крепленный в поперечном положении по отношению к направлению нодачи проволоки в продольном направлении. Если соединительный штифт 12 определенной сварочной головкн 2 прижимается к перемещаемому в процессе регулирования ходовому винту 8, то он входит в витки резьбы и функционирует как захватывающее устройство для соответствующей сварочной головки. Вместо соединительного штифта может быть применена часть витка резьбы или две полумуфты с нарезкой, примыкающие с противополол ных сторон к винту 8 для захвата сварочной головки. При расцеплении соединительного штифта 12 с ходовым винтом 8 можно после перемещения на заданное расстояние остановить сварочную головку 2 и с помощью электровентиля 10 зафиксировать ее в новом положении.
Срабатывание электровеитиля 10 масляным путем комбинируется со срабатыванием соединительного штифта 12, вследствие чего этот штифт при разъединении зажимного приспособления 9 прижимается к ходовому вииту 8, а прп срабатывании зажимного приспособления снова отходит от этого винта. Регулировка электровентиля 10, соответствующего каждой сварочной головке 2, может осуществляться вручную, причем обслуживающий персонал может визуально коптролировать перемещение сварочной головки и при достижении его правильного положения обеспечить срабатывание зажимиого приспособления с помощью вентиля и прервать контакт между сварочпой головкой и транспортирующим ириводом. Этот процесс в большинстве случаев - автоматический.
Вместо ходовых винтов в качестве транспортирующего привода могут быть предусмотрены вращающиеся бесконечные цепи, тросы, ленты и т. п. При этом для каждой сварочной мащины должен быть предусмотрен захватывающий элемент, соединяющийся с бесконечным транспортером путем кипематического или силового замыкания.
Следует предусмотреть устройство для индивидуального определения продолжительности контакта захватывающего элемента вращающимся подающим устройством.
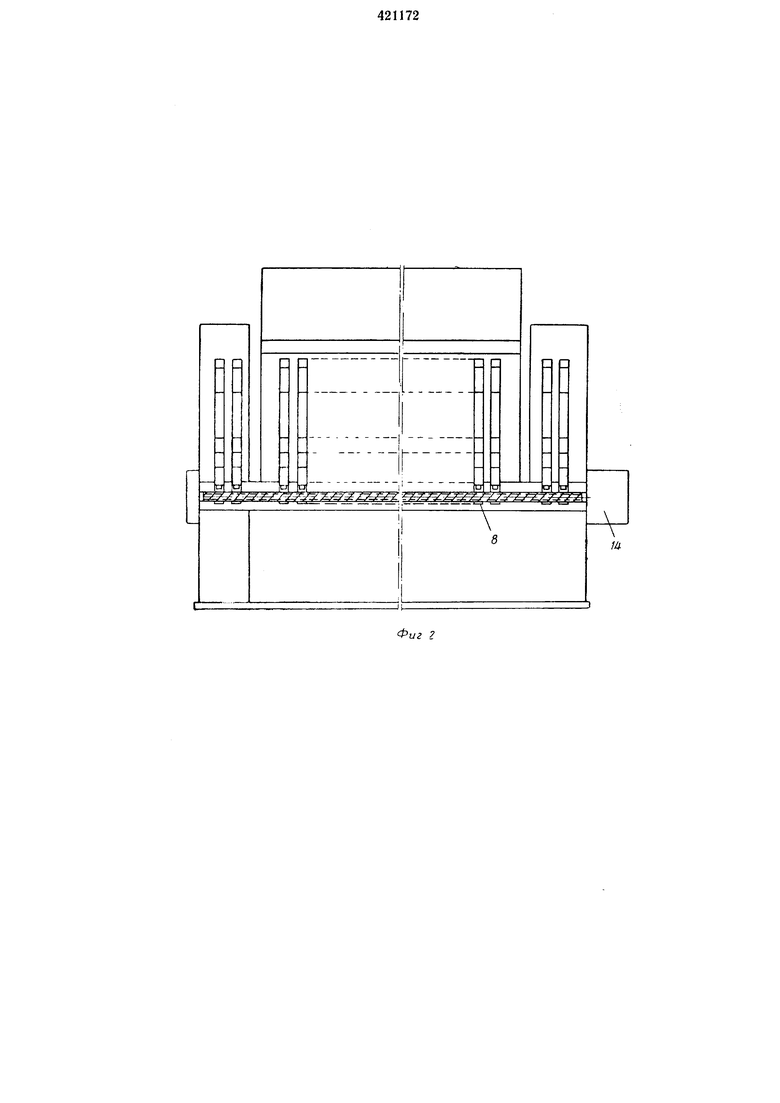
На фиг. 2 показано, как направляющие сварочных головок 2 и випт 8 по обеим сторопам сварочной машины выходят за пределы рабочей зоны, так что сварочные головки, не используемые при сварке решеток с больИ1ИМИ отверстиями, удаляются из указанной рабочей зоны, отключаются и устанавливаются на одной или обеих сторопах сварочпой машины. Остановка (отключение) сварочных головок осуществляется с помощью транспортирующего привода при соответствующей регулировке продолжительности сцеплепия между сварочпой головкой и приводом.
Могут быть предусмотрены два ходовых винта с противоположным направлением подачи, с которыми селективно и альтернативно могут соединяться сварочные головки. Два
параллельных ходовых винта 8 и 13 имеют либо резьбу одинакового направления и приводятся в действие в противоположном паправлении, либо - резьбу противоположного
направления и приводятся в действие в одном направлении, так что перемещение сварочных головок при соединении с одним или другим винтом осуществляется в противоположном направлении. Концы обоих ходовых винтов соединены посредством передачи 14, причем через эту передачу осуществляется привод на одной стороне машины.
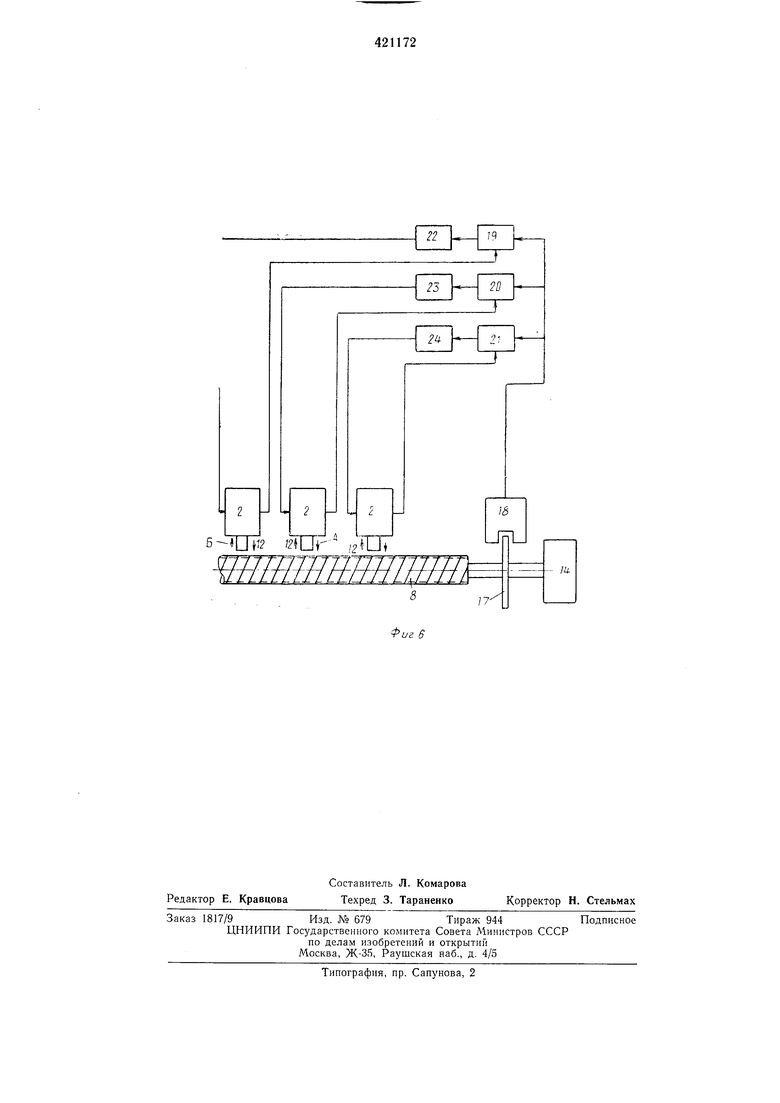
В качестве транспортирующего привода предусмотрена бесконечная лента 15 с захватами 16, в которые могут входить соединительные штифты 12 сварочных головок 2. Сварочные головки контактируют либо с перемещающейся вперед ветвью ленты, либо с ветвью ленты, перемещающейся в обратном
паправлении, за счет чего создается противонаправленное движение.
Половина всех сварочных головок может контактировать с приводом (винт 8 или движущаяся поступательно ветвь бескопечпой
лепты 15), а другая половина всех сварочных головок может соединяться со вторым приводом (винт 13 или совершающая возвратное движение другая ветвь непрерывиой ленты 15).
Каждая сварочная головка может перемещаться по всей длине транспортирующих приводов.
Каждая половина всех сварочных головок, расположенных по обе стороны от зоны подачи продольиых проволок, может перемещаться только на 1/2 ширины машины.
Во всех вариантах все приводы должны быть реверсивными, чтобы обеспечить в случае необходимости перемещение сварочных головок в обоих направлениях.
С другой стороны, реверсирование привода излишне, если при применении двух транспортеров с противоположным направлением подачи каждая головка выборочно соединена
с одним или с другим транспортером.
Определение продолжительности контакта каждой сварочной головки с транспортирующим приводом и, следовательно, определение пути перемещения сварочной головки осуществляется преимущественно автоматически.
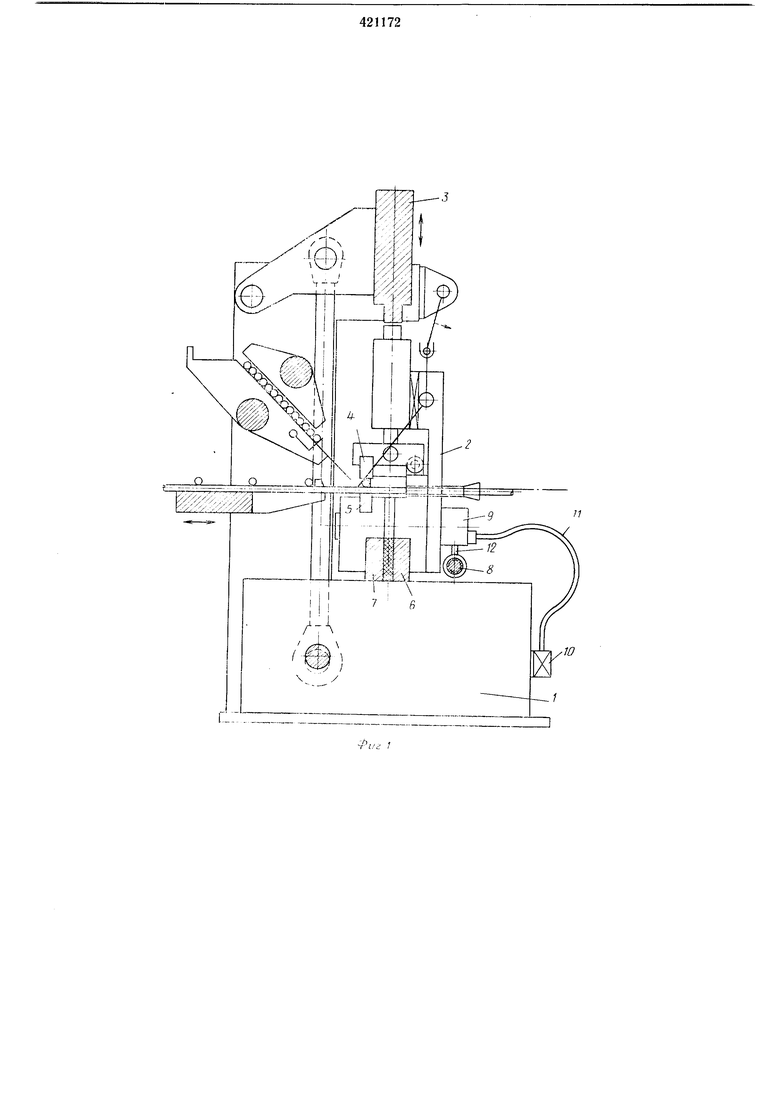
Па оси ходового винта 8 с приводом от двигателя или передаточного механизма 14 размещен дисковый датчик 17 импульсов оптический (перфорированный диск с фотоэлементом) или магнитный (путем индукции). Датчик 17 импульсов при вращении ходового винта 8 подает па воспроизводящее (считывающее) устройство 18 импульсы, количество которых пропорционально углу кручения
випта.
Импульсы считывающего устройства 18 воздействуют на некоторые входы функциональных схем 19, 20, 21, соответствующие одной из сварочных головок 2. К другим входам
схем приложено напряжение размыкания, еели соединительный штифт 12 соответствующей сварочной головки иеремещается в направлении стрелки А в зацеплении с ходовым винтом 8. Такое движение можно использовать для замыкания выключателя в цепи тока размыкания. На выходах функциональных схем находятся реверсивные счетчики 22, 23, 24 импульсов, которые заранее можно рассчитать на определенное количество импульсов н, следовательно, на определенный путь перемещений соответствующей сварочной головки. Эти счетчики выполнены таким образом, что после возврата в исходное положение под действием соответствующих импульсов, они замыкают цепь тока управления, с помощью которой в целях разъединения соединительные штифты 12 соответствующих сварочных головок перемещаются в направлении стрелки Б. Для изменения распределения продольной проволоки с полгощью счетчиков 22, 23, 24 регулируются необходимые пути перемещеиия отдельных сварочных головок, а затем вращается винт 8. Таким образом, все сварочные головки, одновременно перемещаясь на различное расстояние, могут устанавливаться в любом новом положении. Предмет изобретения 1. Мащина для контактной точечной сварки арматурных сеток, содержащая размещенные на станине сварочные головки и механизм перемещения головок в направлении, перпендикулярном к направлению подачи продольных стержней, отличающаяся тем, что, с целью повышения производительности при изготовлении арматурных сеток с различными шагами продольных стержней, механизм перемещения сварочных головок выполнен в виде установленного на станине вдоль головок транспортирующего привода и смонтированного на корпусе каждой головки приснособленпя, содержащего штифт, установленный с возможностью взаимодействия с указанным нриводом, при этом машина снабжена системой программного управления, содержащей прибор для измерения пути перемещения каждой сварочной головки, включающаяся в момент соединения штифта с приводом и обеспечивающий их разъединение после иеремещения сварочных головок на заданное расстояние. 2.Машина по п. 1, от л и ч а ю щ а я с я тем, что транспортирующий нривод выполнен в виде ходового винта с резьбой одного направления по всей длине. 3.Маипша по и. 1, отличающаяся тем, что транспортирующий нривод выполнен в виде ходового в1И1та, одна половина котопого снабжена левой резьбой, а другая - правой резьбой. 4.Машина но п. 1, от л ич а юш а я с я тем, что транспортирующий привод выполнен в виде двух параллельных ходовых винтов, имеющих резьбу разного направления и установленных с возможностью вращения в одну сторону, при этоАг каждая головка установлена с возможностью соединения с одним из винтов. 5.Мащина по п. 1, отличающаяся тем, что транспортирующий привод выполнен в виде двух параллельных ходовых винтов, имеющих резьбу одного направления и установленных с возможностью вращения в противоположиые стороны, нри этом каждая головка установлена с возможностью соединения с одним из винтов. 6.Мап1ина по п. 1, отличающаяся тем, что транспортирующий привод выполнен в виде бесконечной ленты с захватами, взаимодействующими со штифтами головок, при этом.каждая головка установлена с возможностью соединения с одной из ветвей бесконечной ленты.
Ega g;g: :/Z; Zjgg,gi
т
/Т ГТГГ/Т 7Т7ГГГТ/ 7 /ТГГ77 7 п
/JL/X/X7 J-fT-i J-i J-J i-i j-J-t IJ-/-f-/-J-/-f.
/
w.J

fl-I n I
e
12
gggffiagggsgwssa TOgF
//
LnJ LJj-l U U U Lj У
an П
ФигЛ
0
,
6
n Фиг 5
4Tii
ш.™лл/y/z/
