1
Изобретение относится к литейному производству и может быть использовано для кокильной отливки различных Изделий.
Известны многопозиционные установки для литья металла в -постоянные формы, содержащие ловоротный барабан с кокильными полуформами, толкательные плиты с роликами, взаимодействующими с неподвижным кулачком, и расположенную на позиции заливки крышку с приводом сборки и запирания полуформ. Однако известные устройства содержат два автономных привода, один из которых предназначен для периодического поворота ротора с нолуформами, а другой - для сборки и запирания полуформ. Наличие двух приводов приводит к неизбежному рассогласованию синхронности поворота ротора с полуформами с закрыванием и запиранием литейных форм.
Цель изобретения заключается в создании машины, обеопечивающей синхронизацию закрывания и затирания полуформ с поворотом ротора. Это достигается тем, что машина снабжена лишь одним приводом, а механизм поворота ротора выполнен в виде смонтированного на валу последнего четырехпозиционного храпового колеса, охватываемого поворотной обоймой с шарнирно установленным на ней и воздействующим на храновое колесо поводком, своей осью качания взаимодействующим с установленной на тяге привода кареткой; на тяге привода смонтирован упор, кинематически связанный с толкательной плитой механизма извлечения отливок. Кинематическая связь упора тяги привода с толкательной плитой может быть выполнена в виде двуплечего Г-образного рычага, одно плечо которого шарпирно установлено на раме, свободное ллечо - воздействует на подпружиненную относительно рамы толкательную плиту и основание - взаимодействует с упором. Целесообразно также, чтобы в основании кареткн имелся профилированный упор.
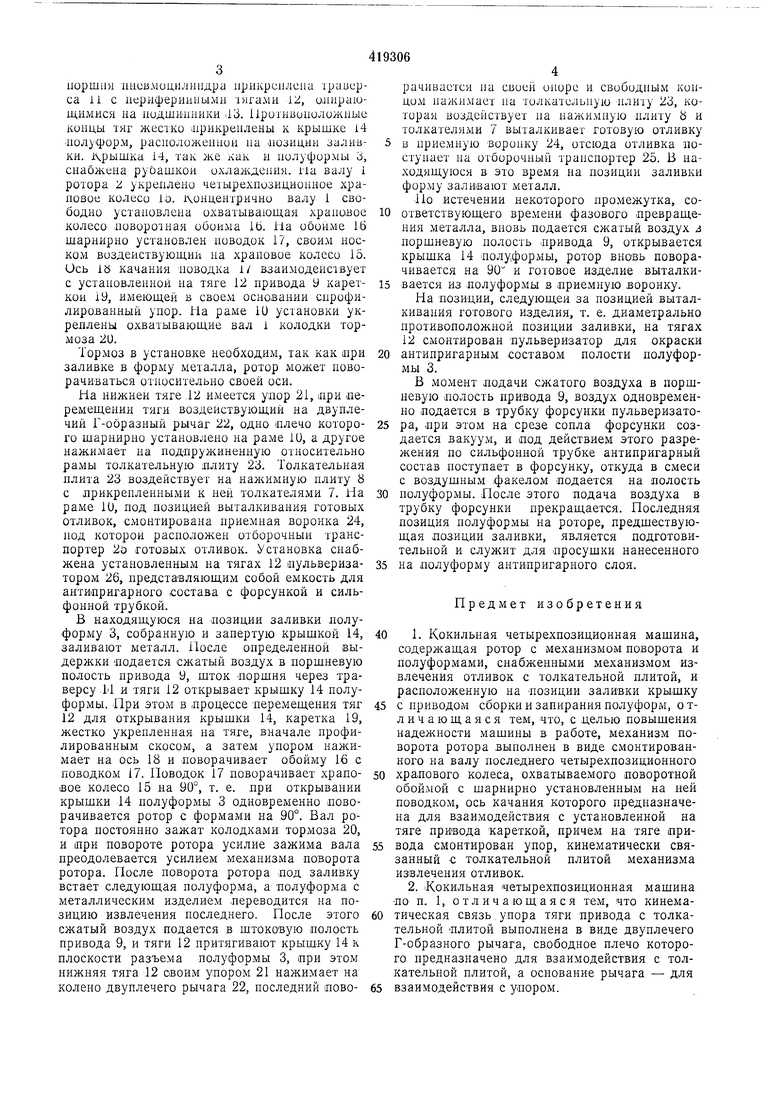
На фиг. 1 нзо.бражена описываемая машипа, общий вид и разрез по А-А; на фиг. 2 - то же, план (половина проекции); на фиг. 3- частичный разрез по Б-Б на фиг. 1.
Кокильная четырехпозиционная машина содержит смонтированный на горизонтальном
валу 1 ротор 2, на граня. которого укреплены охлаждаемые водой полуформы 3. Подвод воды осуществляют по трубопроводам 4 от коллектора охлаждення. Рубашка охлаждения 5 полуформ 3 расположена между полуформой и механизмом 6 извлечения отливок, состоящим из толкателей 7, прикрепленных к нажимной плите 8. Установка снабжена приводо.м 9 сборки и запирания полуформ, выполненным в виде пневмоцилиндра, закрепленного на раме 10 установки. К штоку поршня иисвмоцнлнндра прикреплена траиерса 11 с периферийными иягами I/, олираюш,имися на ПОДШИПНИКИ il3. Иротивоположпые коиды тяг жестко афикреилены к крышке 14 а1олу форм, расположеипои па позиции заливки. 1 рышка И, так же как и полу формы 3, спабжеиа ру&ашкоп охлаждепия. па валу 1 ротора 2 укреилеио четырехпозиционное храповое колесо ib. 1 онцентрично валу 1 свободно установлена охватываюш,ая храповое колесо поворотная обойма 1Ь. На обойме 16 шарнирно установлен поводок 17, своим носком воздеиствуюш,ии на храповое колесо 15. Ось la качания поводка 1/ взаимодействует с установленной на тяге 12 привода У кареткоп 19, имеюш,ей в своем основании спрофилированный упор. На раме iU установки укреплены охватывающие вал 1 колодки тормоза 20. Тормоз в установке необходим, так как при заливке в форму металла, ротор может новорачиваться относительно своей оси. На нижней тяге ,12 имеется упор 21, при перемещении тяги воздействующий на двуплечий Г-образный рычаг 22, одно плечо которого щарнирно установлено на раме 10, а другое нажимает на подпружиненную относительно рамы толкательную плиту 23. Толкательная плита 23 воздействует на нажимную плиту 8 с прикрепленными к ней толкателями 7. На раме 10, под позицией выталкивания готовых отливок, смонтирована приемная воронка 24, под которой расположен отборочный транспортер 2а готовых отливок. Установка снабжена установленным на тягах 12 пульверизатором 26, представляющим собой емкость для антипригарного состава с форсункой и сильфонной трубкой. В находящуюся па позиции заливки полуформу 3, собранную и запертую крышкой 14, заливают металл. После определенной выдержки подается сжатый воздух в порщневую полость привода 9, щток поршня через траверсу L1 и тяги 12 открывает .крышку 14 полуформы. При этом в процессе перемещения тяг 12 для открывания крышки 14, каретка 19, жестко укрепленная па тяге, вначале профилированным скосом, а затем упором нажимает па ось 18 и поворачивает обойму 16 с поводком 17. Поводок 17 поворачивает храпоiBoe колесо 15 па 90°, т. е. при открывании крышки 14 полуформы 3 одновременно поворачивается ротор с формами на 90°. Вал ротора постоянно зажат колодками тормоза 20, и яри повороте ротора усилие зажима вала преодолевается усилием механизма поворота ротора. После поворота ротора под заливку встает следующая полуформа, а полу|форма с металлическим изделием переводится на позицию извлечения последнего. После этого сжатый воздух подается в штоковую полость привода 9, и тяги 12 притягивают крышку 14 к плоскости разъема полуформы 3, при этом нижняя тяга 12 своим упором 21 нажимает на колено двуплечего рычага 22, последний поворачивается па своей опоре и свободным концом нажимает на толкательную плиту 23, которая воздействует па пажимпую плиту 8 и толкателями 7 выталкивает готовую отливку в приемную воронку 24, отсюда отливка поступает на отборочный транспортер 25. В находящуюся в это время на позиции заливки форму заливают металл. По истечении некоторого промежутка, соответствующего вре.мени фазового превращения металла, вновь подается сжатый воздух поршневую полость привода 9, открывается крышка 14 полуформы, ротор вновь поворачивается на 90 и готовое изделие выталкивается из полуформы в приемную воронку. Па позиции, следующей за позицией выталкивания готового изделия, т. е. диаметрально противоположной позиции заливки, на тягах 12 смонтирован пульверизатор для окраски антипригарным составом полости полуформы 3. В момент подачи сжатого воздуха в поршневую полость привода 9, воздух одновременно подается в трубку форсунки пульверизатора, при этом на срезе сопла форсунки создается вакуум, и под действием этого разрежения по сильфопной трубке антипригарный состав поступает в форсунку, откуда в смеси с воздушным факелом подается на полость полуформы. После этого подача воздуха в трубку форсунки прекращается. Последняя позиция полуформы на роторе, предществующая позиции заливки, является подготовительной и служит для просушки нанесенного на полуформу антипригарного слоя. Предмет изобретения 1. Кокильная четырехпозиционная машина, содержащая ротор с механизмом поворота и полуформами, снабженными механизмом извлечения отливок с толкательной плитой, и расположенную на позиции заливки крышку с приводом сборки и запирания полуформ, отличающаяся тем, что, с целью повыщения надежности .машины в работе, механизм поворота ротора выполнен в виде смонтированного на валу последнего четырехпозиционного храпового колеса, охватываемого поворотной обоймой с шарнирно установленным на ней поводком, ось качания которого предназначена для взаимодействия с установленной на яге привода кареткой, причем на тяге приода смонтирован упор, кинематически свяанный с толкательной плитой механизма извлечения отливок. 2. |Кокильная (четырехпозиционная машина о п. 1, отличающаяся тем, что кипемаическая связь,упора тяги привода с толкаельной плитой выполнена в виде двуплечего -образного рычага, свободное плечо котороо предназначено для взаимодействия с толательной плитой, а основание рычага - для заимодействия с упором. -31 щ ШПГ со Г-. N jt ; и гшод II I $
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬНЫЙ МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОАЛЮМИНИЕВЫХ ОТЛИВОК | 1994 |
|
RU2062681C1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Устройство для сборки безопочных форм и простановки стержней | 1973 |
|
SU994103A1 |
| КОКИЛЬНЫЙ СТАНОК | 1992 |
|
RU2041770C1 |
| Кокильная карусельная машина | 1984 |
|
SU1253721A1 |
| Кокильный станок | 1978 |
|
SU778921A1 |
| КОКИЛЬНАЯ МАШИНА | 1970 |
|
SU282619A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| КОНВЕЙЕР ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1968 |
|
SU212466A1 |
| Карусельная кокильная машина | 1978 |
|
SU749559A1 |

