1
Изобретение относится к машиностроения и может, в частности, применяться для повышения надежности нневмо- и гидросистем авиациоиной техники.
Известны герметичные резьбовые соединения, герметичность которых достигается с ПОМОШ.ЫО уплотнительных прокладок, установленных между торцами резьбовых деталей и сдавливаемых при их свинчивании. Ири нарушении плотного прилегания прокладки к обеим деталям происходит травление через это место и далее ло резьбе. Недостаток таких герметичных резьбовых соединений состоит в низкой надежности, обусловленной усадкой уплотнительных -прокладок и ослаблением или релаксацией резьбовых соединений.
Надежность герметизации в предлагаемоМ соединении повышается за счет того, что уплотнительный элемент выполнен в виде продольных вкладышей, поджатых к резьбовой поверхности одной из деталей и помещенных без зазора гв лазы, расположенные в другой детали и пересекаюшие ее витки, при этом опорные поверхности сопрягаемых витков резьбы обеих деталей выполнены плотно прилегающими одна к другой.
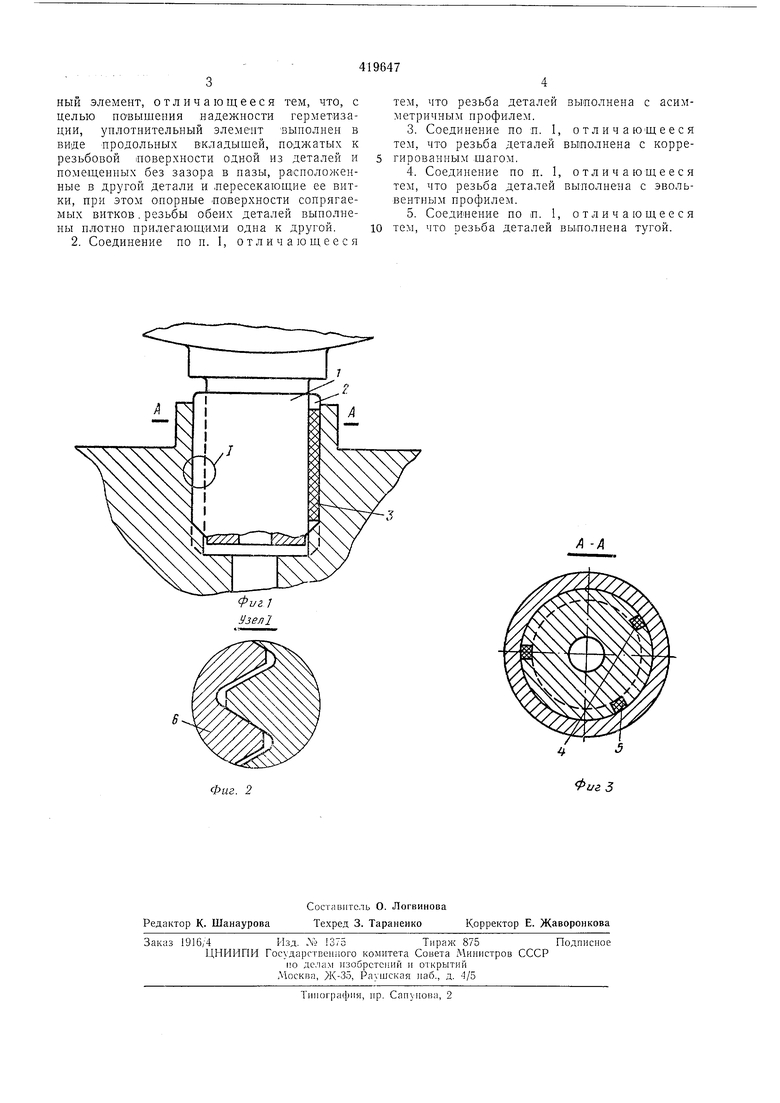
На фиг. 1 изображено предлагаемое соединение; на фи:г. 2 - узел I «а фиг. 1; на фиг. 3 - разрез по А-А .на фиг. 1.
В резьбовой детали 1 выполнен один или несколько пазов 2, пересекающих витки в направлении -оси соединения или под утлом к ней. В пазы 2 введены вкладыщи 3, плотно прилегающие к дну и стенкам 4 и 5 паза 2 и перекрывающие в свинченных деталях утечку газа или жидкости по -спиральным зазора.м, образованным неплотным прилеганием вершины витка детали 1 к профилю
впадины детали 6 вследствие установленных дапусков на цилиндрическую резьбу. Количество резервных элементов равно произведению полного числа витков на количест1во вкладышей, перекрывающих витки. Однако
работа резервиых элементов обеспечивается при отсутствии утечки между опорными поверхностями сопрягаемых витков резьбы обеих деталей, в связи с чем их выполняют плотно прилегаюшими одна к другой. Это
достигается полировкой резьбы свинченных деталей и прогибом витков под осевой нагрузкой. В ненагруженно.м осевым усилием резьбовом соединении для этой же дели можно применять тугую резьбу (с натягом),
резьбу с коррегированным шагом, резьбу с эвольвентным или асимметричным профилем витка.
Предмет изобретения
1. Гер.метичное резьбо-вое соединение, содержащее резьбовые детали и уплотнительный элемент, отличающееся тем, что, с целью повышения надежности герметизации, унлотннтельный элемент выполнен в внде нродольных в кладышей, поджатых к резьбовой поверхности одной из деталей и помещенных без зазора в пазы, расноложенные в другой детали и лересекающне ее витки, при этом опорные по;верхности сопрягаемых витков.резьбы обеих деталей выполнены плотно прилегающими одна к другой. 2. Соединение по п. 1, отличающееся
тем, что резьба деталей выполнена с асимметричным профилем.
3.Соединение по п. 1, отличающееся тем, что резьба деталей выполнена с коррегированным шагом.
4.Соединение по п. 1, отличающееся тем, что резьба деталей выполнена с эвольвентным профилем.
5.Соедиеение по п. 1, отличающееся тем, что резьба деталей выполнена тугой.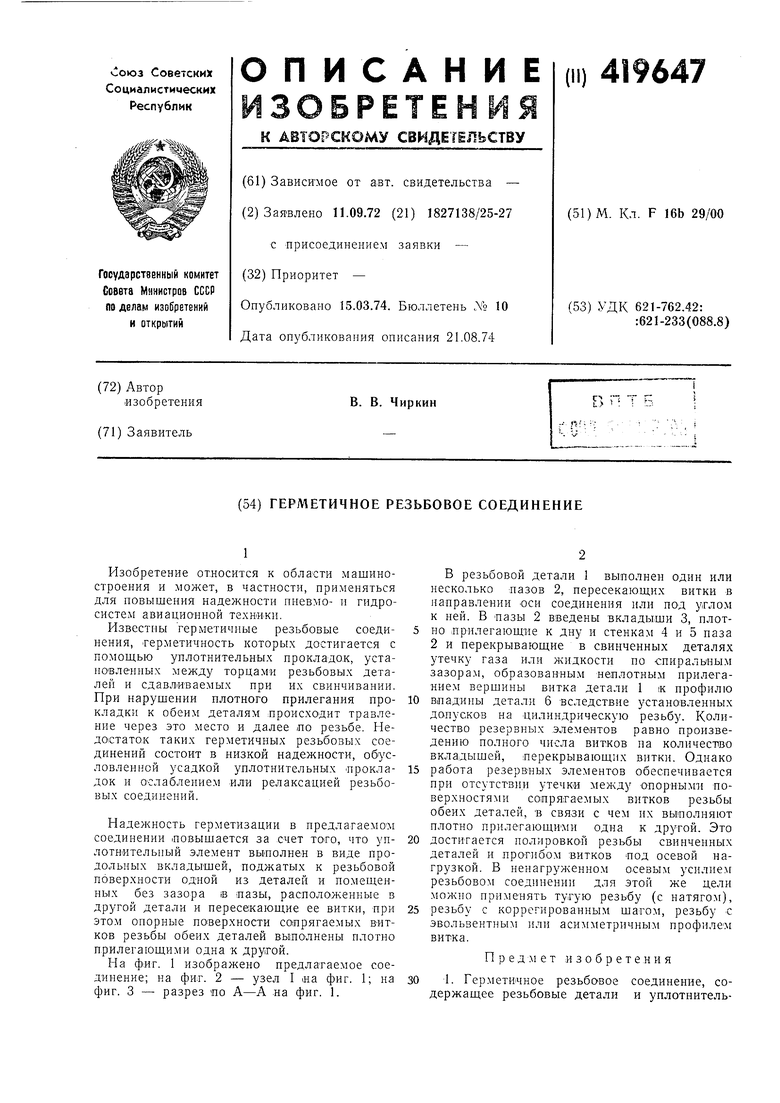
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовое соединение | 1979 |
|
SU838119A1 |
| ПАКЕР РАЗБУРИВАЕМЫЙ (ВАРИАНТЫ) | 2013 |
|
RU2533405C2 |
| Способ герметизации конических резьбовых соединений труб | 1980 |
|
SU901460A1 |
| СЕКЦИЯ ТЕПЛОИЗОЛИРОВАННОЙ КОЛОННЫ | 2011 |
|
RU2487228C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
| СВИНЧИВАЕМЫЙ, ПРИВОДИМЫЙ В ДЕЙСТВИЕ НАПОРНЫМ СРЕДСТВОМ РАБОЧИЙ ЦИЛИНДР С ЗАПОРНЫМИ ДЕТАЛЯМИ ДЛЯ ПРИСОЕДИНЕНИЯ ЦИЛИНДРИЧЕСКОЙ ТРУБЫ | 1997 |
|
RU2150615C1 |
| УЗЕЛ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ДЛЯ УГОЛЬНЫХ И/ИЛИ ГРАФИТОВЫХ ЭЛЕКТРОДНЫХ КОЛОНОК | 2004 |
|
RU2302710C2 |
| ЗАМОК ДЛЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2669018C2 |
| Резьбовое соединение обсадных труб | 2018 |
|
RU2704075C1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2194198C1 |
А -А
Фиг. 2
Фиг 5
