Изобретение относится к области Св,арочной техники и может быть использовано при ивготовлении арматурных сеток с различными расстояниями между продольными стержнями.
Известна машина, содержащая смонтированные на станине тривод давления и устаиовленные с возможностью .перемещения в направлении, перпендикулярном тодаче 1продоль«ых Стерж.ней, сварочньге головки, каждая из которых включает в себя корпус с механизмом сжатия, направляющей для подачи продольных стержйей и электродами, связанными токоподводом с источником питания.
Однако 1перел1ещаемые консрруктивные узлы имеют большой вес и занимают много места, что затрудняет переналадку машин при изменении ш-ага продольных стержней.
Предложенная машина отличается от известной тем, что токоподвод выполнен в виде двух изолированных .друг от друга -и обЩИХ для всех сварочных головок шин, соединенных с электродами «аждой головки, и привод давления /выполнен в виде общей для всех головок нажимной балки, установленной над мехалиамами сжатия головок с возможностью вертикального -перемещения для передачи усилия сжатия на электроды.
закрепленной на «орпусе механизма сжатия траверсой, несущей указанный электрод, или через корпус толовки ,и гибкий провод, соединяющий корпус с электрододержателем.
Кроме того, в верхней части корпуса механизма сжатия каждой головки установлена штанга, передающая давление нажимной балки 1механизму сжатия головки.
Такое выполнение машины упрощает ее
переналадку при изменении щага продольных стержней за счет облегчения веса головок.
На фиг. 1 показана описываемая машина, вид сбоку и частичный разрез; на фиг. 2 - вариант выполнения отдельного блока; на фиг.
3 ва.риант (выполнения механизма сжатия. Машина содержит две сбор.ные щины 1 я 2, перпендикулярные направлению подачи продольных стержней и связанные с одним или несколькими трансформаторами. Шины олираются на станину м.ашины и взаимно изолируются изоляционным слоем 3. Вдоль этих сборных щин перемещается больщое количество сварочных головок. Каждая головка содержит корпус 4, Д1ва токопр-иемника 5 и 6,
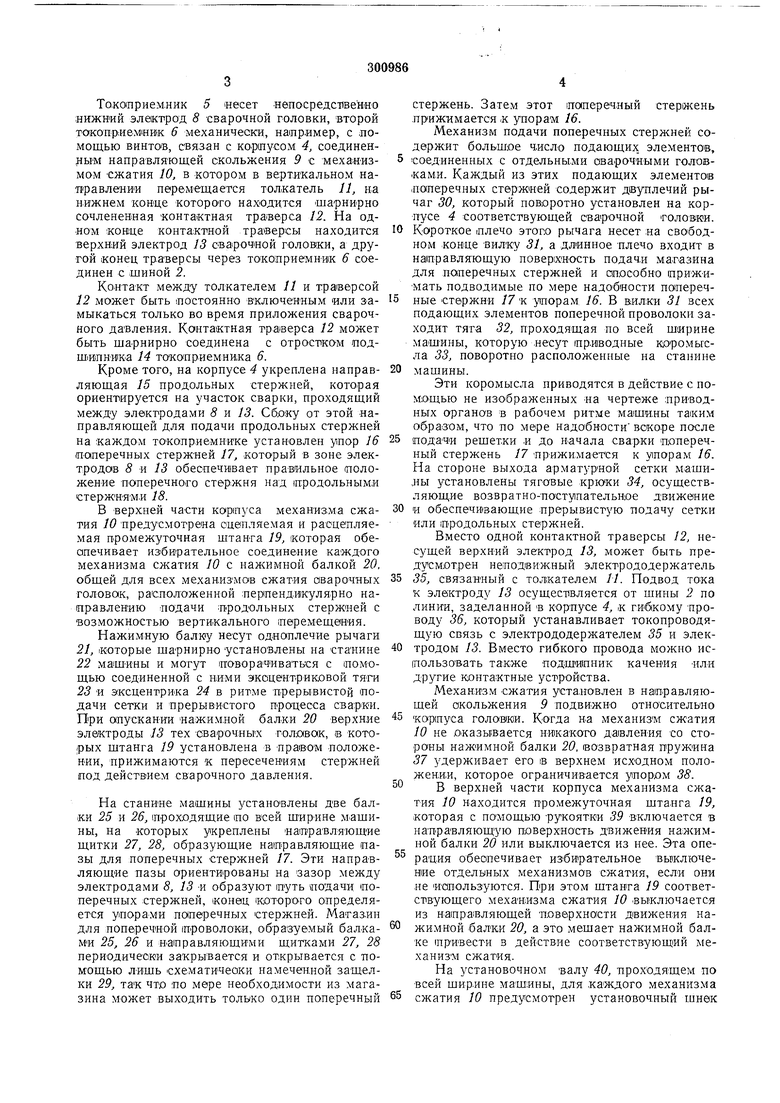
.которые контактируют только с одной из сборных щин / или 2 и отделены друг от друга изолирующей деталью 7, которая одновременно служит для механического объединения обоих токоприемников 5 и б в один токоприемТо.ко1прием.ник 5 несет -непосредственио нижний электрод 8 сварочной головки, второй токопр;ием1НИ1К 6 механически, например, с ломощью винто-в, с кориусом 4, соединенным направляющей скольжения 9 с механизмом Сжатия 10, в котором в вертикальном направлении перемещается толкатель 11, на нижнем конце которого находится шарнирно сочлененная контактная траверса 12. На одном конце контактной траверсы находится верхний электрод 13 свароч ной головки, а другой конец траверсы через токоприемнвк 6 соединен с шиной 2.
Контакт между толкателем // и траверсой 12 может быть постоянно включенным «ли эамыкаться только во время приложения сварочного давления. Контактная траверса 12 может быть шарнирно соединена с отросткам подш ипняка 14 токоприемника 6.
Кроме того, на корпусе 4 укреплена направляющая 15 продольных стержней, которая ориентируется на участок сварки, проходящий между электродами 8 и 13. Сбоку от этой направляющей для подачи продольных стержней на каждом токопр.иемнике установлен упор 16 поперечных стержней 17, который в зоне электродов 8 и 13 обеспечи1вает правильное (положение поперечного стержня над тродольными стер-жнЯМи 18.
В верхней части корпуса механизма сжатия 10 Предусмотрена сцепляемая и расцепляемая промежуточная штанга 19, которая обеспечивает избирательное соединение каждого механизма сжатия 10 с нажимной балкой 20, общей для всех механизмов сжатия сварочных головок, расположенной перпендикулярно направлению подачи продольных стержней с возможностью вертикального перемещения.
Нажимную балк|у несут одноплечие рычаги 21, которые шарнирно установлены на станине
22маш-ины и могут поворачиваться с помОщью соединенной с ними экоцентриковой тяги
23И эксцентрика 24 в ритме прерывистой подачи сетки и прерывистого процесса сварки. При опускании нажимной балки 20 верхние электроды 13 тех Сварочных голОвок, в которых штанга 19 установлена в правом положении, прижимаются к пересечениям стержней под действием сварочного давления.
На станине машины установлены две балки 25 и 26, (Проходящие по всей щирине м ащины, на которых укреплены направлЯЮщие щитки 27, 28, образующие направляющие пазы для поперечных Стержней 17. Эти направляющие пазы ориентированы на зазор между электродами 8, 13 И образуют иуть подачи поперечных стержней, конец (которого определяется упорами поперечных стержней. Магазин для поперечной проволоки, Образуемый балками 25, 26 и направляющими щитками 27, 28 периодически закрывается и открывается с помощью ЛИшь схематически намеченной защелки 29, так что по мере необходимости из магазина может выходить только один поперечный
стержень. Затем этот поперечный стержень прижимается к упорам 16.
Механизм подачи поперечных стержней содержит больщое число подающих элементов, 5 соединенных с отдельными сварочными головками. Каждый из этих подающих элементов поперечных стержней содержит двуплечий рычаг 30, который поворотно установлен на корпусе 4 соответствующей сварочной толовки.
0 Короткое плечо этого рычага несет на свободном конце вилку 31, а длинное плечо входит в направляющую поверхность подачи магазина для поперечных стержней и опособно прижИмать подводимые по мере надобности поперечные стержни 17 к упорам 16. В в;илки 31 всех подающих элементов поперечной проволоки заходит тяга 32, проходящая по всей щирине мащины, которую несут пр.иводные коромысла 33, поворотпо расположенные на станине
0 мащины.
Эти коромысла приводятся в действие с помощью не иЗОбрал енных на чертеже приводных органов в рабочем ритме мащины таким образом, что по мере надобности вскоре после
5 подачи рещетки и до начала сварки поперечный стержень 17 прижимается к упорам 16. На стороне выхода арматурной сетки машины установлены тяговые крюки 34, осуществляющие возвратно-поступательное движение
0 и обеспечивающие прерывистую подачу сетки или прОдольных стержней.
Вместо одной контактной траверсы 12, несущей верхний электрод 13, может быть предусмотрен неподвижный электрододержатель
5 35, связанный с толкателем 11. Подвод тока к электроду 13 осуществляется от шины 2 по линии, заделанной в корпусе 4, к гибкому проводу 36, который устанавливает токопроводящую связь с электрододержателем 35 и электродом 13. Вместо гибкого провода можно использовать также ПОД.ШИ1ППИК качения Или другие контактные устрОЙства.
Механизм сжатия установлен в направляющей скольжения 9 подвижно относительно
5 корпуса головки. Когда на механизм сжатия 10 не оказывается ни1каКОго давления со стороны нажимной балки 20, возвратная пружина 37 удерживает его в верхнем исходном положении, которое огр-аничивается упором 38.
В верхней части корпуса механизма сжатия 10 находится промежуточная щтанга 19, которая с помощью рукоятки 39 включается в направляющую поверхность движения нажимной балки 20 пли выключается из нее. Эта операция обеспечивает из бирательное выключение отдельных механизмов сжатия, если они не используются. При этом щтанта 19 соответствующего механ:изма сжатия 10 выключается из на1правляющей поверхности движения нажимной балки 20, а это мещает нажимной балке 1привесТИ в действие соответствующий механизм сжатия.
41, .который может перемещаться на этом валу в продольном на1П1равлении, но соединен с ним на вращение и находится ;в зацеплении с червячньш колесом 42. При пуске устанавочного вала 40 все установочные щнеки 41 приводят в дейСт1в.ие приданные им червячные .колеса 42 И овязанные с иоследн.имй установочные шпиндели 43. ,
В каждом мехализме сжатия 10 предусмотрена нарезная муфта 44, которая навинчивается на .наружную резьбу установочных шпинделей 43 и предохраняется от прокручивания с 1помошью направляющих 45. При пуске установочных шпинделей 43 меняется высота нарезных м|уфт 44 в пустотелой внутренней части узло)в передачи усилия сжатия и вследствие этого они с переменным давлением (Пр гжимают пружины 46 к подпятникам 47 и тол1кателям 11, .передающим давлением. С помощью такой операции можно регулировать усилие на эле ктродах во время сварки как угодно, а именно на всех перемещаемых .конструктивных узлах электродных лар.
Приндип действия описанной машины заключае-пся в следующем.
Рычаг 21, приводимый в действие эксцентриком 24, через сцепную тягу 23 поворачивается BOKpyir своего подшипнигка 48, осуществляя колебательное движение и сообщая наЖИ|МН:ОЙ балке 20 ритмичное движение снизу вверх и сверху вн.из. При своем движении от верхнего положения в мертвой точке вниз нажи-мная балка 20 после непродолжительного холостого хода наталкивается на штангу 19 тех механизмов сжатия, в которых она установлена в правом положении.
Продолжая двигаться сверху вниз, нажимная балка захватывает механизм сжатия, /причем последний перемещается сверху вниз по направляющим скольжения 9, сжимая при этом возвратные пружины 37. Как только электроды 13 приходят в соприкосновение с псиперечными стержнями 17, на.ходящимися в положении аварки, движение сверху вниз электродов 13 и толкателей //, передающих давление, прекращается, и толкатели // под действием прижимньрх (пружии вдавливаются во внутреннюю часть корпуса механизма сжатия 10. Как только под действием непрямого привода Через экацентр.ик 24 направление нажимных балок реверсируется, узлы передачи уоилия сжатия также начинают перемещаться вверх под действием возвратных пружин 37, причем прижимные пружины 46 снова разгружаются настолько, что подпятники 47 пруж.ин устанавл.иваются на авоем седле в корпусе механизма сжатия 10.
За то времЯ, которое необх. нажимной балке 20 для возврата в верхнее положение мертвой ТОЧ.КИ, сетка с помощью тяговы.х крюков 34 подается на один делительный шат вперед. Одновременно защелка 29 магазина обеспечивает выход из магазина поперечного стержня 17, и он частично под действием силы тяжести, частично под действием подающих
элементов 30 поперечных стержней перемещается к месту оварКИ, т. е. к yinopaM 16.
Для установки машины на произвольный щаг продольного стержня достаточно освободить не показанные на чертежах блокировочные устройства любой конструкции переставляемых сварочных голавак, после чего эти сва.рочные головки могут устанавливаться в любом положении вдоль,сборных щин, причем не
нужно устанавливать «ли осла.блять другие активные соединения. После того как передвижные сварочные головки будут шереставлены, они фиксируются в новом положении. Ненужные перед вижные сварочные голов.ки
могут быть сняты с направляющей производящей поверхности решетки или отключены с помощью расцепления щтанг 19 механизма сжатия 10.
20
Предмет изобретения
1. Машина для контактной точечной аварки ар.матурных сеток, содержащая смонтированные на станине .привод давле.ния и установленные с возможностью перемещения в направлении, перпендикулярном подаче продольных стержней сварочные головки, каждая из которых .включает в себя .корпус с механизмом сжатия, направляющей для подачи продольных стержней .и электродами, связанными токоподводом с источником питаиия, отличающаяся тем, что, с целью упрощения переналадки машины пр.и изменен1ии шага продольных стержней за счет облегчения веса
.головок, Т01К01ПОД1ВОД выполнен в виде двух изолированных друг от друга и общих для iBcex головок шин, соединенных при помощи токоприемников с верхним и нижним электродам.и каждой половки, а привод да вления выполнен в еиде общей для всех головок нажимной балки, установленной над механизмами сжатия головок с возможностью вертикального перемещения для передач.и усилия сжатия на электроды.
2. Мащина по п. I, отличающаяся тем, что соединение верхнего электр.ода каждой головки с соответствующим токоприемником осуществлено при помощи щарнирно закрепленной на корпусе механизма сжатия траверсы,
на одном конце которой установлен указанный электрод, а другой конец связан с токоприем1НИКОМ, в котором выполнено отверстие для подачи про.дольного стержня.
3..Мащина по п. 1, отличающаяся тем, что подвод тока к верхнему электроду каждой головки осуществлен при помощи гибкого провода, один .конец .которого соединен с закрепленным на корпусе механизма сжатия электрододержателем, а другой конец соединен с
корпусом головки.
4.Машина по п. , отличающаяся тем, что в верхней части корпуса механизма сжатия каждой головки установлена с возможностью горизонтального перемещения в направляювоздействии на нее иажимной балки усилие на механизм сжатия электродов .и обеспечивающая тем самым избирательное соединение головок с приводом давления.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки сеток | 1972 |
|
SU573120A3 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Устройство для изготовления сеток | 1971 |
|
SU576020A3 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Машина для контактной точечной сварки | 1973 |
|
SU465293A1 |
| Устройство для изготовления сетки из проволоки или стержней при помощи электрической сварки | 1940 |
|
SU73318A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |


JJ
5
Vue t
20
Риг. 2
20
