1
Изобретение относится к черной металлургии и нредназначено для радиальных установок непрерывной разливки металлов.
Известны радиальные установки, включающие роликовое направляющее устройство и валковую тянуще-правильную клеть, смонтированные на отдельных станинах с регулируемыми в радиальном направлении опорами.
Однако в таких установках при монтаже и настройке оборудования требуется производить сложные регулировочные работы одновременно на нескольких опорах, расположенных в разных точках криволинейной части установки, добиваясь соосности направляющих поверхностей роликов и валков.
Кроме того, в месте стыка роликового устройства и клети на опоры обеих станин действуют нагрузки, вызванные реакцией валков и роликов на правку слитка.
С целью устранения указанных недостатков в предлагаемой установке ролики и валки смонтированы на общей станине, укрепленной на двух опорах, одна из которых выполнена в виде щариирного соединения и расположена в вертикальной плоскости, проходящей через центр кривизны мащины.
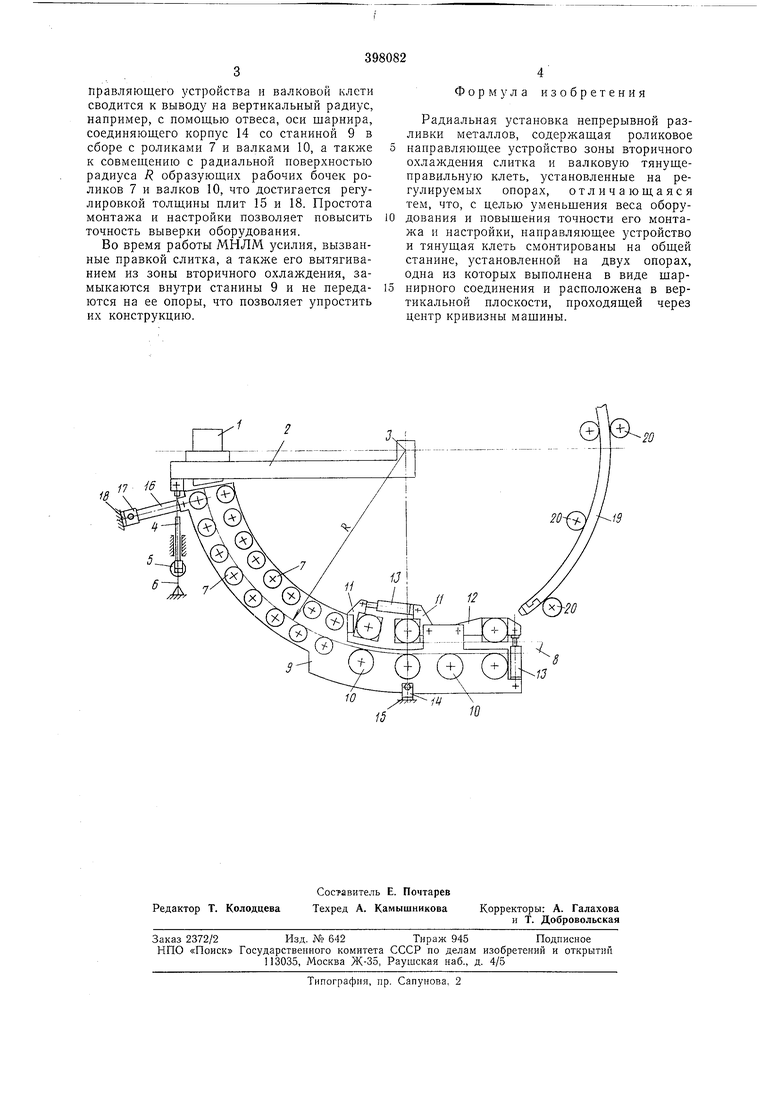
На чертеже изображена предлагаемая радиальная установка, общий вид.
Установка включает кристаллизатор 1, установленный на раме 2, шарнирно укрепленной в центре 3 кривизны мащины. Радиус кривизны установки - R. Механизм качания кристаллизатора 1 содержит толкатель 4, ролик 5 и приводной кулачок 6. Направляющие ролики 7 зоны вторичного
охлаждения слитка 8 установлены на станине 9, на которой смонтированы также тянуще-правильные валки 10, из которых расположенные по вогнутой грани слитка 8 укреплены на рычагах 11 и 12 и могут перемещаться с помощью цилиндров 13. Станина 9 установлена на двух опорах, одна из которых включает корпус 14, шарнирно соединенный со станиной 9 и укрепленный на плите 15, а вторая - радиально расположенный рычаг 16, шарнирно соединенный как со станиной 9, так и с корпусом 17, укрепленным на плите 18.
Ось шарнирного соединения станины 9 и корпуса 14 расположена в вертикальной
плоскости, проходящей через центр 3 кривизны. В этой же плоскости расположены оси одной пары валков 10. Затравка 19 во время уборки направляется роликами 20. Во время монтажа и настройки оборудования установка и выверка роликового направляющего устройства н валковой клети сводится к выводу на вертикальный радиус, например, с помощью отвеса, оси шарнира, соединяющего корпус 14 со станиной 9 в сборе с роликами 7 и валками 10, а также к совмещению с радиальной поверхностью радиуса R образующих рабочих бочек роликов 7 и валков 10, что достигается регулировкой толщины плит 15 и 18. Простота монтажа и настройки позволяет повысить точность выверки оборудования.
Во время работы МНЛМ усилия, вызванные правкой слитка, а также его вытягиванием из зоны вторичного охлаждения, замыкаются внутри станины 9 и не передаются на ее опоры, что позволяет упростить их конструкцию.
Формула изобретения
Радиальная установка непрерывной разливки металлов, содержащая роликовое направляющее устройство зоны вторичного охлаждения слитка и валковую тянущеправильную клеть, установленные на регулируемых опорах, отличающаяся тем, что, с целью уменьшения веса оборудования и повышения точности его монтажа и настройки, направляющее устройство и тянущая клеть смонтированы на общей станине, установленной на двух опорах, одна из которых выполнена в виде шарнирного соединения и расположена в вертикальной плоскости, проходящей через центр кривизны машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2127168C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2496603C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2129934C1 |
| Машина для непрерывного литья металла | 1973 |
|
SU480491A1 |
| Профилегибочный стан | 1979 |
|
SU804075A1 |
| Кольцевая установка для совмещенной разливки и прокатки металлов | 1970 |
|
SU330700A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1973 |
|
SU404202A1 |
