(54) СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ
1
Изобретение относится к контрольно-измерительной технике и предназначено для. измерения длины движущихся в продольном направлении полосовых изделий, например при производстве проката .
Известен способ измерения длины движущихся изделий, заключающийся в том, что с помощью датчиков, установленных на базовом расстоянии, фиксируют моменты прохождения концов изделий, исходя из базового расстояния по соответствующим сигналам датчиков определяют скорость движения изделия, по ЭТОЙ скорости вычисляют сверхбазовую длину, суммируя которую с базовым расстоянием получают полную длину изделия 1.
Недостатком способа является то, что скорость движения по этому способу определяют дДя каждой последующей заготовки, корректируя значение скорости предыдущей по отклонению измеренной (при движении переднего конца данной заготовки) величины базового расстояния от его фактической величины. Таким образом, учитываются колебания скорости от изделия к изделию, но не учитывается непостоянство скорости перемещения каждого данного изделия, что снижает точность измерения.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ измерения длины движущихся изделий, заключающийся в том, что по линии движения устанавливают на базовом расстоянии датчики положения, определяют ско10рости движения изделия по времени прохождения базового расстояния передним и задним концами изделия. О длине изделия в указанном способе судят по среднему значению скоростей изде15 ЛИЯ при прохождении датчиком положения передним и задни1;л концами изделия 2.
Недостатком способа является то, что вычисляемая длина изделия пропор20циональна измеренной скорости и полная погрешность измерения скорости будет характеризовать и погрешность вычисления полной длины изделия,что обуславливает снижение точности из25мерения.
Цель изобретения - повыиение точности измерения.
Поставленная цель достигается тем, что согласно способу измерения
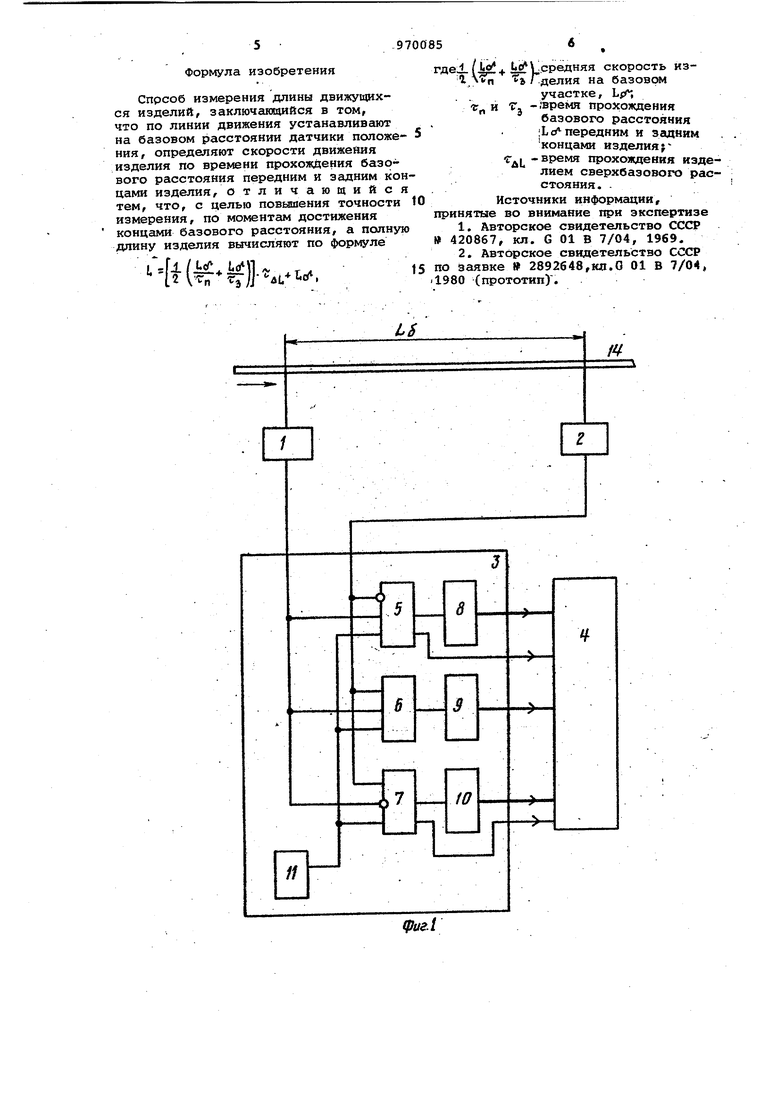
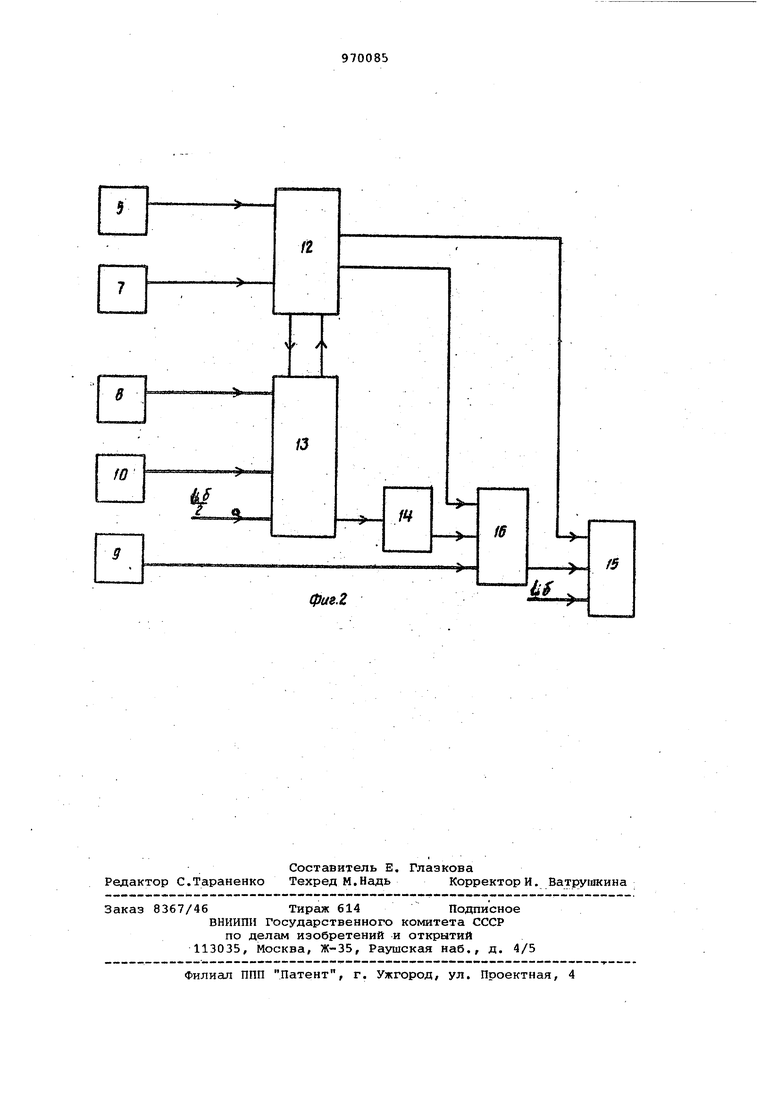
30 длины движущихся изделий, заключаюгцемуся в том, что по линии движения устанавливают на базовом расстоянии датчики положения, определяют скорости движения изделия по времени прохождения базового расстояния передним и зданим концами изделия, по моментам достижения концами изде лид, датчиковизмеряют время прохожд ния изделием сверхбазового расстояния, а полную длину изделия вычисляют по формуле Jl(Jil)l.f . .l,/v i Un i /J l±Д LcAU I-yiсредняя скорость 4 Л изделия на базовом ytacTKe, Lcf, Tj и t - время: прохождения базо ,вого расстояния передним и задним -концам . изделияf ,-время прохолодения изде лием сверхбазового рас стояния. На фиг. 1 представлена структурн блок-схема устройства, регшизующего предлагае «Уй способ на, фиг. 2 вариант выполнения вычислительного блока этой блок-схемы. Устройство состоит из датчиков 1 и 2, ограничивающих базовый участок измерительного блока 3 и вычислительного узла 4. Измерительный блок 3 состоит из элементов- И 5-7, к управляющим входам которых подключены датчики 1 и 2, и счетчиков 8-10, подключенных . входами к сигнальным выходам элементов И 5-7 соответственно. К сигнальным входам элементов И 5-7 подключен генератор 11 временных меток,Управляющие выходы элементов И 5-7 являются управляющими выходами блока 3, -а выходы счетчиков 8-10 - его информационными выходами. Вычислительный узел 4 реализует вычислительные one™ pJtции - в виде - ,. . . . (Ч) и состоит из блока 12 управления, делителя 13, сумматоров 14 и 15,умножителя 16. Входы блока 12 управле ния подключены к управляющим выхода блока 3 и выходу делителя 13,а его выходы - к входам делителя 13, умно жителя 16 и сумматора 15. Способ реализуется следующим образом. В исходном состоянии счетчики 8и сумматоры 14 и 15 обнулены, делитель 13 и умножитель 16 находятся в исходном состоянии, элементы И 5закрыты для прохождения импульсов генератора 11. В момент появления переднего кон ца изделия в зоне датчика 1 элемент И 5 начинает пропускать импулъсы временных меток генератора 11, когоные подсчитываются счетчиком 8, В момент появления переднего конца изделия в зоне датчика 2 открывается элемент И 6 и закрывается элемент И 5, по перепаду сигнала с которого в блоке 12 управления формируется сигнал, з-апускающий делитель 13, а в сумматор 15 записывается код L. В делителе 13 производится деление знаяения на Тп - время прохождения, передним концом изделия расстояния Ьу- , поступающего в виде кода из счетчика 8,- Результат деления фиксируется в сумматоре 14. При прохозвдении переднего конца изделия сверхбазовой длины L в счетчике 9 отсчитывается время ЙГ-зу, . В момент прихода заднего конца изделия в зону датчика 1 закрывается элемент И 6 и открывается элемент И 7, а счетчике 9 становится зафиксированным время LaL- В момент появления заднего конца изделия в зоне датчика 2 закрывается элемент Н 7, фиксируя в счетчике 10ьз время прохождения задним концом изделия базового участка L с/- в виде кода. Одновременно по шине управления выдается сигнал в блок 12 управления, который вторично запускают делитель 13, .в котором теперь делится на Т j , поступающее из счетчика 10. Результат деления суммируется в сумматоре 14 с ранее зафиксированным результатом, образуя таким образом, значение скорости изделия. В конце процесса деления сигнал с выхода делителя 13 обеспечивает через блок 12 запуск умножителя 16, в котором по значениям V и t i вычисляется сверхбазо.вая длина .-дЬ V-T. Окончательный результат измерения формируется в сумматоре 15 в виде L ЬсЛ -I- лЬ. Таким образом/ скорость движения определяют для каждого изделия, исходя из фактического времени прохождения его концами фиксированного участка ЬсЛ Это позволяет учитывать не только колебания скорости от изделия к изделию, но и изменения скорости при ускоренном перемещении каждого изделия, за счет чего достигается повыщение точности измерения длины таких изделий. Ожидаемый экономический эффект составляет на каждую систему 83,7 тыс.руб. и 40,9 тыс.руб в год и образуется за счет экономии металла, получаемого в результате использования устройства. Формула изобретения Способ измерения длины движущихся изделий, заключакхцийся в том, что по линии движения устанавливают на базовом расстоянии датчики положе ния, определяют скорости движения изделия по времени прохождения базового расстояния передним и задним ко цами изделия, отличающийс тем, что, с целью повышения точности измерения, по моментам достижения концами базового расстояния, а полну длину изделия вычисляют по формуле .f, ;±{io j. исредняя скорость изI льп 4 Гделия на базовом участке, Lp, г и Tj -/время прохождения базового расстояния ЬсЛ перед ним и згщним концами изделияг - время прохождения изделием сверхбазового расстояния . . Источники информации, нятые во внимание при экспертизе 1.Авторское свидетельство СССР 20867, кл. G 01 В 7/04, 1969. 2.Авторское свидетельство СССР заявке 2892648,кл.О 01 В 7/04, 0 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины движущегося проката | 1981 |
|
SU977934A1 |
| Устройство для измерения длины движущихся изделий | 1982 |
|
SU1062510A1 |
| Способ измерения длины движущихся изделий и устройство для его осуществления | 1980 |
|
SU911136A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 2001 |
|
RU2176774C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 2009 |
|
RU2414678C1 |
| Способ измерения длины переднего конца проката, вышедшего за линию реза ножниц | 1989 |
|
SU1778509A1 |
| Способ измерения длины движущихся в продольном направлении изделий | 1989 |
|
SU1668853A1 |
| Устройство для измерения длины движущихся изделий | 1983 |
|
SU1161817A1 |
| Устройство для измерения длины трубы, прокатываемой в валках пилигримового стана | 1989 |
|
SU1692706A1 |
| Способ определения длины проката | 1987 |
|
SU1492213A1 |
д
It
фаг.г
ш
f6
№
м
