Изобретение относится к измерительной технике и может быть использовано, в частности, для измерения длины труб нефтяного сортамента в процессе их контроля в стационарных условиях трубных баз, а также на участках отделки трубопрокатных заводов.
Известен способ определения длины движущихся изделий, согласно которому в процессе перемещения изделия фиксируют на базовом расстоянии его передний и задний концы. С момента фиксации переднего конца до момента фиксации заднего конца измеряют сверхбазовую длину изделия не менее чем двумя идентичными каналами измерения. Периодически сравнивают показания каналов, определяют максимальное из них и устанавливают в каждый выбранный момент времени показания всех каналов равными этому максимальному значению, а общую длину изделия определяют путем суммирования базового расстояния и сверхбазовой длины (патент РФ №2176774, МПК G01B 7/04). Однако для достижения необходимой точности измерений по этому способу необходимо осуществлять предварительную калибровку по двум эталонным изделиям разной длины, что значительно увеличивает трудоемкость способа, и, кроме того, процесс измерения осуществляется лишь при поступательном движении изделия, что создает большие трудности при использовании данного способа для измерения длины труб при их поступательно-вращательном движении по рольгангам технологических линий.
Наиболее близким по совокупности существенных признаков к заявляемому способу является способ измерения длины проката по патенту РФ №2275589, МПК G01B 7/04, в соответствие с которым измеряемую длину разбивают на ряд базовых участков, определяют положение конца проката с помощью датчиков, установленных по границам базовых участков, измерение внутри базовых участков производят посредством датчика импульсов с привода перемещения проката, при этом учитывают погрешность, обусловленную проскальзыванием заготовки. Однако учет этой погрешности оказывается достаточно сложным и трудоемким, поскольку необходимо на каждом базовом участке определять скорость, задаваемую приводом, величину и знак ускорения, учитывать сечение заготовки и ее массу, рассчитывать путь, который должен быть пройден заготовкой в случае отсутствия проскальзывания, сравнивать его с путем, насчитанным датчиком импульсов, и по разнице этих величин определять величину проскальзывания, в дальнейшем учитывая эту величину в виде поправки к длине, насчитанной датчиком импульсов.
Задача, на решение которой направлено настоящее изобретение, заключается в упрощении процесса измерения длины движущихся изделий при обеспечении необходимой точности измерений.
Поставленная задача решается за счет того, что в способе определения длины движущихся изделий, при котором измеряемую длину разбивают на ряд базовых участков, определяют положение концов изделия с помощью датчиков фиксации, установленных по границам базовых участков, измерение внутри базовых участков производят посредством датчика импульсов, причем на каждом базовом участке осуществляют корректировку длины, насчитанной датчиком импульсов, согласно изобретению датчик импульсов устанавливают на ведомом ролике рольганга, а первый по ходу движения изделия датчик фиксации устанавливают на фиксированном расстоянии перед ведомым роликом, корректировку на каждом базовом участке осуществляют, рассчитывая отношение импульсов, насчитанных датчиком импульсов, и длины пройденных базовых участков, текущую длину на каждом следующем базовом участке определяют как отношение насчитанного количества импульсов и коэффициента корректировки, полученного на предыдущем базовом участке, измерение прекращают после прохождения задним концом изделия первого датчика фиксации и определяют общую длину изделия как сумму измеренной текущей длины и фиксированного расстояния между ведомым роликом и первым датчиком фиксации изделия.
Технический результат, получаемый при осуществлении данного способа, заключается в следующем. Указанное расположение датчика импульсов и первого датчика фиксации концов изделия и постоянная корректировка результатов определения длины изделия предложенным образом позволяют исключить погрешности, обусловленные проскальзыванием изделия и износом роликов, а также значительно упростить процесс измерения, поскольку исключается необходимость учета параметров измеряемого объекта (масса, сечение) и расчета параметров привода (скорость, величина и знак ускорения).
На чертеже показано расположение датчика импульсов 1 и датчиков фиксации 2(SQ0-SQn) концов измеряемого изделия 3 относительно ведомого ролика 4 рольганга при осуществлении предлагаемого способа.
Процедура измерения организуется следующим образом. До прохождения передним концом изделия 3 датчика фиксации SQ1 измеряемая длина равна 0. При прохождении изделием 3 датчика SQ1 датчик импульсов 1 начинает отсчет импульсов. Коэффициент X1 корректировки измерения на участке между датчиками SQ1 и SQ2 рассчитывается как X1=N1/l1, где N1 - количество импульсов, отсчитанных на базовом участке от датчика импульсов 1 до датчика SQ1, l1 - длина базового участка между этими датчиками. В любой момент времени на участке от SQ1 до SQ2 текущая длина Lт вычисляется по формуле Lт=N2/X1, где N2 - количество импульсов, отсчитанных на участке от датчика 1 до датчика SQ2. При прохождении передним концом изделия 3 датчика SQ2 коэффициент корректировки пересчитывается и X2=N2/(l1+l2), где l2 - длина базового участка от SQ1 до SQ2, а текущая длина в любой момент времени на участке от SQ2 до SQ3 определяется как Lт=N3/Х2, где N3 - количество импульсов, отсчитанных на участке от датчика 1 до датчика SQ3. Далее процесс измерения проходит аналогичным образом. При прохождении изделием датчика SQn коэффициент корректировки пересчитывается: Xn=Nn/(l1+l2+l3+…+ln) и текущая длина Lт на участке между датчиками SQn и Sqn-1 определяется как Lт=Nn/Xn, где Nn - количество импульсов, насчитанное датчиком 1 на расстоянии от SQ1 до SQn, а ln - длина n-го базового участка. После прохождения задним концом изделия 3 первого датчика фиксации SQ0, установленного на фиксированном расстоянии l0 от ведомого ролика рольганга, корректировка измерений прекращается и общая длина L изделия определяется L=Lт+l0. При этом количество базовых участков и их протяженность определяются с учетом возможной длины изделия и конструктивных особенностей рольганга. Так, при реализации способа в комплексе неразрушающего контроля насосно-компрессорных труб в процессе вращательно-поступательного перемещения трубы по рольгангу на расстояние более 10000 мм определялись текущие координаты дефектов. Для измерений были отобраны сертифицированные образцы труб по ГОСТ 633-80 длиной 6000 мм с диаметрами 60 мм, 73 мм, 89 мм. Коррекция измерений производилась на трех отрезках, по границам которых были установлены в качестве датчиков фиксации концов изделия бесконтактные оптические выключатели типа ВБО-М18-76У-7113С, а в качестве датчика импульсов на ведомом ролике рольганга был установлен датчик ЛИР-158. Длина базовых участков составляла соответственно l0=200 мм, l1=230 мм, l2=250 мм, l3=225 мм. Оптические выключатели и датчик импульсов подключались к промышленному контроллеру SIEMENS. Результаты измерений отображались на экране монитора компьютера. Измеренные значения находились в пределах 5988-6005 мм.
Таким образом, предлагаемый способ обеспечивает достаточную точность измерений и позволяет встраивать измерители длины в существующие технологические линии без реконструкции последних. По техническим характеристикам приводов движения можно также определять скорость, ускорение и величину проскальзывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ПРОКАТА | 2004 |
|
RU2275589C2 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ГОРЯЧЕГО ПРОКАТА | 2007 |
|
RU2362117C1 |
| Способ измерения длины переднего конца проката, вышедшего за линию реза ножниц | 1989 |
|
SU1778509A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ НАГРЕВОМ ЗАГОТОВОК В ПРОХОДНОЙ ИНДУКЦИОННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 2015 |
|
RU2586382C1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2302047C1 |
| Способ измерения длины движущихся в продольном направлении изделий | 1989 |
|
SU1668853A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕСА ЗАГОТОВОК | 1991 |
|
RU2012855C1 |
| Способ измерения длины материала | 1986 |
|
SU1352186A1 |
Изобретение относится к измерительной технике и может быть использовано, в частности, для измерения длины труб. Сущность: измеряемую длину разбивают на ряд базовых участков, определяют положение концов изделия с помощью датчиков фиксации, установленных по границам базовых участков. Первый по ходу движения изделия датчик фиксации устанавливают на фиксированном расстоянии перед ведомым роликом. Измерение внутри базовых участков производят посредством датчика импульсов. Датчик импульсов устанавливают на ведомом ролике рольганга. На каждом базовом участке осуществляют корректировку длины, насчитанной датчиком импульсов. Корректировку осуществляют, рассчитывая отношение импульсов, насчитанных датчиком импульсов, и длины пройденных базовых участков, текущую длину на каждом следующем базовом участке определяют как отношение насчитанного количества импульсов и коэффициента корректировки, полученного на предыдущем базовом участке. Измерение прекращают после прохождения задним концом изделия первого датчика фиксации. Определяют общую длину изделия как сумму измеренной текущей длины и фиксированного расстояния между ведомым роликом и первым датчиком фиксации изделия. Технический результат: исключение погрешности, обусловленной проскальзыванием заготовки из-за износа роликов привода, и упрощение процесса измерения из-за исключения необходимости учета параметров измеряемого объекта и расчета параметров привода. 1 ил.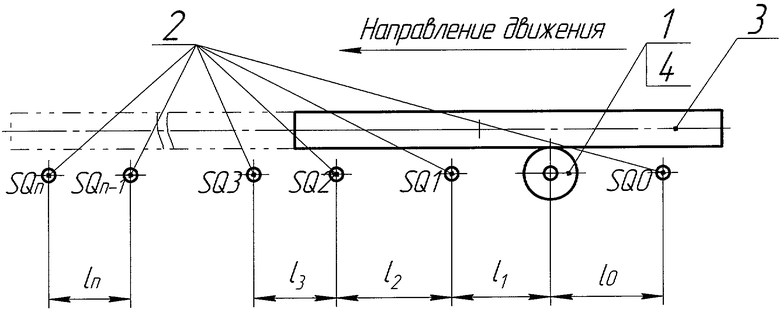
Способ определения длины движущихся изделий, при котором измеряемую длину разбивают на ряд базовых участков, определяют положение концов изделия с помощью датчиков фиксации, установленных по границам базовых участков, измерение внутри базовых участков производят посредством датчика импульсов, причем на каждом базовом участке осуществляют корректировку длины, насчитанной датчиком импульсов, отличающийся тем, что датчик импульсов устанавливают на ведомом ролике рольганга, а первый по ходу движения изделия датчик фиксации устанавливают на фиксированном расстоянии перед ведомым роликом, корректировку на каждом базовом участке осуществляют, рассчитывая отношение импульсов, насчитанных датчиком импульсов, и длины пройденных базовых участков, текущую длину на каждом следующем базовом участке определяют как отношение насчитанного количества импульсов и коэффициента корректировки, полученного на предыдущем базовом участке, измерение прекращают после прохождения задним концом изделия первого датчика фиксации и определяют общую длину изделия как сумму измеренной текущей длины и фиксированного расстояния между ведомым роликом и первым датчиком фиксации изделия.
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ПРОКАТА | 2004 |
|
RU2275589C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 2001 |
|
RU2176774C1 |
| Способ измерения длины полосы на стане горячей прокатки | 1991 |
|
SU1788430A1 |
| Способ измерения длины прокатываемого материала и устройство для его осуществления | 1985 |
|
SU1315786A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ПРОКАТА | 0 |
|
SU174376A1 |
| JP 6094408 A, 05.04.1994 | |||
| JP 58102102 A, 17.06.1983. | |||

