(54) УСТРОЙСТВО для СБОРКИ БЕЗОПОЧНЫХ ФОРМ И ПРОСТАНОВКИ СТЕРЖНЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Установка для изготовления стопки безопочных форм | 1976 |
|
SU620330A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Устройство для простановки стержней | 1975 |
|
SU518267A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Агрегат безопочной горизонтально-стопочной формовки,сборки и простановки стержней | 1983 |
|
SU1125089A1 |
| Линия для изготовления литейных форм | 1981 |
|
SU1131588A1 |
| Автоматическая формовочная линия | 1975 |
|
SU531655A1 |
| Установка для изготовления безопочных форм | 1975 |
|
SU555971A1 |


Изобретение относится к питейному производству, в частности, к оборудованию для изготовления безопочных питейных форм.
Известно устройство для простановки стержней и сборки форм при горизонтально-стопочной беэм1бчной фqpмoвкe С1 3, содержащее манипулятор с кондуктором, подающим стержни сбоку формы путем поворота рычага, и сборочное приспособ- пение..
Наиболее бпвзко к предлагаемому устройство для простановки стержней и сборки безопочных форм, по оляю- ,, шее совместить операции простановки стержней и сборки форм 23Устройство содержит механизм фиксации стержней, плиту выталкивания и поршневой привод горизонтального перемеще- 20 ния.
Оййим недостатком указанных устройств является невозможность простановки стержней в безопочные формы при изготовлении одной отливки в нескольких безопочных формах.
Цель изофетения - повышение проиаводаггельности и металлоемкости путем одновременной простановки нескошуких стержней.
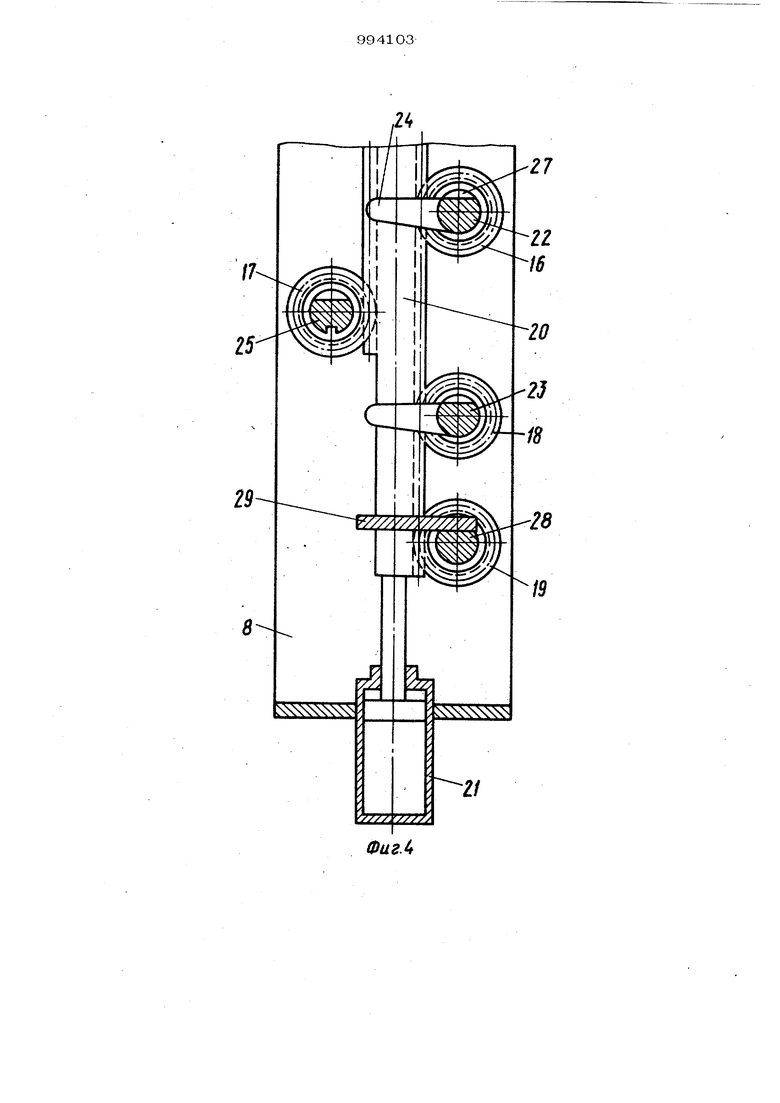
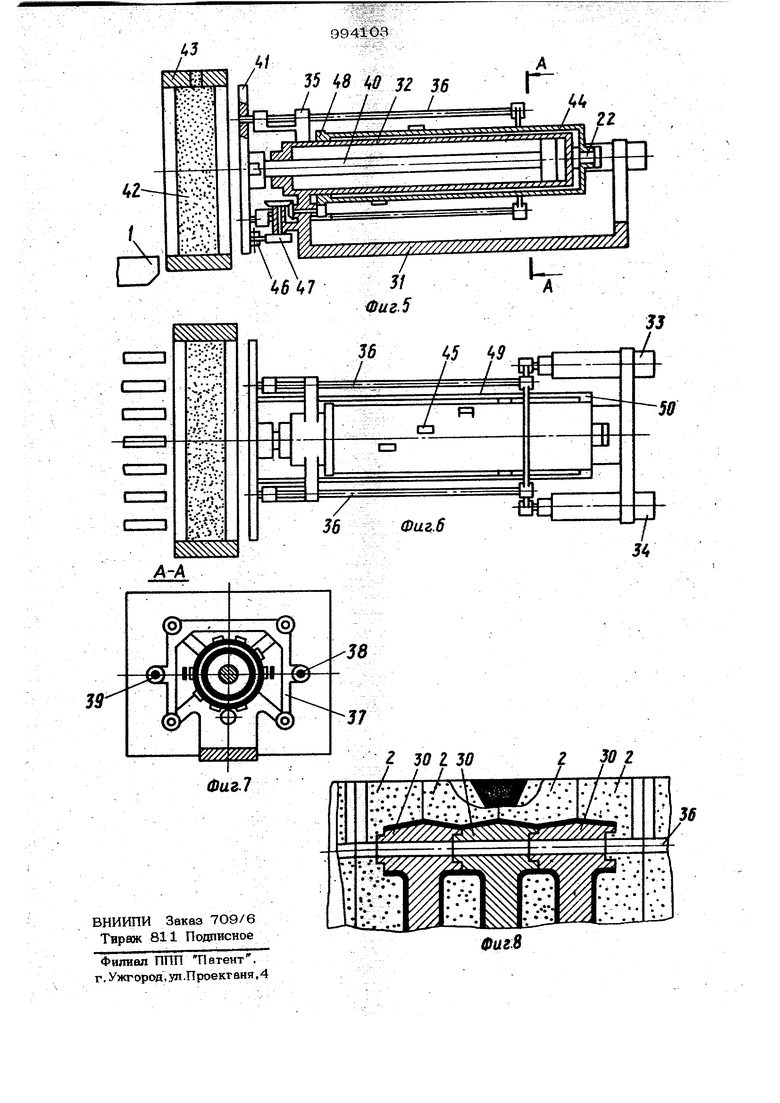
Поставленная цель достигается тем, что в устройс-гее, содержащем: мекащ финсаови стеркней, плиту вытаипгаванвя и поршневой привод горизонтального перемещения, механизм фиксации стержней выполнен в виде размешенной на напр&впя1йших, перпендикулярных направлению перемешения форм, ;тележк1{ с шарнврно установленными по числу проставляемых стержней рамками, каждая на которых снабжена поворотными штангами, связан- ными реечной передачей с соответствующим поршневым приводом, причем боковые несут упоры, нижняя - опорную пластину, а средняя штанга установлена с возможностью осевого перемещения и сна€й(ена рукояткой с фиксатором, причем на поршневом приводе плиты выталкивания телескопически установлена поворотная обойма,связанная с плитой храповым механизмом, на боковой поверхности которой установлены кулачки, предназначенные для взаимодействия с упорами плиты выталкивания; Устройство снабжено прошивнымишомполами с телескопическим приводом, установленными симметрично и параллел но относительно образующей обоймы. Калодая рамка снабжена поводком с роликом, предназначенш п 1 для взаимодействия с направляющими. Направляющая в зоне взаимодействия с роликом имеет криволинейный профиль На фиг. 1 изображен механизм фикса .ции стержней, вид сбоку; на фиг. 2,то же, вид сверху; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - механизм зах вата стержней; ..на фиг. 5 - толкательсборщик, вид сбоку; на фиг. 6 - то же, вид сверху; на фиг. 7 - разрез Б-Б на фиг. 5; на фиг. 8 - форма в сборе. На линии 1 сборки и заливки размещена стопка форм 2. На направляющих 3 на роликах 4 перемещается тележка 5 от гидродилиндра 6. На шарнирах 7 тележки установлены рамки 8. Каждая рамка удерживается в вертикальном рабочем положении поводком 9 с роликом 10, взаимодействующим с криволинейным участком 11 направляющих, что позволяет производить наклон рамки 8 на небольшой угол вправо (фиг. 3). . В каждой рамке 8 установлены втулки 12 - 15 с шестернями 16 - 18. Все шестерни входят в зацепление с рей кой 2 О, перемещаемой гидроцияиндром 21, закрепленным в рамке 8. Во втул ках 12 и 14 закреплены штанги 22 и 23 с упорами 24. Во втулке 13 устано лена штанга 25 со шпоночным пазом. Штанга 15 может быть передвинута во втулке 13 рукояткой 26 и в рабочем положении фиксируется. Все штанги 22, 23 к 25 по всей длине имеют яыски 2 Во втулке 15 закреплена штанга 28 с пластиной 29, между штангами 22, 23 Я 25 и упорами 24, опираясь на пласти ну 29, устанавлива:ются стержни 30. Для сборки частей формы служит узел сборки, содержащий раму 31, на которо закреплены ги|фоиилиндр 32, телескопи ческие гидрошшиндры 33 и 34 и кронштейны 35 с направляюшими для шомпо лов 36. Правые концы шомполов 36 за реплены на П-образной рамке 37, кото рая штоками 38 я 39 соединена с гидрошогандрами 33 и 34, На штоке 4О закреплены плита 41 для выталкивания части формы 42 из прессформы 43 на линию 1 сборки и поворотная обойма 44 с кулачками 45. Периодический поворот боймы 44 осуществляется от подпружиненного храповика 46, закрепленного на плите 41, и храпового колеса 47 через конические и цилиндрические щастерни и зубчатый обод 48. На плите 41 закреплены тяги 49 с упорами 50, шомполы 36 проходят через отверстие в пли- j те 41. Устройство для сборки безопочкьй форм и простановки стержней работает следующим образом. Плита 41 обеспечивает поочередное выталкивание частей форм 42 из нескольких прессформ 43 и устанавливает их на позиции сборки (линия 1) с точными; интервалами между ними. При выталкивании первой полуформы обойма 44 установлена так, что крайние левые кулачки 45 находятся на пути движения упоров 50. Следовательно, первую полуформу толкатель устанавливает на расстоянии, которое определяется движением упоров 5О до кулачков 45. При обратном движении плита 41 выходит из прессформы 43 и занимает исходное положение. При подходе плиты 41 в исходное положение, храповик 46 через храповое колесо 47, шестерни и зубчатый обод 48 поворачивает обойму 44, и на пути движения упоров 5О оказываются .очередные кулачки 45. На позицию выталкивания подается очередная прессформа 43 с другой полуформой 12, которая подается пЛигой 41 на некотором фиксированном расстоянии от первой, обусловленном расстоянием между соседними кулачками 45. Так выталкиваются и устанавливаются все полуформы с определенньп расстоянием между ними. После этого срабатывает гидроцилиндр 6, и тележка 5 с установленными в ней стержнями 30 передвигается на позицию сборки (фиг. 1). Штанги 22, 23, 25, 28 со стержнями вводятся в проемы между полуформами. После этого от гидроцилиндров 33 и 34 шомполы 36 проходят через отверстия в плите 41, пронизывают через отверстия полуформы и стержни. Поршни гидроцилиндров 21 опускаются, при этом штанги 28 поворачиваются и опускаются пластины 29, штанги 22, 23, 25 поворачиваются лысками 27 к стержням 30, и упо-ры 24 поворачиваются вниз. Между стержнями 30 и пластинами 29 и штангами образуется зазор. Включается гидроци лкндр 6, тележка 5 выходит из зоны сб ки. При подходе тележки 5 к исходному положению ролики 1О, проходя по изогну тым направляющим 11, наклоняет рамки 8 вправо (фиг. 3). Одновременно с этим стержни 30 удерживаются на шомполах 36. Для .сборки форм в стопку форм 2 гндроцилиндр 32 перемещает плиту 41, которая соединяет все полуформы со вставленными стержнями и подает всю стопку форм на один шаг - на топшину софанной формы. После этого шом полы 36 подаются в исходное положение одновременно с плитой 41. Собранная форма состоит из частей 2 (фиг. 8). При этом крайние стержни 30 удерживаются знаковыми частями в первой и последней частях форм, а центральный в двух крайних стержнях. Такое вьшолнение устройства позволит изготавливать отливку в нескольких формах одновременно, что сократит трудозатраты на изготовление крупногабаритных отливок, повысит производительность и металлоемкость форм. Фор.мул а изобретения 1. Устройство для сборки безопочных форм и простановки стержней, содержащее механизм фиксации стержней, плиту выталкивания и поршневой привод горизонтального перемещения, о т л и ч а ю щ е вся тем, что, с депью повыше ния производительности и металлоемкости форм путем одновременной простанов ки нескольких стержней, механизм фикса ции стержне и. выполнен в виде размешенной на направлякщих, перпендикулярных направлению перемещения форм,- тележки с шарнирно установленными по числу проставляемых стержней рамками, каждая из которых .снабжена поворотными штангами, связанными реечной передачей с соответствующим поршневым приврдом, при этом боковые штанги несут упоры, нижняя-опорную пластину, а средняя штанга установлена с возможностью осевого перемещения и снабжена рукояткой с фиксатором, причем на поршневом приводе плиты выталкивания телескопически . установлена поворотная обойма, связанная с плитой храповым механизмом, на боковой поверхности которой установлены кулачки, предназначеннчме для взаимодействия с упорами плиты Ьыталкивания. 2.Устройство по п. 1,отличающее с я тем, что, оно снабжено прошивными шомполами с телескопическим приводом, установленными на приводе плиты выталкивания симметрично и парал . лельно относительно образующей обоймы.3.Устройство по п. 1, отличающее с я тем, что каждая рамка снабжена поводком с роликом, предназначенным для взаимодействия с направляющими. 4.Устройство по п. 3, о т л и ч аю щ е е с я тем, что направляклцая в зоне взаимодействия с роликом имеет криволинейный профиль. Источники информации, принятые во внимание при экспертизе 1.Проспект фирмы DlSd 592/Т, 1966. 2.Авторское свидетельство СССР № 5О27ОО, кл. В 22 С 9/1О, 1971.
Фиг.2
Фиг.3 5 f« 4 J / / 55 /
