Известны устройства ДлЯ фСИЗВ:Дственной сигнализации, ко7орые обеспечивают передачу с исходного рабочего места, как например, печи на металлургических предприятиях, условных сигналов, дающих на последующие рабочие места указания о роде материала и обработке детали. В качестве указательных аппаратов применяются обычно лаипы накаливания, освещающие при горении цифровой условный сигнал.
Предлагаемое изобретение касается устройств такого рода, причем, согласно изобретению, упомянутые условные сигналы появляются на данном рабочем месте авто.матически еще до приема обрабатываемой детали, а именно в момент выхода последней с предыдущего рабочего места, и исчезают после ухода ее на последующее рабочее место. Оператор у печи должен только нажать соответствующие тем или иным сигналам кнопки прежде, чем он выпустит от себя заготовку, причем, как только последующее рабочее место освободится, может бы:ь выпущена следующая заготовка, условные сигналы для которой могут быть те же или в общем случае другие- Лальнейшее продвижение обрабатываемой детали с одного рабочего места на следующее лрсисхо(327)
дит при обязательном условии, что последнее свободно, но не требует от обслуасивающего персонала каких-либо сигнальных операций, так как они происходят автоматически.
Изобретение осуществлено посредством применения контакторов и вспомогательных реле, взаимная связь между которыми и составляет его сущность.
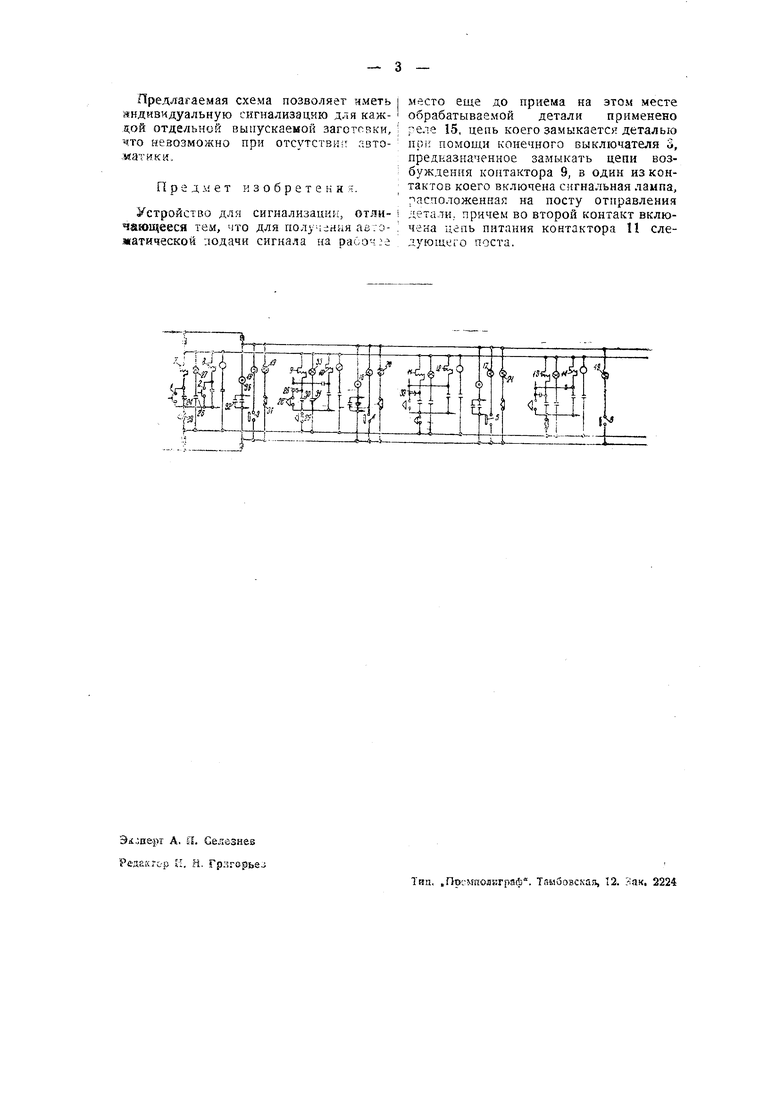
На прилагаемом чертеже изображена схема устройства, осущесгвляюпгая возможность передачи двоякого роДТ сигналов.
Каждое рабочее место оборудовано контактором, вспомогательными реле и тремя сигна 1ьными ламипмн, из которых две сигнализируют о роде материала и способе обработки детали, а третья, общая для всех сигналов, служит для указания, занято или свободно последующее рабочее место.
Приведение в действие цепи того млн другого сигнала производится оператором при помощи соответствующих кнопок 1 и 2 с нормально разомкнутым контактом. Передача сигналов от одного рабочего места к другому совершается при посредстве конечных выключателей 3, 4, 5, 6, установленных на каждом рабочем месте; контакты этих выключателей зпмыкпются обрабатываемо деталью после выхода п-я-ледней. Непосредст;зенно передающими данный сигнал аппаратами являются контакторы 7, 8, 9, 10, И, 12, 13, 14 с четырьмя парами нормально разомкнутых контактов. Конечные выключател: замыкают цепи последующих контакторов--через промежуточные реле 15, 16, 17, 18, а цепи последующих контакторов-через вспомогательхчые реле 19, 20, 21, в цепь каждого из которых входит контакт соответственног промежуточного реле. Все названные реле выполняются с .выдержкой времени при размыкании, чем обеспечивается необходимая послелователыюсть действия устройства. На последнем рабочем месте всгюмогателыюе реле не требуется. Действие устройства следующее. При нажатии на кнопку 1, благодаря тому, что реле 19 находится под током vi, следовательно, его контакт 23 в неа:-: обмотки контактера 7 замкнут, посл дНИИ возбуждается а замыкает свои контакты 24, 25, 26. Первый из них служит для замыкания цепи блокировки контактора после того, будет спят палец с кнопки 1; контакт 25 включает сигнальную лампу 27, освещающую данный сигнал; контакт 2S подготавливает цепь питания контактора 9, соответствующего тому же сигналу, но находящегося на следующем рабочем месте. Производя указанным образом включение контактора 7 на исходном рабочем месте, оператор выпускает обрабатываемую деталь на следующее рабочее место. Деталь при своем дви:;ени1 зааыкает конечный выключа ель о, благодаря чему реле 15 возбуждается и замыхает свои контакт 28 в ц&:пи контактора 9, и так как реле 20 находится юд током и держит свой контакт 29 в той же цепи замкнутым, а с д;.угой стороны контакт 23 б ,:л замкнут предварительным действием контактора 7 то контактор 9 гюлучает возбуждение и замыкает сиои четыре контакта ЙО 31, 32 и 3,1 Рс;зультатом срабатьзамкя реле 15 является еще размыкан1;е его контак та 34 в цепи реле 19 и ocлeднee, теряя возбуждение, размыкает с выдержкой времени свой контакт 23 в цепи кон актора 7, S с;;лу чего последний разыкает свои контакты, причем лампа 27 аснет. Четыре замклувикхся контакта , 1, 32 и 33 KOHf;jKi;opa 9 производят / сдующие действия: ; олтакг 30 замыает цепь блок-.фозки контактора, конакт 31 включает сигаальную лампу 35 ---„„„,, ,,пг-п.и. г.г,-, 32 ;а Л айном рабочем месте; контакт КЛ10чает сигнальную лампу 36 на преыдущем рабочем месте, горение котоой является сигналом о том, что поледующее рабочее место занято и, наконец, контакт 33 подготшливает цепь контактора II на третьем рабоче месте. Бла;-идзрн выдержке времени реле 15 и 19 обеспечивдется то, HT-J контакторе получит возоулсдоние раньше, чем его поте.ря:Т контактор 7. Дальнейщее движение заготово:-: автоматически вызывает аналогичное описпннбму действие у-мзатсльиых и снгналыг-дх ламп согласно назначению устройству, формулирозаннону в начале данного описания. Обрабатывпеиа: деталь не должна выпускаться с одного поста на следующий раньше, чем общая сигнальная лампа 36 данного поста не погаслг1, т. е. раньше, че:,: последующий пост еще не освободился. Выделение у; азательиых ламп на отдельные от катущки коы:а;;тороз контакты сделано по тем сообрпже}; дг;, чтобы избежать замыканн ;-;а л:;мп-.- разрядного тока катуплки коктакгора при размыкании цепи последПредлагаемог устройство устраняет ту значительную потерю времени,какая требуется на информацию всех рабо .их мест при каждом измгпен и производствеппых заданий-при изл енении rspoфил.й, размера сечекий, со./га металла и пр. при отсутствии автоматики. Св зевремепкооть автома1ической информации рабочих мест, а именно сейчас же по выходе з а-отовкл с ;федыдущего рабочего места, позволяет обслуживающему персоналу заранее подготовиться к нужным действилм соответственно сиги:.лизиру:мому Злданию. в силу этого ооеспечизается известная непрерывность производства и повыщается его :фоизводительность.
предлагаемая схема позволяет иметь индивидуальную сигнализацию для каждой отдельной выпускаемой заготовки, что невозможно при отсутстви;т автоматики.
П р е д :. е т и з о б р е т е к н я.
Устройство для сигнализации, отличающееся тем, что для получения авгожатической лодачи сигнала на райо-ч.е
место еще до приема на этом месте обрабатываемой детали применено реле 15, цепь коего замыкается деталью при помощи конечного выключателя 3, предназначенное замыкать цепи возбуждения контактора 9, в один из контактов коего включена сигнальная лампа, расположенная на посту отправления детали, причем во второй контакт включена цгпь питания контактора П следую1щ го поста.
| название | год | авторы | номер документа |
|---|---|---|---|
| Панель синхронизации генераторов учебной электростанции | 1986 |
|
SU1403218A1 |
| Устройство для управления бесклетьевым грузовым подъемником | 1949 |
|
SU91784A1 |
| Устройство для автоматического управления системой дымоудаления | 1973 |
|
SU475646A1 |
| Устройство для электрической транспортировки грузов | 1939 |
|
SU58608A1 |
| Устройство дистанционного автоматизированного управления шахтными разветвленными конвейерными линиями | 1974 |
|
SU700661A1 |
| Устройство для дистанционного и автоматического управления механизмами | 1934 |
|
SU42623A1 |
| Устройство электрического запуска газотурбинного двигателя | 1989 |
|
SU1756598A1 |
| Электрогидравлическая рулевая машина | 1983 |
|
SU1111943A1 |
| Устройство для управления летучими (роторными) ножницами прокатного стана | 1938 |
|
SU58920A1 |
| Устройство для аварийной сигнализации | 1980 |
|
SU868808A1 |

