноя являются смеси, содержащие значительные количества разветвленных изомеров в смеси
с нужными нормальными парафинами. Эти изомеры при превращении наряду с нормальными парафинами в их олефиновые аналоги дают нужные алкилаты с прямоцепочным алкильным заместителем или разветвленную
алкнльную группу, содержащую две ветви, каждая из которых является прямоцепочной. Парафиновую фракцию, из которой получены олефины, подвергают разделению, при котором выделяют нужные норл:альные компопенты из смеси изомеров и гомологов.
Разделепне п выделение иорма.тьпых парафинов из смеси углеводородов-Сю-Cjs (смеси с больгиим числом изомерных копфигураПИЙ) должно обеспечивать эффективное отделение нормальных изомеров не только от разветвленных изопарафинов, но и от циклопарафинов. Лучшими разделителями, обеспечивающими разделение соединений по их молекулярному строению или конфигурации, являются так называемые «молекулярные некоторые молекулярные сита обладают такой селективностью, что дают продукт с нормальными парафинами 99%-ной чистоты. Лучщие молекулярные сита этого типа по химическому составу представляют собой детидратирсванпый алюмосиликат щелочного металла с цеолитовой структурой кристалла алюмосиликата, они содержат поры сечением 5А, что обеспечивает поглощение нормальных алифатических соединений, но не сорбирует разветвленные или циклические соединения.
Другим классом разделителей, селективным для нормальных сое.яппеннй, в том числе олефин.ов, является мочевина и тиомочевииа.
Этот класс разделяет нормальные соединения по мехапиз: р/ образоваюя аддуктов или мочевины с пря:моцепочными соединениями. Дегидрирование прямоцепочных .парафинов
{выделенных любым из этих способов) до их моноолефиновых аналогов ведут при температурах от 400 до 600°С в присутствии катализатора, промотирующего дегидрирование парафинов до моноолефиноз без изомеризации
нормальных парафинов нлп получеппых моноолефинов в их разветзлеппые аналоги. Катализаторами, сводящими к мипимуму изомеризацию парафинового сырья или олефиновых продуктов, являются нейтральные окислы элеталлов VIII группы периодической таблицы, предпочтительно окислы хрома, молибдена и вольфрама и металлы, окислы и сульфиды никеля, кобальта, платины и палладия, осажденные на инертпом носителе. К лучшим носителям относятся неорганические окислы, не содержащие кислых ионов, а еще лучщим является глинозем. Лучший состав, %: окисел металла VI группы 0,5-20, лучше 2-10, и металл, окисел или сульфид элементов VIII, грунпы 0,05-10. Этот сложный катализатор должен содержать 0,1 -10% окисла щелочного металла, например калия, натрия или лития.
Наиболее выгодным катализатором дегидрирования прямоцепочных парафинов является катализатор на основе благородных металлов или их соединений, особенно платины или палладия на нейтральном или основном носителе (т. е. некислотном носителе с целью ингибирования реакции изомеризации. Глинозем считается нейтральным или слегка кислым носителем « окислы щелочного металла служат для его нейтрализации. Концентрация щелочного металла составляет 0,1-2% в готовом катализаторе. Из трех вышеуказанных металлов наилучшим является литий. В некоторых случаях применяют рубидий или цезий. Можно применять и другие нейтральные носители, например уголь, но лучше применять окислы щелочных металлов на любом возможном носителе. Благородный металл действует, как промотор дегидрирования для превращения прямоцепочных парафинов в прямоцепочные моноолефины. При применении металлов VI группы или неблагородных металлов VIII группы нужна конпентрация 0,5-20%, а при применении благородных металлов VIII груп, пы концентрация их должна составлять 0,05-2%. Особо эффективный «атализатоо дегидрирования содержит глиноземный носитель, содержащий 0,5% лития и 0,75% платины. Для модификации активности платины можно добавлять в катализатор мышьяк, сурьму и висмут в такой концентрации, чтобы атомное отношение этих металлов к платине составляло 0,2-0,5.
Реакцию дегидрирования ведут при коротком контакте между катализатором и парафинами, при давлении от атмосферного до 6,8 атм. Скорость подачи жидкого сырья через слой катализатопа должна соответствовать объемной скорости жидкости от 1 до 40 об. жидкости на 1 об. катализатора в час, лучше от 5 до 20 об. В предпочтительном способе реакцию ведут в присутствии водорода с целью уменьшения осаждения углерода на катализаторе, но конверсия не зависит от присутствия водорода :в зоне реакции. Как правило, от 0,5 до 10% водорода на 1 моль углеводорода достаточно для конверсии, которая у нормальных парафинов в моноолефины не идет до конца за один проход сырья через слой катализатора. После отделения водорода непрореагировавшие нормальные парафины и моноолефнны направляют в зону алкилирования, где моноолефины алкилируют ароматические углеводороды. Выходящие из зоны алкилнрования продукты легко разделяются на ароматическую фракцию, фракцию прямоцепочных парафинов и на фражцию алкилатов. Прямоцепочные парафины возвращаются в зону дегидрирования для дальнейшего дегидрирования. Таким образом, во всей технологической схеме нормальные парафины почтн полностью превращаются в моноолефины. В некоторых случаях может потребоваться отделить моноолефнны от прямоцепочных парафинов на силикагеле или активированном угле.
После дегидрирования нормальных парафинов полученные н-олефины используются, как алкилирующие вещества для ароматических соединений, которые должны содержать гидрофобную группу в структуре конечного детергента. Ароматический реагент может представлять собой бензол, толуол, ксилол, этилбензол, диэтилбензол, фенол или мононптробензол, которые дают моноалкилированное соединение, представляющее собой полупродукт
для конечного детергента. Реакцию алкилирования ведут в присутствии катализатора. Обычно это неорганическое вещество, отличающееся повышенной кислотностью, которо; катализирует перенос алкила. К кислотным
неорганическим соединениям, катализирующим алкилнрование, относятся серная кислота, содержащая 15, лучше |менее 8% воды. Применяют и использованную серную кислоту в качестве катализатора, выделенную из
алкилирования изопарафинов моноолефинами, соляную кислоту (не менее, чем 83%-ную), содержащую менее 10% воды, сжиженный безводный фтористый водород, безводный хлористый алюминий или бромистый алюмиНИИ, трехфтористый бор, предпочтительно в смеси с концентрированной фтор :стоводородной кислотой, и другие кислотные катализаторы. Наилучшим катализатором для . предлагаемой реакции алкилирования является
раствор фтористого водорода, содержащий не менее 95% фтористого водорода. К лучшим катализаторам относится и серная кислота 85-100%-ной концентрации.
При конденсации ароматического реагента
с моно-н-олефином, фтористый водород в жидком виде, ароматическое соединение i-: моно-.чолефин загружают в автоклав с мешалкой, смесь перемешивают при температуре от -20 до +70°С, лучше от 20 до 60°С до окончания
алкилнрования. Моно-н-олефины можно загружать в автоклав или реактор в смеси с катализатором и ароматическим соединением, или его можно подавать в реакцию отдель;го. С целью увеличения выхода нужного моноалкилата желательно, чтобы отношение колнч ства молей ароматического соединения к количеству молей алкилирующего реагента было более, чем 1:1, лучше 2:1 -15:1. Выходящие из зоны реакции продукты представорганическую часть к отделить ее от катализатора. Органическую часть подвергают перегонке для выделения ароматических соединений, прямоиепочиЕлх нарафинов и алкилароматических продуктов. В большинстве случаев нри молярном отношении ароматикн к моноолефинам больше, чем 1:1, лучше 5:1 - 10:1, моиоолефины иочти нолностью поглощаются нри конденсании и в качестве основных нродуктов нронееса получают моноалкилат, а не полиалкилзамещенные ароматические углеводороды.
Пример 1. В нижеследующих нреиаратах применяют нефтяную фракцию прямой гопки (из сырой нефт.и из Мичигана), которая кипит в интервале 170-225°С, еледующего состава, вес. %:
Сю-С|5-алифатнческие нарафины73
Сд-С15-нафтены24
GS-С15-ароматические соединения3
Эту фракдню разделяют для выделения прямоценочных пли нормальных парафинов от остальной смеси изонарафинов и циклических углеводородов. Выделенные -нормальные нарафпнЕя дегидрируют до их моноолефиновых аь:алогов, последние используют для алк -1лироваНИЯ бензола е образованием фенил:замещенны,х нормальных алканов.
Выделенные алкилбензолы сульфируют и нейтрализуют полученную сульфокислоту до алкиларилсульфонатной соли, которая нредставляет собой водорастворимый биоразрушаемый пли «мягкий детергент. Этот продукт сравнивают ио детергентности п биоразрушаемости с соответствующей сульфосолью алкплата, полученного алкилпрованием бензола смесью разветвленных олефинов, содержащейся во фракции тетрамера прониле-на, кинящей в пределах от 170 до 225°С. Во всех случаях алкильные группы в фенилалкапах, образованные с номощью дегидрирования /-/-парафинов н полученные с номощью тетралгера нропплена, содержат одно н то же среднее количество углерод1н,тх атомов на алкильпую г :|улну.
В первой стадии нормальные парафины выделяют пз фракции прямой гонки путем контактировапия смеси с гранулированным алюмосиликатом кальция (фирмы Линде Эйр Продактс, молекулярное сито 5А°), который селективно сорбирует нормальные нарафнны из смеси, и оставляют несорбированным рафинат изопарафинов и циклических углеводородов. Для такого разделения керосин прямой гонки подают при комнатной температуре (25°С) в вертикальную колонну е насадкой из гранул молекулярного сита; высота колонны 1,25 лг, в ней содержится 0,1075 м гранул размером 0,31X0,31 см. Выходящий со дна колонны продукт состоит из углеводородог, не содержащих н-парафинов. Нормальиос содержание парафинов в керосиновой фракции (около 37% от г.сого обьсма керосина) остается в колонне 3 сорб рованном на молекулярных ситах виде. Оставшийся на поверхности гранул рафинат вымывают из колонны иутел; нодачи в верх колонны изонентана. Рафинат выделяют в виде кубового остатка при ректификации промывной смееи.
После окончательного слива изопентановой промывки н-пара|фины, сорбированные из керосинового сырья, десорбпруют из .молекулярного сита с помощью заполнения колонны жидки.м н-нентаном при 2БС, который вытесняет н-парафины пз пор частиц молекулярного сита. Через 10 мин жидкость сливают в нерсгонную колбу. Колонну снова заливают н-:1ецтаном н держат еще в течение 10 мин, потом жидкость сливают в другую перегонную колбу. После отгонки н-пентана в каждом случае остается фракция н-нарафинов (98,5% нормального комнонента-Си-Ci.5), причем в первой колбе выделяют 96% продукта.
Выделенные в этом оныте н-парафины затем де:идрируют ироиусканием смеси совместно с небольшим количеством водорода (1 люло водорода на 1 моль углеводорода) при большом расходе через небольшую иилотную установку дегидрирования, состоящую из реа-ктора в впде стальной трубы длиной 0,914 м, занолненной кобальт-тиомолибденовым катализатором на глиноземе, содержащем 5% кобальта и 0,5% лития. Реактор снабжен рубашкой с термостатированным Нлектронагревателем, поддерживающим в слое катализатора температуру около 520°С, давление от 0,68 до 1,02 атм при прохожде1 ип парафинового сырья. Скорость цсдачи составляет 3,5 об. сырья на 1 об. катализатора г. час. Выходящий из дна реактора продукт охла:Кдают и сжижают в водяном конденсаторе, а неконденсирующиеся газы отсасывают из конденсатора. Выход моноолефинов составляет 73% от загруженных нормальных параcbin-ioB. Однако в олефинах содержится значительное количество циклоолефинов, которые стделяют от нужных н-олефинов экстракцией растворителем с помощью трпэтиленгликоля. содер: кагцего 7.5% воды на аццарате, состояш,ем из экетракционной колонны с нерфори1:озапньг:;ти тарелками, при температуре 190°С : дав тении 6,8 атм. Углеводородиое сырье подвергают экстракции жидкость-жидкость npoTiiBOTOKOM, с выдслеиием в виде рафицата .4-олеф Ц(ов. Олефиновые продукты дегидриро:зания к-парафинов содержат различные изодсры двойной связи, а нужные олефины вы деляюл- из непрореагировавгиих иарафинов пропусканием жидкого продукта дегидриропан гя через колонну с активированным силикагелем, причел олефины задерживаются си .ТИкагелем, а парафины проходят через колонну в качестве рафината. Олефины выделя),)т и: снликагсля вытеснением моноолефинов бепзолол, ко Орып лучите сорбируется.
Выделенные н-олефины затем смешивают с 10 моль бензола, считая средний молекулярHbiii ес олефипов рапным 168 (додекан) и углеппдородную смесь охлаждают до ОС. При
перемешивании добавляют 98%-ную фтористоводородную кислоту до отношения кислоты к олефинам, равного 1,5 при температуре от О до 10°С в течение 1 час, а затем дают осееть. Нижний кислый слой отделяют от верхнего углеводородного слоя. Углеводородную фазу промывают разбавленным каустиком для удаления растворенного фтористого водорода, затем перегоняют для удаления избытка бензола и небольшого количества алифатических углеводородов, кипящих в том же интервале температур, что и моноолефины. Остаток, состоящий из 96% моноалкилбензолов, .представляет собой 82%-ный выход алкилатов по загруженным олефинам.
Инфракрасный анализ полученных выше продуктов ацилирования (называемых алкилатом А) показал, что в них содержатся вторичные алкилбензолы (фенилзамещенные нормальные алканы) следующего строения
где RIи R2-это нормальные или прямоцепочные алкильные радикалы с 1 -13 углеродными атомами, и где Ri плюс R2 от 9 до 14, значительная часть продукта имеет структуру, где RI -это метил, а Rg - это тридецил.
Второй образец алкилата (алкилат В) получают алкилированием бензола тетрамером пропилена с т. кип. от 170 до 225°С по указанному выше способу для получения алкилата н-олефинов. Тетрамер пропилена состоит из смеси изомеров и гомологов с разветвленной структурой следующего типа:
Н Н /СНзНх СНз I I / I I I
сн, с-с -с-сн,.
Н Н.
третий образец алкилата {алкилат С) получают отделение:, прямоцепочных парафинов от керосиновых углеводородов на молекулярном сите 5А° по вышеуказанному способу. Нормальные парафины подают в реактор с неподвижным слоем катализатора, содерл ащего 0,75% платины, 0,5% лития и такое количество мышьяка, которое дает отношение мышьяка к платиие, равпое 0,47, на глиноземном носителе. Температура на входе в катализатор 475°С, давление 0,68 атм, отношение водорода к углеводороду (молярное) 8,0, объемная скорость жидкости 16,0. Конверсия составляет 21,4, селективность по прямоцепочным моноолефинам 84,1%. Продукты дегидрирования из реактора после разделения и возвращения в цикл обогащенной водородом газовой фазы подают в зону алкилирования вместе с бензолом при молярном соотношении бензола к олефинам 15:1. Добавляют фтористый водород в зону алкилирования для создания там объемного отношения фтористого водорода к углеводородам (кроме нормальных парафинов), равного 1,5:1. В зоне создают температуру 32°С и давление 17 атм, время контакта между углеводородами и НГ .несколько меньше 2 мин.
Углеводороды отделяют от НГ промывкой и отгонкой, затем их направляют в ректификационную колонну, где разделяют бензол, нормальные парафины и алкилаты. Нормальные парафины возвращают в зону дегидрирования, а алкилаты выделяют. Каждый из вышеуказанных алкилатов сульфируют путем смешения алкилата с равным количеством сжиженного н-бутана, а затем с 30% олеума, который подают струей на охлаждаемую поверхность вращающегося барабана. Охлаждение барабана ведут циркулирующим рассолом при - 10°С с внутренней стороны. Сульфированную смесь соскребают с поверхности барабана и смесь распределяют на барабане ножом из нержавеющей стали. н-Бутан отгоняют за счет теплоты реакции.
Сульфированную реакционную смесь, снятую с барабана, разбавляют ледяной водой. Полученные сульфокислоту и серную кислоту в водном растворе нейтрализуют едким натрием до рН 7, а непрореагировавщий алкилат
(менее 2% от загрул енного алкилата) экстрагируют эфиром. Получают кристаллический продукт кремового цвета, полностью растворимый в воде. Выпаренный твердый продукг экстрагируют 70%-ным спиртом и спиртовой
экстракт выпаривают досуха и выделяют продукт, не содержащий сульфата натрия. Затем продукт смешивают с достаточным количеством компонента натрийсульфатной соли для получения детергентного состава, содержащего алкиларилсульфонат натрия и сульфат натрия в весовом соотношении 20:80. Каждый состав при испытании на детергентность по стандартному методу «Лаундер-0-метер эффективно удаляет почвенный состав с хлопчатобумажиой ткани (муслина). Эффективность продукта полученного из алкилата (В) тетрамера .пропилена, составляет 98% от эффективности чистого олеата натрия, эффективность продукта из алкилата н-парафинов
(А) составляет 102% и алкилата н-олефинов (С) составляет 104% от эффективности стандартного олеата натрия при равной концентрации. Детергентность каждого образца детергента с помощью 0,3%-ного водного раствора алкиларилсульфонатных детергентов и олеата натрия при 71 С определяют по отражению белого света от хлопчатобумажного муслина раздельно стиранного в каждом из детергентных растворов. Полученное отражение сравнивают с образцом, стиранным в олеате при стандартных условиях и при равной концентрации.
Образцы каждого из выщеприведенных детергентных составов раздельно подвергают
11
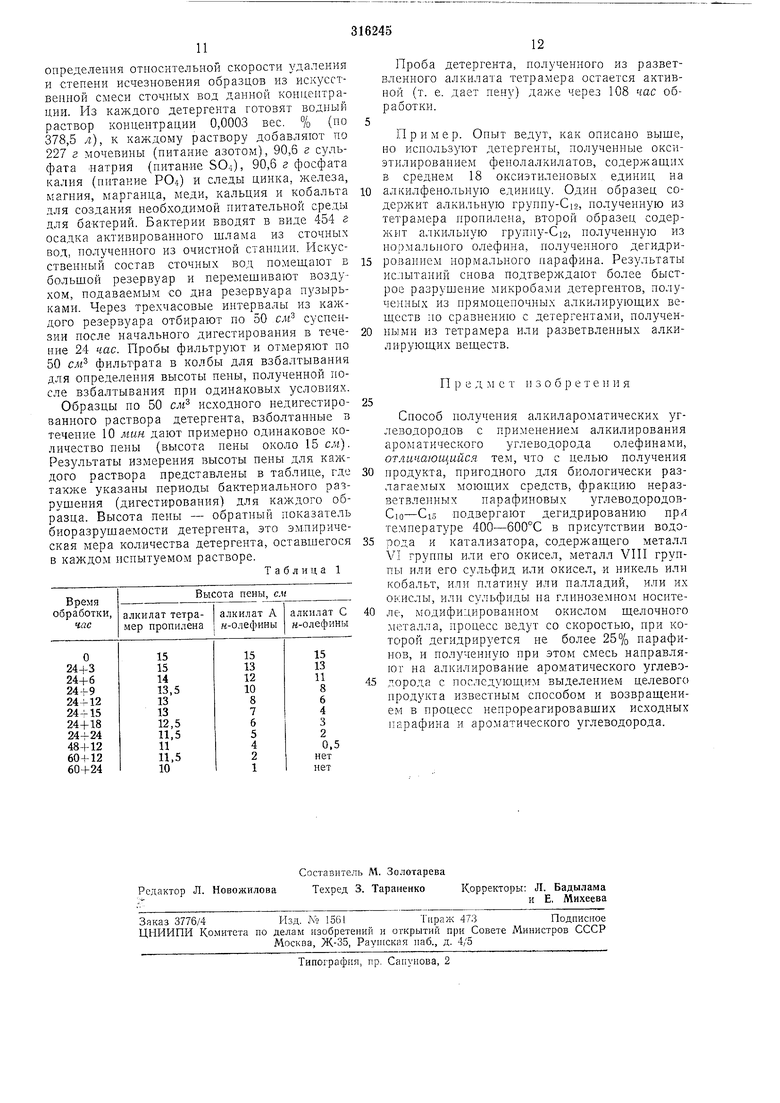
определения отиосителы-гой скорости удаления и степени исчезновения образцов из искусственной смеси сточных вод данной концентрации. Из каждого детергента готовят водный раствор концентрации 0,0003 вес. % (но 378,5 л), к каждому раствору добавляют по 227 г мочевины (нитание азотом), 90,6 г сульфата натрия (нитан-ие SO,;), 90,6 г фосфата калия (нитание PO-i) и следы цинка, железа, магния, марганца, меди, кальция и кобальта для создания необходимой нитательной среды для ба-ктерий. Бактерии вводят в виде 454 г осадка активированного шлама из сточных вод, полученного из очистной станции. Искусственный состав сточных вод помещают в большой резервуар и перемешивают воздухом, подаваемым со дна резервуара пузырьками. Через трехчасовые интервалы из каждого резервуара отбирают по 50 см суснензии после начального дигестирования в течение 24 час. Пробы фильтруют и отмеряют по 50 см фильтрата в колбы для взбалтывания для определення высоты пены, полученной после взбалтывания при одинаковых условиях. Образцы но 50 см исходного недигестированного раствора детергента, взболтанные в течение 10 мин дают примерно одинаковое количество пены (высота нены около 15 см). Результаты измерения высоты неиы для каждого раствора представлены в таблице, где также указаны периоды бактериального разрушения (дигестирования) для каждого образца. Высота пены - обратный показатель биоразрушабмости детергента, это эмлирическая мера количества детергента, оставшегося в каждом испытуемом растворе.
Таблица 1
12
Проба детергента, полученного из разветвленного алкилата тетрамера остается активной (т. е. дает пену) даже через 108 час обработки.
Пример. Опыт ведут, как описано выше, во используют детергенты, полученные оксиэтилированием фенолалкилатов, содержаших в среднем 18 оксиэтиленовых единиц на
алкилфенольную единицу. Один образец содержит алкильную rpynny-Ci2, полученную из тетрамера проиилепа, второй образец содержит алкильную rpynny-Ci2, полученную из нормального олефина, нолученного дегидрированнем нормального парафина. Результаты ислытаний снова подтверждают более быстрое разрушение микробами детергентов, полученных из прямоцепочных алкилирующих веш,еств по сравнению с детергентами, полученными из тетрамера или разветвленных алкилирующих веществ.
П р е д м е т и з о б р е т е и и я
Сиособ нолучения алкилароматических углеводородов с применением алкилирования ароматического углеводорода олефинами, отличшош.ийся тем, что с целью получения
продукта, пригодного для биологически разлагаемых моющих средств, фракцию неразветвленных парафиновых углеводородовСю-Ci5 подвергают дегидрированию прл температуре 400-600°С в присутствии водорода и катализатора, содержащего металл VI группы или его окисел, металл VllI группы или его сульфид или окисел, и никель или кобальт, или платину или палладий, или их окислы, или сульфиды на глиноземном носителе, модифицированном окислом щелочного металла, процесс ведут со скоростью, при которой дегидрируется не более 25% парафинов, и полученную при этом смесь направляюг на алкилирование ароматического углеводорода с последующим выделением целевого продукта известным снособом и возвращением в процесс непрореагировавших исходных парафина и ароматического углеводорода.



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1973 |
|
SU398026A1 |
| СССРОпубликовано 07.Х11,1972. Бюллетень № 1за 1973Дата опубликования описания 5.III.1973УДК 665.652.4(088.8)Иностранец | 1973 |
|
SU361576A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНИЛАЛКАНОВ И СМАЗКА НА ИХ ОСНОВЕ | 2000 |
|
RU2237647C2 |
| В П Т Б | 1973 |
|
SU399144A1 |
| СПОСОБ ИЗОМЕРИЗАЦИИ УГЛЕВОДОРОДОВ | 1969 |
|
SU234957A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОАЛКИЛИРОВАННЫХ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ С ВЫСОКОЙ ЛИНЕЙНОСТЬЮ И РЕГУЛИРУЕМОЙ ИЗОМЕРИЕЙ | 2007 |
|
RU2460715C2 |
| КАТАЛИЗАТОР ДЛЯ КОНВЕРСИИ УГЛЕВОДОРОДОВ | 1973 |
|
SU381196A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВЫХ УГЛЕВОДОРОДОВ | 1971 |
|
SU309505A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФЕНИЛАЛКАНОВ С ИСПОЛЬЗОВАНИЕМ СЕЛЕКТИВНОГО АДСОРБЦИОННОГО РАЗДЕЛЕНИЯ И КОМПОЗИЦИЯ НА ИХ ОСНОВЕ | 2002 |
|
RU2296734C2 |
| СМАЗОЧНЬШ МАТЕРИАЛ | 1973 |
|
SU378025A1 |
