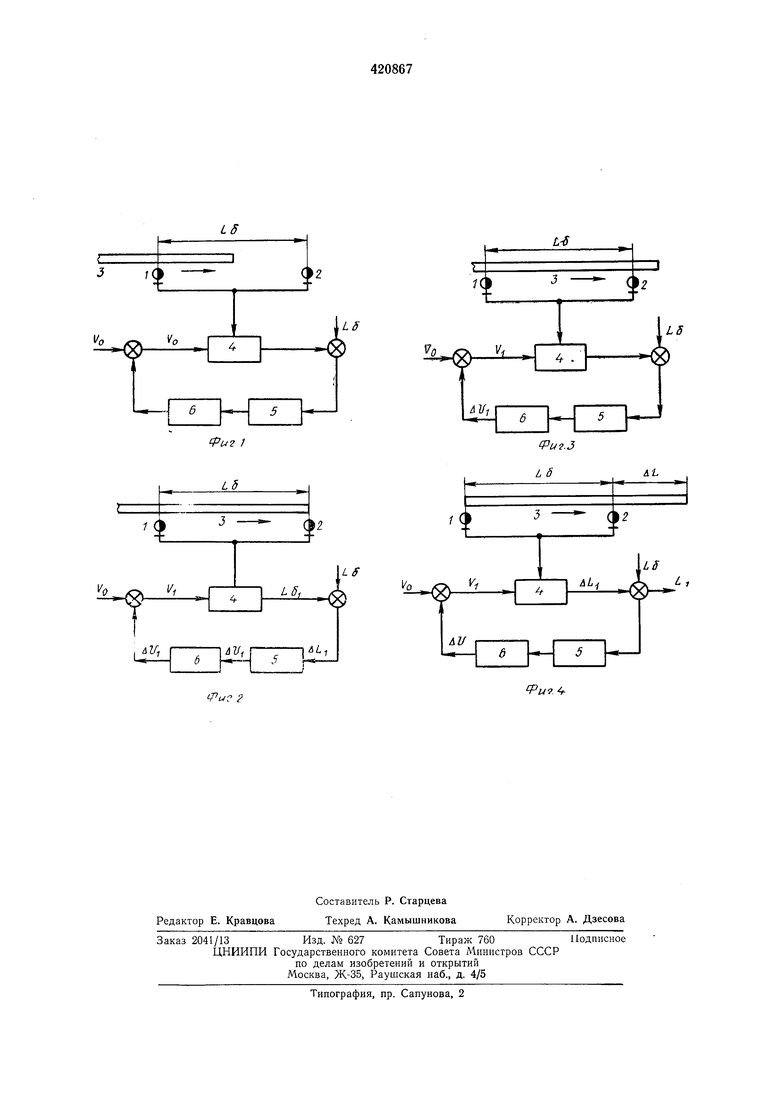
Изобретение относится к области измерительной техники и может быть использовано для измерения длины движущихся полосовых изделий, например проката. Известен способ измерения длины движущихся полосовых изделий, по которому по линии движения устанавливают датчики положения на базовом расстоянии, измеряют скорость по времени прохождения концом изделия датчиков положения и по скорости определяют длину изделия. Однако вычисление искомой длины движущегося изделия по полным значениям непосредственно измеренных величин снижает точность измерения. Целью изобретения является повышение точности измерения. Это достигается тем, что запоминают величину скорости предыдущего измерения, по этой скорости и времени прохождения концом изделия датчиков положения вычисляют базовое расстояние, сравнивают его с фактическим базовым расстоянием, по разности определяют поправку к скорости и фактическую скорость изделия и определяют длину изделия по его фактической скорости. На фиг. 1-4 показана схема осуществления способа (последовательные прохождения проката и определение его длины). Датчики положения 1 и 2 установлены на заданном расстоянии LQ и фиксируют прохождение концов проката 3. Длина проката измеряется измерителем 4. Пересчетный узел 5 блок памяти 6 входят в цепь обратной связи. Первый этап начинается с момента i достижения передним концом движущегося изделия 3 датчика 1 и заканчивается в момент tz достижения этим же концом датчика 2. По командам этих датчиков с помощью измерителя 4 измеряется пройденное расстояние, исходя из некоторого начального значения скорости изделия UQ по формуле Ze zzjVofiРазность измерений Lg и фактической Le величины базового интервала , /-б, - f6 пересчитывают посредством узла 5 в поправку скорости по формуле Al/, -f-.l/, 1 + lfi Д1б где fi - - относительное отклонение измеренной величины базы (LeJ от фактической ее величины (Le,). Найденную поправку скорости AVi запоминают с помощью блока 6.
Суммируя полученную поправку AKj с исходной величиной VQ, получают истинную скорость движения данного изделия.
l/,: l/o+AHi.
Второй этап начинается с момента U и заканчивается в момент 3 достижения задним концом изделия датчика 1. По командам датчиков с помощью измерителя 4 измеряют избыточную (сверх базы) длину изделия AL, исходя из значения скорости Vi, полученного в результате первого этапа. Благодаря этому избыточная длина изделия определяется точно по формуле:
AL,- {V,-dt
I
Суммируя полученную избыточную длину AL с базовой длиной LQ получают длину нзделия:
А:.1б+;д,.
При измерении следующего изделия в качестве исходного значения скорости принимают величину, полученную в результате измерения предыдущего изделия, т. е. FI.
На первом этапе измеряют базовый интервал, исходя из скорости 1/1
Lb, .V,-dt, i,
и по разности ALe., 6,-L вычисляют поправку на фактическую скорость V-2 измеряемого изделия 3 (по отношению к скорости V предыдущего):
А1/, ,.
1 + 72
На втором этапе с помощью нолученной величины фактической скорости Уа измеряемого изделия определяют его длину:
M
и
L, М,
и так далее.
Таким образом, по предложенному способу выделяют н перерабатывают только отклонение скорости последующего изделия от предыдущего, что повышает точность измерения.
Эффективность этого снособа особенно возрастает при относительно малых колебаниях скорости от изделия к изделию, например на непрерывных прокатных станах.
П|редмет изобретения
Способ измерения длины движущихся полосовых изделий, заключающийся в том, что по линии движения устанавливают датчики положения на базовом расстоянии, измеряют скорость по времени прохождения концом изделия датчиков положения и по скорости определяют длину изделия, отличающийся тем, что, с целью повышения точности измерения, запоминают величину скорости предыдущего измерения по этой скорости и времени прохождения концом изделия датчиков положеии вычисляют базовое расстояние, сравнивают его с фактическим базовым расстоянием, по разности определяют поправку к скорости и фактическую скорость изделия и определяют длину изделия по его фактической скорости.
L5
М
L-S
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ПРОКАТА | 2004 |
|
RU2275589C2 |
| Способ измерения длины движущихся в продольном направлении изделий | 1989 |
|
SU1668853A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 2009 |
|
RU2414678C1 |
| Способ измерения длины перемещаемыхиздЕлий | 1979 |
|
SU853371A1 |
| Способ измерения длины движущихся изделий | 1980 |
|
SU970085A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ МАТЕРИАЛА ПРИ НАВИВКЕ НА ОПРАВКУ | 1991 |
|
RU2025648C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ СМОТАННОЙ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2008 |
|
RU2377495C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ГОРЯЧЕГО ПРОКАТА | 2007 |
|
RU2362117C1 |
| Устройство для измерения длины проката | 1972 |
|
SU657236A1 |
| Способ измерения длины переднего конца проката, вышедшего за линию реза ножниц | 1989 |
|
SU1778509A1 |
,LS
Vo
о
1
L5
L5
УО
Hgb4 .
AVj
К
fPuy.3 L5
&L
Lff
r
LS,
&V-,
ТП
JZ/r
LS t
0
)&V
