1
Известна ycraiiOBKa для формования объемных элементов, например, железобетонных, включающая сердечник, поиеречные борта и установленные на подвижных основаниях нрэдольные борта.
Известпаи установка позволяет изменять типоразмеры элементов путем перемещения бортов в двух взаимно перпепдикулярпых направлениях, при этом требуется сложная переналадка 1родольных и поперечных бортон.
Кроме того, известная установка не позволяет осуществить копвеперное формование с заездом сердечника.
Цель изобретения - упрощение .процесса нереналадки бортов на другие типоразмеры элементов п обеспечение возможности конвейерного форлювания.
Для этого в предложенной установке на одном конце каждого из продольных бортов шарнирно с возможностью перемещения укреплен короб с внутренними направляющими для роликов, установленных на поперечных бортах.
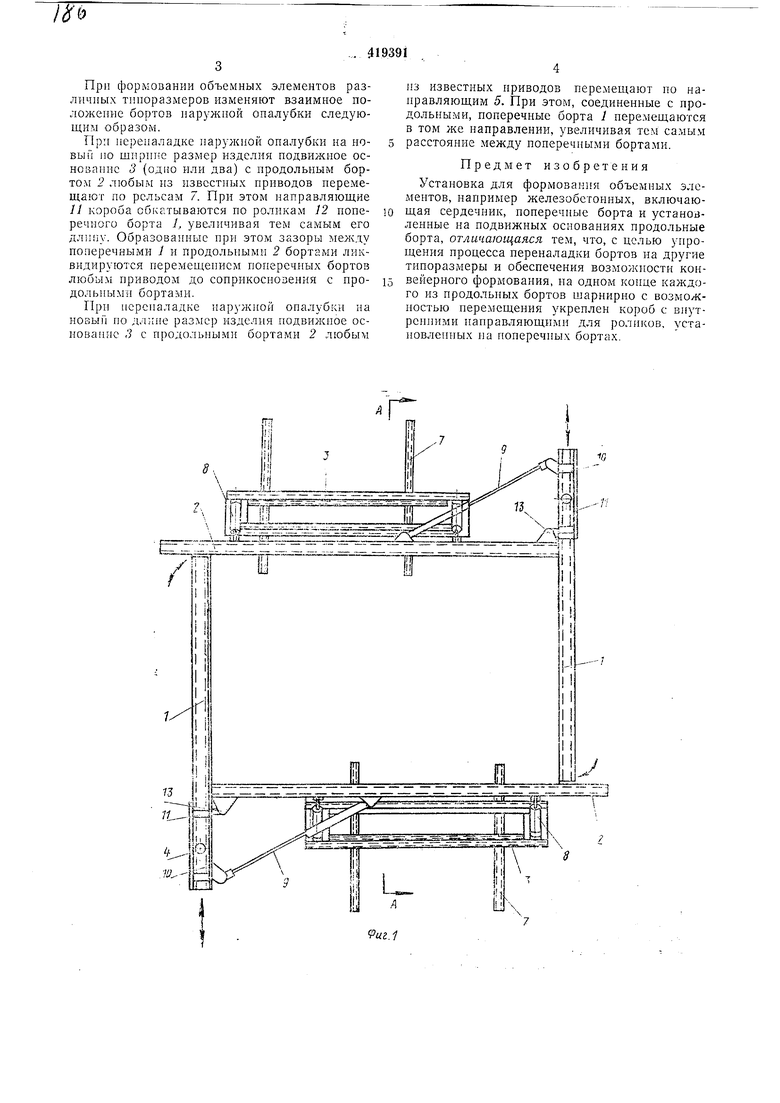
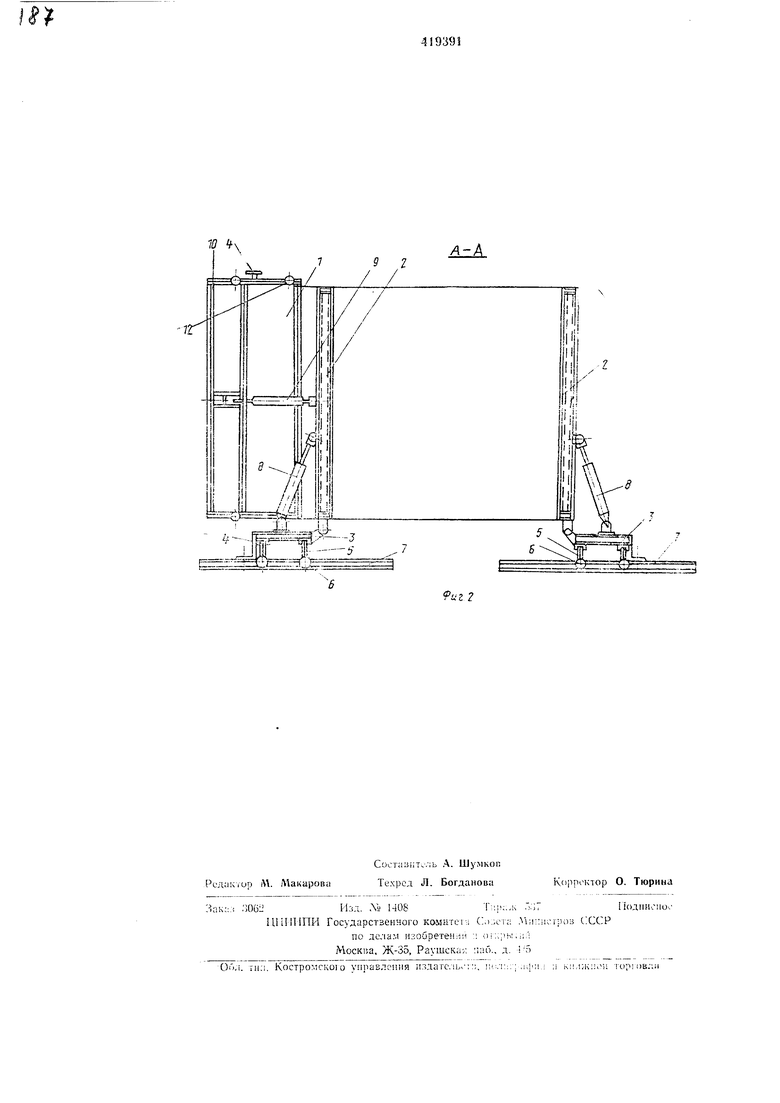
На фиг. 1 и 2 показана предложенная установка, вид сверху и разрез по Л - Л.
Установка состо.ит из сердечника (на чертежах не показан), наружной опалубки, включающей поперечные 1 и продольные 2 борга. Продольные борта 2 шарнирно укреплены на
подвижных основаниях 3 с роликами -/. иеремещающимлся по направляющим 5, прнкреп.тенным к роликам 6, обкатывающи.м рельсы 7. На подвижных основаних 3 щарнирно укреплены силовые цилиндры 8 штоки которых также uiapHiipiio прикреплены к продольгшкм бортам 2. К К01ща.м продольных бортов щарнирно с возможностью перемещения посредством: силовых цилиндров 9 прикреплены коробь W с внутренни.ми направляющими 11 для роликов 12, укрепленных на поперечных бортах /.
Перед началом формования (нрн KOHBeiiepном производстве блоков и кассетно) технолог.чи формования) включают один из спловых цилиндров 9 и соответствующий поперечный борт / поворачивается вокруг шарнира 13 на 90. В образованны таким образо.м нрое.м вводят сердечник, а 1оперечнын борт силовым цилиндром 9 возвращают в исходное положение.
После формования пзделия п приобретеппя пм необходимой прочности производят распалубку. Для этого силовыми цилиндрами 9 один пз поперечных бортов поворачивается вокруг шарнира 13, образуя проем для вывода сердечника с отформованным изделием. После этого включаются сн.10вые цилиндры б п продольные борта 1 поворачиваясь вокруг шарпира, отводятся от зделпя.
При формовании объемных элементов различных типоразмеров изменяют взаимное положение бортов иаружпой опалубки следуюидим образом.
При переналадке наружной опалубки на новый но ширине размер изделия подвижное осH0i5ainie 3 (одно или два) с продольным бортом 2 любым из известных приводов перемещают по рельсам 7. При этом направляющие 11 короба обкатываются но роликам 12 поперечного борта 1, увеличивая тем самым его длину. Образова 1ные при этом зазоры между поперечными 1 п продольными 2 бортами ликвидируются иеремещеиием поперечных бортов любым приводом до соприкоснозения с продольными бортами.
При переналадке наружной оналубки на новый по длине размер изделия подвижпое основание 3 с продольными бортами 2 любым
из известных ириводов перемещают по наиравляющим 5. При этом, соединенные с продольными, поперечные борта / перемещаются в том же направлении, увеличивая тем самым расстояние между поперечными бортами.
Предмет изобретения
Установка для формования объемных элементов, например железобетонных, включающая сердечник, ноперечные борта и установленные на подвижных основаниях продольные борта, отличающаяся тем, что, с целью унрощения процесса переналадки бортов на другие типоразмеры и обеспечения возможности конвейерного формования, на одном конце кал дого из продольиых бортов шарнирно с возможностью перемещения укреплен короб с внутренними направляющими для роликов, установленных на поперечных бортах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования объемных элементов | 1981 |
|
SU1006231A2 |
| Установка для формования железобетонных изделий | 1978 |
|
SU745689A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Устройство для изготовления объемных железобетонных изделий | 1980 |
|
SU961970A2 |
| "Установка для изготовления объемных блоков типа "колпак" | 1989 |
|
SU1719206A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 1965 |
|
SU222918A1 |
| Форма для изготовления объемных изделий | 1982 |
|
SU1025517A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Сердечник для формования объемных элементов | 1979 |
|
SU893546A1 |
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
U....
/
Ж
