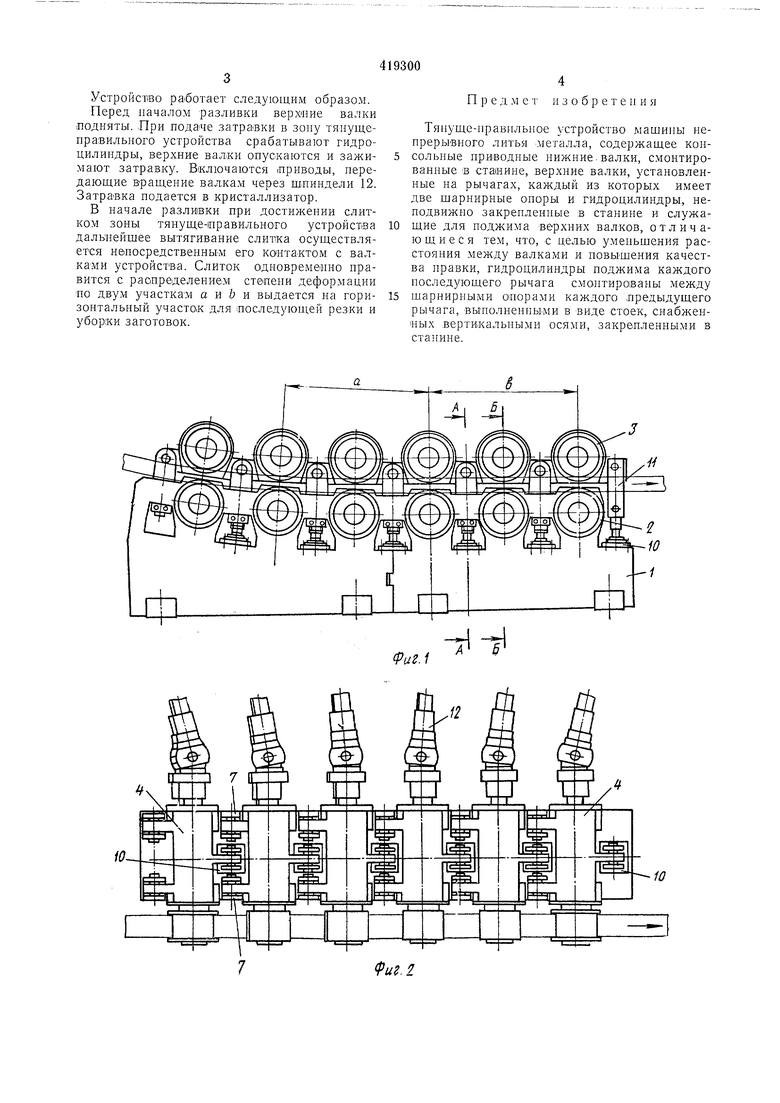
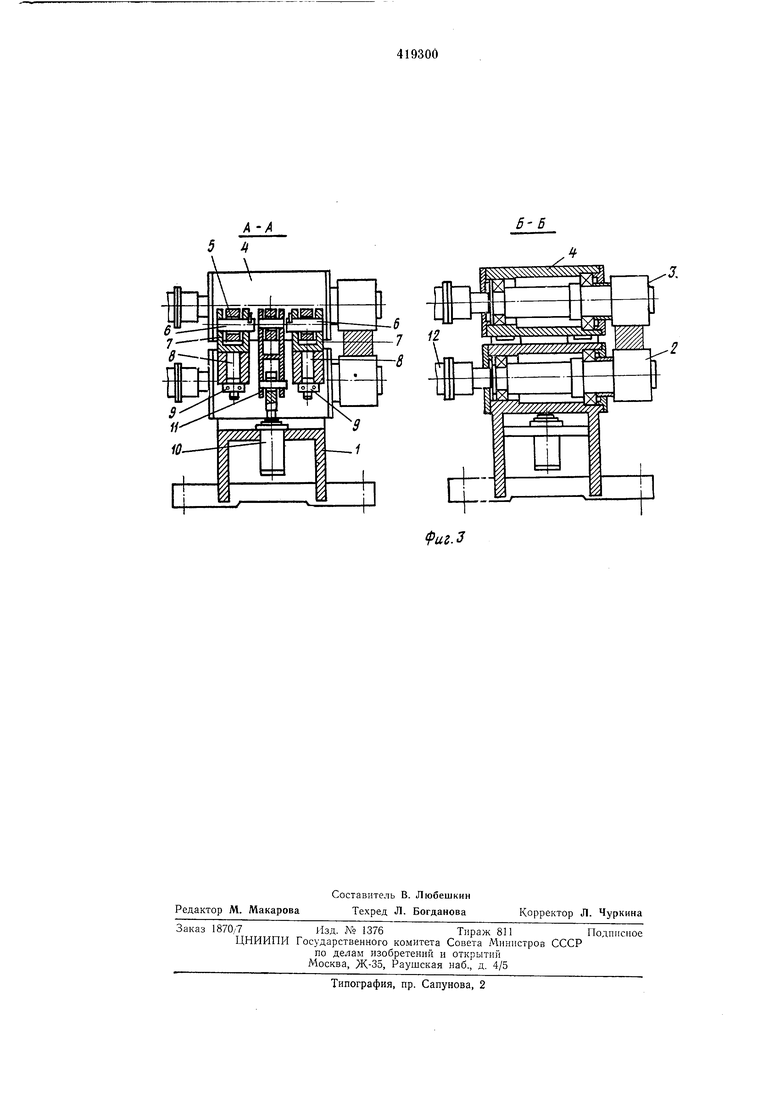
Известно тянуще-лравильное устройство машины непрерывного литья металла, содержащее консольные приводные нижние валки, смонтированные в станине, верхние валки, установленные на рычагах, каждый из которых имеет две шарнирные опоры и :гидроцилиндры, неподвижно закрепленные в станине и служащие для поджима верхних ваЛКов. Недостаток известного устройства состоит в том, что шарнирное крепление гидроцилиндров над рычагами верхних валков требует увеличения шага валков вследствие больших продольных габаритов гидроцилиндров, а это нежелательно с точки зрения правки -.металла. Применение разъема по оси шарниров опор рычагов облегчает монтаж и демонтаж их, но также вызывает увеличение шага валков в связи с необходимостью силового резьбового крепления крышек опор и увеличения вследствие этого их габаритов в направлении разливки. С щелью уменьшения расстояния между валками и .повышения качества правки ,в предложенном устройстве гидроцилиндры поджима каждого последующего рычага смонтированы между шарнирными опорами каждого предыдущего рычага, выполненными в виде цельных стоек, снабженных вертикальными осями, закрепленными в станине. На фиг. 1 и 2 показано предложенное устройство; на фиг. 3 - то же, разрезы по А-.А. и Б-Б на фиг. 1. В станине 1 предложенного устройства с.монтированы нижние валки 2. Верхние валки 3 установлены в рычагах 4, каждый из которых на втулках скольжения 5 и осях 6 закреплен на опорах 7, выполненных в -виде цельных стоек, снабженных вертикальными осями 8, которыми они крепятся в станине с помощью гаек 9. Конструкция опоры имеет минимальный габарит в направлении разливки, а отсутствие разъемов но осям шарниров равноценно компенсировано тем, что сами стойки опор выполнены отъемными, закрепляемыми в станине гайками. Гидроцилиндры 10 неподвижно установлены в станине и через промежуточные звенья 11 шарнирно соединены с рычагами верхних валков 3 для их (Поджима и разведения. Размещение гидроцилиндров для поджима каждого последующего рычага между опорами каждого предыдущего рычага (в направлении, поперечном оси литья) позволяет добиться компактности конструкции с равным количеством верхних и нижних валков при сокращении тата валков, что особенно необходимо при использовании дифференциальной правки металла.
Устройство ра ботает следующим образом.
Перед началом разливки верхние валки .подняты. Лри подаче затра вки в зону тянуидеправильного устройства срабатывают гидроцилиндры, верхние валки опускаются и зажимают затравку. Включаются приводы, передающие вращение вадкам через шпиндели 12. Затра-вка подается в кристаллизатор.
В начале разлввки при достижении слитком зоны тянуще-правильного устройства дальнейщее вытягивание слитка осуществляется непосредственным его контактом с валками устройства. Слиток одновременно правится с распределением степени деформации по двум участкам а и & и выдается на горизонтальный участок для последующей резки и уборки заготовок.
П р е д .м е т и з о б р е т е и и я
Тянуще-правильное устройство машины непрерывного литья металла, содержащее консольные приводные нижние-валки, смонтированные в стаиине, верхние валки, установленные на рычагах, каждый из которых имеет две щарнирные опоры и гидроцилиндры, неподвижно закрепленные в станине и служащие для поджима верхних валков, отличающиеся тем, что, с целью уменьщения расстояния между валками и повышения качества правки, гидроцилиндры поджима каждого последующего рычага смо-птированы между шарнирными опорами каждого предыдущего рычага, выполненными в виде стоек, снабженных вертикальными осями, закрепленными в станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тянущая клеть машины непрерывного литья металлов | 1976 |
|
SU695057A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2247004C1 |
| Радиальная установка непрерывной разливки металлов | 1971 |
|
SU398082A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Привод для установки непрерывной разливки металлов | 1976 |
|
SU715210A1 |
| Правильно-тянущая секция машины непрерывного литья заготовок | 1991 |
|
SU1759539A1 |
| ТЯНУЩЕЕ И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2166405C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1993 |
|
RU2073588C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ ПРУТКОВ НА МНОГОРУЧЬЕВОЙ УСТАНОВКЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 1999 |
|
RU2170639C2 |
(ри.2
