I
Изобретение относится к производству углеграфитовых материалов, в частности графитированных электродов, применяемых в дуговых электрических печах.
Известен способ получения ниппелей, по которому подготовленную для прессования массу загружают в контейнер пресса. После предварительной подпрессовки всей массы в контейнере пресса ее продавливают под определенным давлением через профилирующую часть мундштука пресса с периодической отрезкой ниппельных заготовок длиной, превышающей диаметр ниппеля в 3-4 раза.
Этот способ, однако, не создает условий получения ниппелей с равномерной по всему объему плотностью. Применяемая в процессе изготовления ниппелей пропитка их каменноугольным пеком снимает частично неоднородность структуры, но вместе с тем в сочетании с известным способом прессования ниппельных заготовок, увеличивает коэффициент термического расширения в радиальном направлении относительно оси ниппеля, что является причиной разрыва ниппельного гнезда электродов преимущественно большого диаметра при термическом расширении ниппеля.
Целью изобретения является повышение физико-механических и теплофизических свойств ниппелей.
Это достигается тем, что производят подпрессовку каждого ниппеля в профилирующей части мундштука, а обрезку ниппельных заготовок- длиной, близкой к длине товарного ниппеля.
Пример. Приготовленная к прессованию углеродистая масса (на основе нефтяных коксов и каменноугольного среднетемпературного
пека), охлаждается до 100°С, и загружается в нагретый до 110°С контейнер пресса продавливания усилием в 1600 т.
Загруженная в пресс масса подвергается в контейнере подпрессовке при давлении 200 атм
в течение 3 мин. Затем перед каждой отрезкой ниппельной заготовки 0300 мм длиной 350 мм производят дополнительную прессовку (обжатие) массы в профилирующей части мундштука при закрытом затворе, давлении 200 атм и
выдержке 1,5 мин. Температура мундштука на выходе составляет 130°С, давление прессования (продавливания) -50 атм.
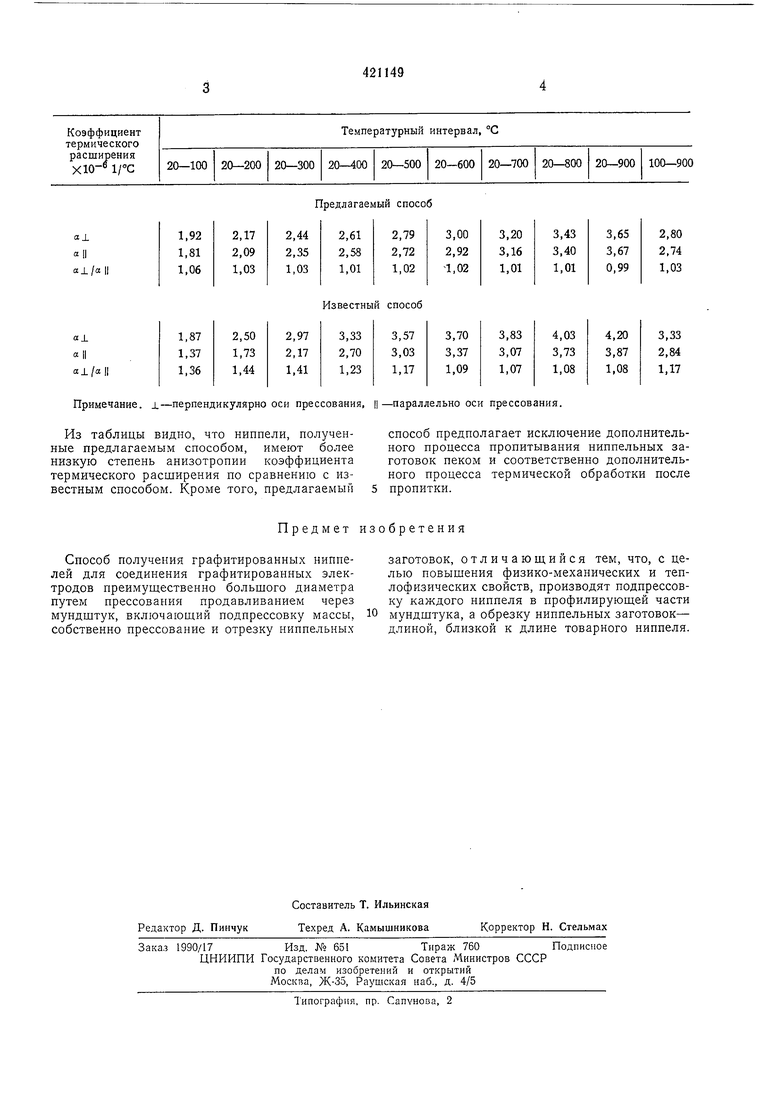
В таблице приведены значения коэффициентов термического расширения при различных температурных интервалах и величины анизотропии графитированных ниппелей, полученных предлагаемым способом в сравнении с известным.
Предлагаемый способ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления углеродных изделий | 1986 |
|
SU1479413A1 |
| Способ изготовления углеродных изделий | 1988 |
|
SU1786001A1 |
| Способ изготовления углеродных заготовок и пресс для его осуществления | 1990 |
|
SU1736922A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДСОДЕРЖАЩЕЙ МАССЫ ДЛЯ НИППЕЛЕЙ ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ | 1989 |
|
SU1624917A1 |
| Способ получения графитированных изделий | 1975 |
|
SU614025A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТИРОВАННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2045473C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ГРАФИТА | 2003 |
|
RU2258032C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ МЕЛКОЗЕРНИСТОГО ГРАФИТА | 2012 |
|
RU2493098C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОЖЖЕННЫХ И ГРАФИТИРОВАННЫХ УГЛЕРОДНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2344992C1 |
| УГЛЕРОДСОДЕРЖАЩАЯ ШИХТА ДЛЯ КРУПНОГАБАРИТНЫХ ГРАФИТИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
SU1790136A1 |
Известный способ
aJ. «11 al/al Примечание, j.-перпендикулярно оси прессования, ц-
Из таблицы видно, что ниппели, полученные предлагаемым способом, имеют более низкую степень анизотропии коэффициента термического расширения по сравнению с известным способом. Кроме того, предлагаемый
Предмет изобретения
Способ получения графитированных ниппелей для соединения графитированных электродов преимущественно большого диаметра путем прессования продавливанием через мундштук, включающий подпрессовку массы, собственно прессование и отрезку ниппельных
способ предполагает исключение дополнительного процесса пропитывания ниппельных заготовок пеком и соответственно дополнительного процесса термической обработки после пропитки.
заготовок, отличающийся тем, что, с целью повышения физико-механических и теплофизических свойств, производят подпрессовку каждого ниппеля в профилирующей части мундщтука, а обрезку ниппельных заготовок- длиной, близкой к длине товарного ниппеля. параллельно оси прессования.
