Изобретение относится к литейному производству, в частности к устройствам для кокильного литья.
Известна кокильная машина Lk3P фирмы Eskofier (см.Николаенко Е.Г. и др. Механизация и технология производства кокильного литья. Киев, Техника, 1969, с. 116, 117, рис. 46), содержащая подвижную плиту, перемещающуюся по двум диагонально расположенным цилиндрическим направляющим, жестко связывающим неподвижную подкокильную плиту и стойку с гидроцилиндром перемещения подвижной плиты.
Жесткая установка направляющих не позволяет обеспечить расширение (перемещение) подвижной плиты на величину теплового расширения. Это приводит к повышенному износу направляющих, к снижению усилия на штоке цилиндра и к повышенному напряженному состоянию всей конструкции машины.
Известен силовой механизм (авт. свид. N 722669, кл. В 22 D 15/04, 1980), содержащий станину, неподвижно закрепленный на ней корпус с цилиндром горизонтального перемещения формодержателя крепления металлической части формы (полуформ), призматические направляющие корпуса и формодержателя, плавающие втулки, установленные в станине и подпружиненные относительно нее, и цилиндрические направляющие формодержателя. Наружные поверхности втулок и соответствующие им гнезда в станине в поперечном сечении выполнены прямоугольной формы.
При заливке кокиля расплавом формодержатель с полуформой, как более нагретые, расширяются и перемещаются вместе с цилиндрическими направляющими и плавающими втулками относительно пазов станины на величину теплового расширения.
В холодном (ненагретом) состоянии пружины устанавливают формодержатель вместе с цилиндрическими направляющими в исходное нейтральное положение, при котором ось формодержателя совпадает с продольной осью силового механизма.
При подготовке кокиля к работе (нагреве) формодержатель будет перемещаться вместе с цилиндрическими направляющими и плавающими втулками, преодолевая сопротивление пружин, при этом его продольная ось установится в положение, которое зависит от технической характеристики (жесткость) правосторонней и левосторонней пружин, величины теплового расширения отдельных частей полуформы, определяющим фактором которого являются их теплоемкость и температура нагрева и ряд других причин.
В результате воздействия перечисленных факторов на формодержатель последний сместится относительно исходной нейтральной оси в ту или иную сторону.
Такое же явление будет характерным и для второго парного формодержателя.
Вследствие смещения формодержателей друг относительно друга будут смещены также центрирующие штыри и втулки полуформ (Справочник по литейной оснастке Чернов Ю.И. М. Машгиз).
При сборке кокиля совмещение полуформ будет обеспечиваться за счет усилий приводных цилиндров, при этом спаривающие штыри будут подвержены повышенному износу, а полуформы усилению напряженного состояния, деформации и коробления. Это потребует проведения их преждевременного ремонта и замены.
Кроме того, будет иметь место снижение мощности на штоке цилиндров перемещения полуформ и КПД устройства.
Известна кокильная машина, содержащая раму, подвижный и неподвижный формодержатель с закрепленными на них полуформами.
Неподвижный формодержатель жестко закреплен на раме машины и снабжен устройством для выталкивания отливок. Подвижный формодержатель установлен на направляющих штангах и снабжен цилиндром его перемещения, а также устройством для выталкивания отливок.
Жесткая установка направляющих штанг относительно рамы и формодержателей прилегающих к ним деталей ведет к короблению подкокильных плит, кокилей и направляющих штанг. А это, в свою очередь, вызывает повышенный износ направляющих штанг и сопрягаемых с ними деталей, неточную сборку форм и как следствие, брак отливок. Вследствие возникающих перекосов снижается мощность на штоках цилиндров перемещения.
Предлагаемый кокильный станок также содержит раму с направляющими, на которых установлен подвижный формодержатель с полуформой и устройством для выталкивания отливок. Привод (цилиндры) перемещения подвижного формодержателя закреплен на раме. Неподвижный формодержатель закреплен на раме станка и снабжен устройством для выталкивания отливки из полуформы.
Отличительной особенностью изобретения является то, что оба формодержателя установлены с возможностью однонаправленного теплового перемещения относительно рамы и неподвижной направляющей. Это перемещение происходит (при работе станка) перпендикулярно направлению движения подвижного формодержателя с полуформой. Для этого одна из направляющих установлена на раме подвижно за счет тепловых зазоров, а неподвижный формодержатель со стороны этой направляющей установлен на раме также подвижно, со стороны неподвижной направляющей он прикреплен к раме жестко.
Такая установка формодержателей и направляющих обеспечивает равномерное одностороннее перемещение полуформ, их точную сборку, устраняет перекосы при их перемещении. Это повышает долговечность станка, надежность его работы и высокое качество отливок.
Техническим результатом, обеспечиваемым изобретение, является повышение показателей надежности долговечности, безотказной наработки и экономного использования (уменьшение расхода энергоносителей, сокращение сроков при проведении технического обслуживания).
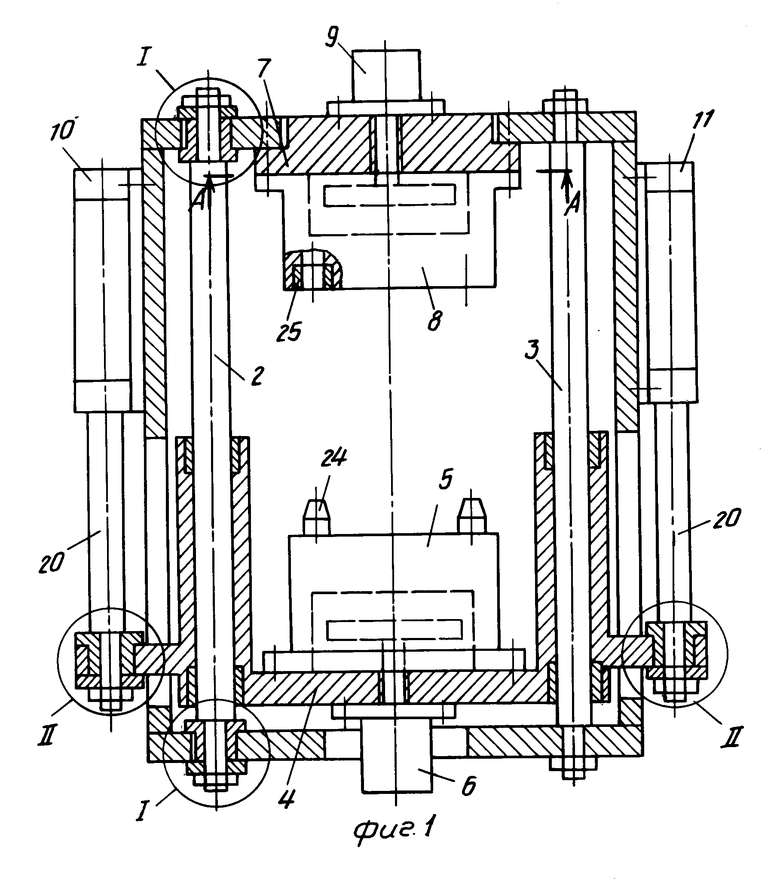
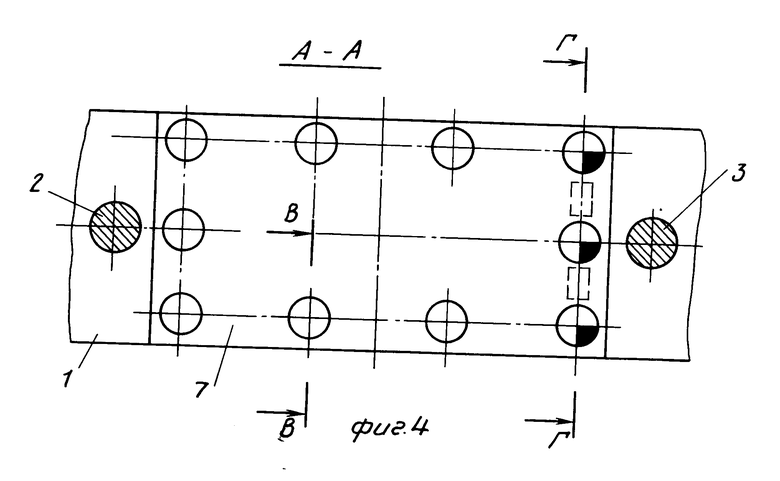
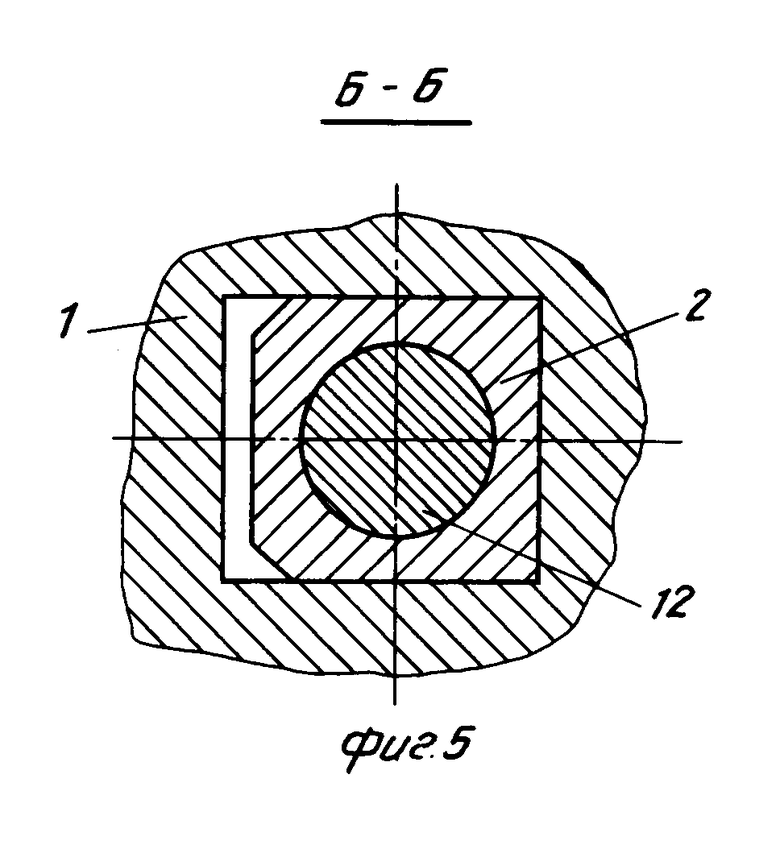
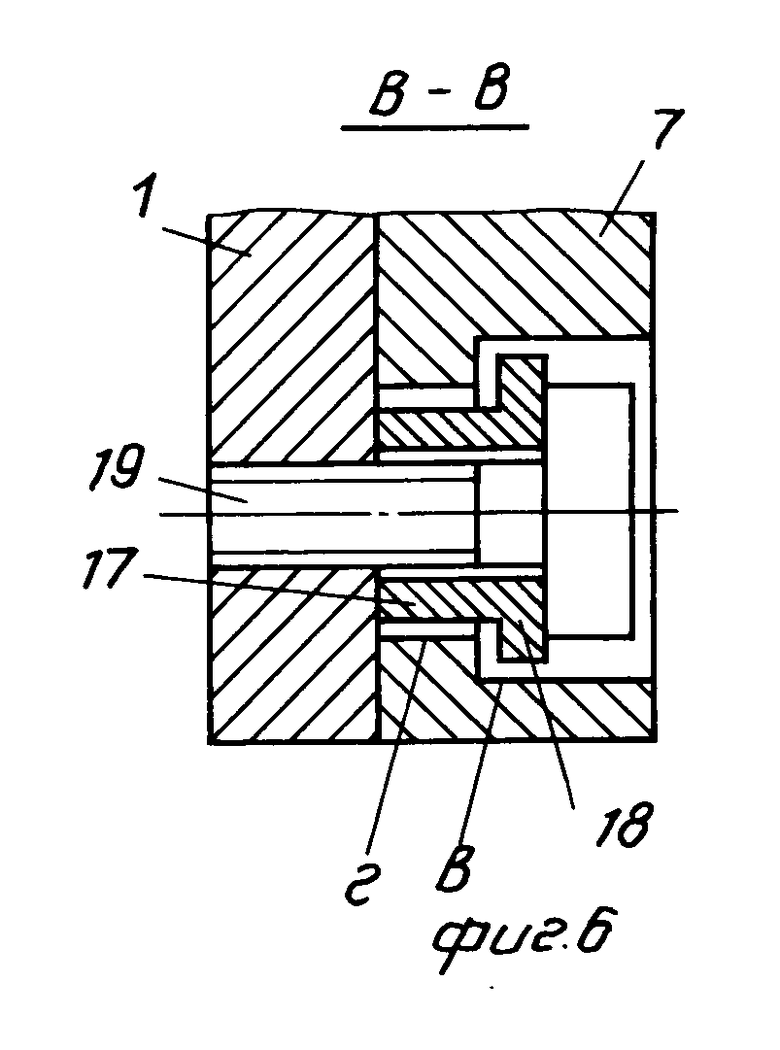
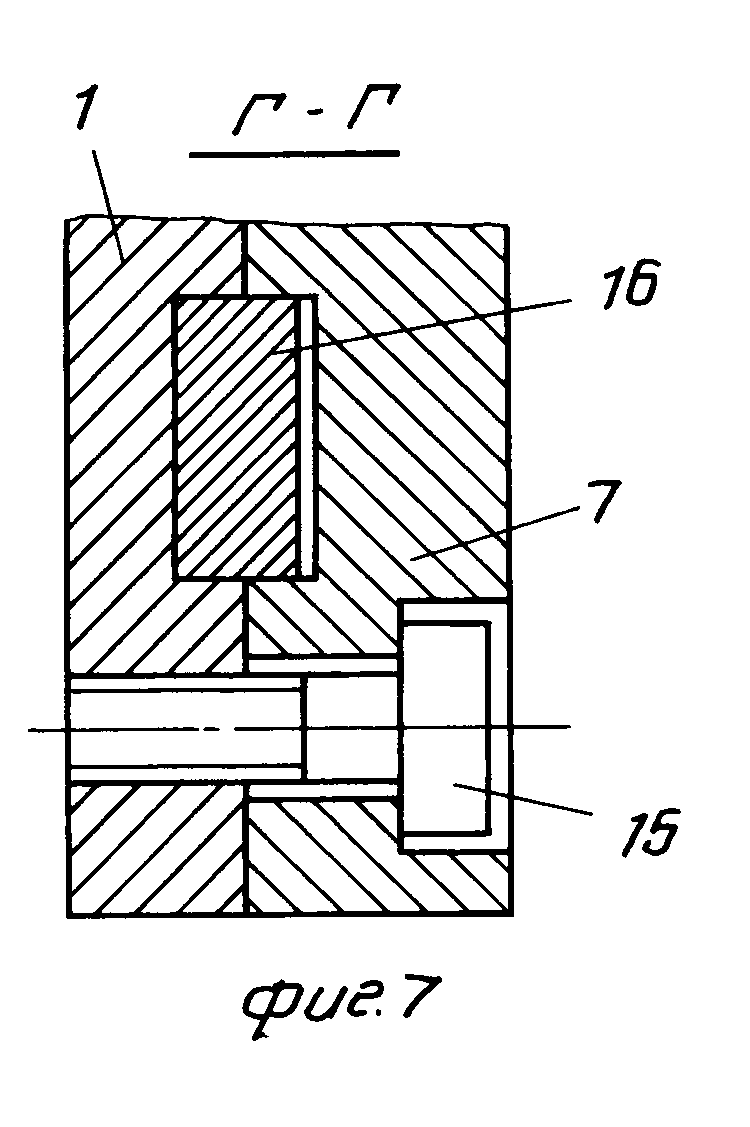
На фиг. 1 изображен кокильный станок, разрез; на фиг.2 узел I на фиг.1; на фиг. 3 узел II на фиг. 1; на фиг.4 разрез А-А на фиг. 1; на фиг.5 разрез Б-Б на фиг.2; на фиг.6 разрез В-В на фиг.4; на фиг.7 разрез Г-Г на фиг.5.
Кокильный станок состоит из рамы 1 с направляющими 2 и 3, подвижного формодержателя 4 с полуформой 5 и цилиндром 6 выталкивания, неподвижного формодержателя 7 с полуформой 8 и цилиндром 9 выталкивания, цилиндров 10, 11 перемещения подвижного формодержателя 4.
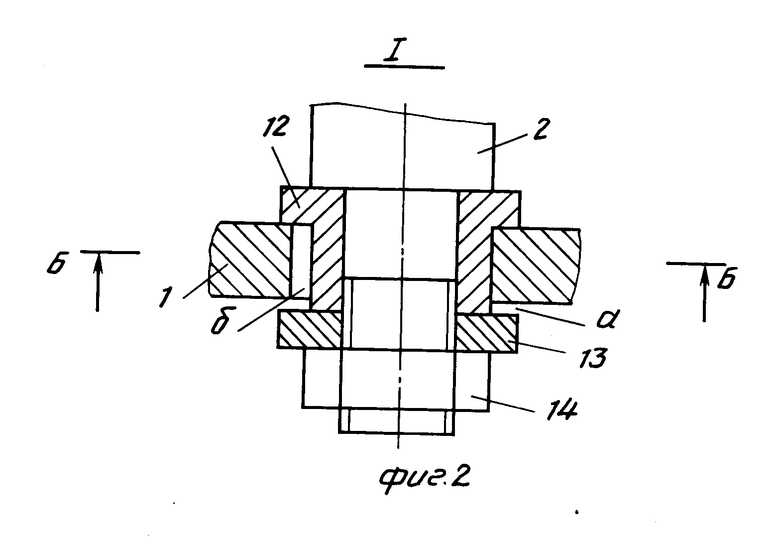
Направляющая 3 закреплена на раме 1 неподвижно, а направляющая 2 подвижно, посредством закрепительных втулок 12, шайб 13 и гаек 14 (фиг.2). Между торцовыми поверхностями рамы 1 и шайб 13 имеется зазор а, выполненный по допускам посадки движения, а между боковыми поверхностями втулки 12 и рамы 1 зазор б, величина которого превышает величину допуска на тепловое перемещение формодержателя 4.
Неподвижный формодержатель 7 закреплен на раме 1 со стороны неподвижной направляющей 3 посредством винтов 15 и шпонок 16 неподвижно (фиг.7), а с другой стороны с возможностью перемещения посредством закрепительных втулок 17 с буртами 18 и винтов 19 (фиг.6).
Между торцовыми поверхностями формодержателя 7 и буртов 18 втулок 17 имеется зазор в, выбранный в пределах допусков посадки движения, а между боковыми поверхностями втулок 17 и формодержателя 7 зазор г, превышающий величину допуска на тепловое перемещение неподвижного формодержателя 7.
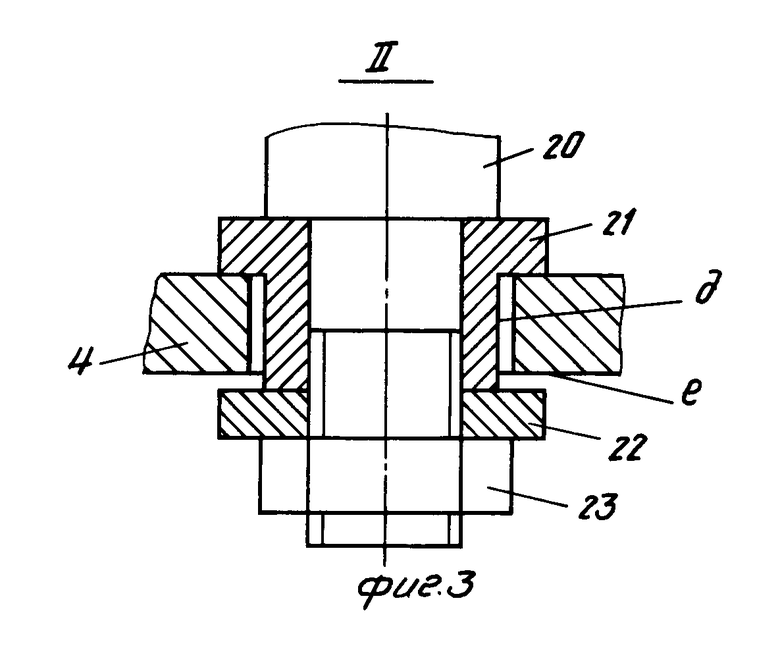
Штоки 20 цилиндров 10 и 11 свободно связаны с формодержателем 4 посредством закрепительных втулок 21, шайб 22 и гаек 23 (фиг.3). Втулки 21 установлены в формодержателе 4 с зазорами д и е, обеспечивающими его свободное тепловое перемещение относительно штоков 20.
Наружная поверхность втулок 12 и соответствующие им гнезда в формодержателе 4 выполнены прямоугольной формы. Полуформы 5 и 8 спариваются между собой центрирующими штырями 23 и втулками 25.
Устройство работает следующим образом.
После заливки справа и отверждения отливки включают цилиндры 10 и 11 и раскрывают подвижную полуформу 5, при этом одновременно включается цилиндр 9 и его толкательная плита (на чертеже не показана) выталкивает отливку из неподвижной полуформы 8, сопровождая ее вместе с перемещающейся подвижной полуформой 5. Затем в конце хода подвижного формодержателя 4 дают команду на включение цилиндра 6 и его толкательная плита (на чертеже не показана) выталкивает отливку из подвижной полуформы 5.
При подготовке кокиля к заливке (нагреве) подвижный формодержатель 4 вместе с полуформой 5 нагреваются и, расширяясь, перемещаются вместе с направляющей 2 и втулками 12 относительно неподвижной направляющей 3. Неподвижный формодержатель 7 перемещается относительно винтов 15 и шпонок 16.
Таким образом, и подвижный и неподвижный формодержатели имеют фиксированные базы (неподвижная направляющая и элементы жесткого одностороннего крепления неподвижного формодержателя), относительно которых происходит их одностороннее тепловое перемещение. Благодаря этому достигается точная и соосная сборка полуформ, что позволяет повысить надежность работы устройства, выражающееся в улучшении эксплуатационных показателей: уменьшение износа спаривающих штырей полуформ, уменьшение коробления и увеличение срока службы полуформ. Достигается также повышение КПД устройства за счет более рационального использования мощности цилиндров горизонтального перемещения.
Использование устройства позволяет увеличить срок службы элементов кокильной оснастки (полуформ, спаривающих штырей, формообразующих частей кокиля), снизить расход энергоносителей, уменьшить расходы на технологическое обслуживание оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для извлечения нижнего стержня и выталкивания отливки из кокиля | 1986 |
|
SU1519833A1 |
| Устройство для выталкивания отливок | 1978 |
|
SU774787A1 |
| Силовой механизм | 1980 |
|
SU869952A1 |
| Карусельная кокильная машина | 1980 |
|
SU925541A1 |
| Кокильная секция | 1981 |
|
SU1036443A1 |
| Кокильная машина | 1982 |
|
SU1061923A1 |
| Кокильная машина | 1981 |
|
SU1016053A1 |
| Кокильный станок | 1974 |
|
SU497093A1 |
| Устройство для извлечения верхнего металлического стержня из кокиля | 1982 |
|
SU1057175A1 |
| КОКИЛЬНАЯ МАШИНА | 1970 |
|
SU282619A1 |
Изобретение относится к литейному производству, в частности, к устройствам для литья в металлические формы. Сущность изобретения: кокильный станок содержит раму с направляющими, одна из которых закреплена неподвижно, подвижный и неподвижный формодержатели с полуформами и устройствами для выталкивания отливок, и привод перемещения подвижного формодержателя. Формодержатели установлены с возможностью перемещения относительно рамы и подвижной направляющей, вторая направляющая установлена подвижно относительно рамы, а неподвижный формодержатель закреплен на раме с возможностью перемещения со стороны неподвижной направляющей. Предложенная установка формодержателей и направляющих обеспечивает равномерное одностороннее перемещение полуформ, их точную сборку, устраняет перекосы при их перемещении. 7 ил.
КОКИЛЬНЫЙ СТАНОК, содержащий раму, направляющие, одна из которых закреплена на раме неподвижно, подвижный и неподвижный формодержатели с полуформами и устройствами для выталкивания отливок, привод перемещения подвижного формодержателя, отличающийся тем, что формодержатели установлены с возможностью перемещения относительно рамы и неподвижной направляющей, при этом вторая направляющая установлена подвижно относительно рамы, а неподвижный формодержатель закреплен на раме с возможностью перемещения со стороны неподвижной направляющей.
| Дубинин Н.П | |||
| и др | |||
| Кокильное литье, Справочное пособие, М,: Машиностроение, 1967, с | |||
| АВТОМАТ ДЛЯ ПУСКА В ХОД ПОРШНЕВОЙ МАШИНЫ | 1920 |
|
SU299A1 |
