Изобретение относится к области металлообработки.
Известеи сноеоб обработки деталей на станках токариого тина, ео11ровожда10Ш, настройкой, нри которой в размерную цонь системы СПИД вносят нонравку, изменяя положение оиоры, поддерживающей деталь, i3 направлении биения детали. Панример. изменяя ноложеиие центра задней бабки носле контроля нонеречного сечения детали, можно повысить точность обработки. Однако нрн этом воздействуют па деталь по Bceii ее длине, в том числе и па уже обработаппую чаеть, что снижает точность ввeдef ия иоправки в размерную день системы СПИД.
Предлагаемый сиособ нозволяет повысить точиость введения поправки путем перепесения действий в иепосредстве1П ую близость от зоны резания и сократить трудоемкоет ее введения.
С этой нелью иснользуют вращающуюся онору роликового тина, которую вводят в контакт с обработаппой поверхностью деталп пепосредствеипо за инструментом с иротивоноложной его стороны и нодают совместно с инструментом, а онора нредставляет собой ролик. врап1.аемый эксцентрично, величину эксцентриситета вращения которого выбирают и изменяют в зависимости от величины биения детали в контролируемом сечении.
)
Величину эксцентриситета вращения е,изменяют по мере изме 1ения величины биения iR) оси деталп но закону
.-A/. f,
r;ie /, /---соответственпо глубнна резания и Hpoiiu) обрабатываемо деталн в случае равHOMepHoio нрнпуска на обработку;
.Л/м Л/- - соответственно откло11СН11я г.тубины резания и :;рогиба в каждом поперечпом дсгалп. обуслов.теппые биенпем дета,in.
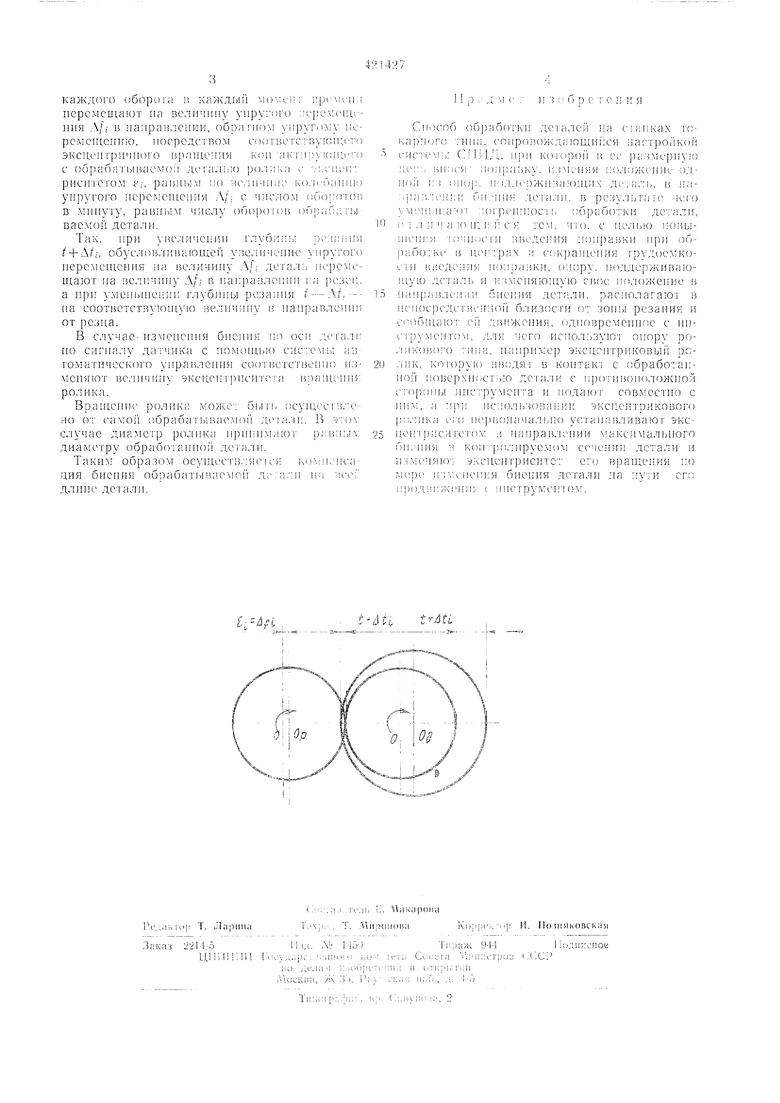
Ibi чертеже изображена схема комненсации отк.юпении припуска па обработку Л/,-, об)словлеппо1о биением обрабатываемся дета,ч.
Пр1 пятые ()боз ачения:
О--ось обр;:бат ьаел ой детал, Г);-гeo :eтp Iчecкaя ось дета.ти;
О,, гeo cтp чeeкaя ось
i-, - )кспс1 трис 1тет ролика.
() )1 резаи1 я А/;, обуслов. п( p i iycKa ia обработку в каждом 0 lepeчнo сече) деталп. колеба П1е еилы и. как следCTB ie. колеба1 :е у ругого обрабатываелюй детали в аждого оборота детали.
Для KOM iei eannn колеба ; иеремеще п- обрабатываему о деталь в каждого оборота н каждый мо,;с:М :pr uii:i перемещают па величину ируг()1Ч jopexunu}п-1Я в nanpais.iein-iH, обритом упруг лгу норе меп1;епнго, посредетвом еоответствушп; ;-) эксцеп гричпого вращеппя коп як ) KMi-ri i с c)бpaбall lиac и): дета;1ыо ро.лпка с n.cii.cii. риситСтом (-;, рапным но иоличип; ко/н-оапш:) упругого пе }еме1пеппя Л/; с чпслом (i6op(vi4)B в мипуту, равпым чпслу обороюн оПрабаты Б а смой детали. Так. при уиоличенип 1лубинь; ролаппи /Ч-ДГ;, обуеловлипаюптей увеличсппе упругого 11еремеп1епия па величппу дота; :; перемещают па величппу Д/; в пакравлеппп га резе::,. а п)и глубпны реза;п я f--Дг,--на eooTiieTeTByioniyio неличину в паправлешш от резпа. В случае пзАгепеиия биеппя но оеп по еигпалу датчика с помоигвю епетемы ав томатичеекого управления eooTBeTeTiseiHio измепяют пе.чнчипу экеиентриеп1ета Boanuains; ролика. Врап|.ение ролика может бвгп, пеупеегв.-е но от (aMoii обрабатываелой де1а.п1;. В Э:ч) с-лучае диаметр ирннимаюг paвпы диаметру обработанио; дета;п. Таким образом оеуниетв.тяепп 1чо :н ч1еация биепия обпабатчлваемой де:а,Л1 чееГ длине деталп. l.jioeof) обраоот1 и деталей на ei-апках тскарчого тппа, еопро1и)жд;;ющи :е5 иаетроПкой eneieM:;: (ПИ.У, ii|in Koixipofi в ci- размерную :iiM::; ьн:)е;г noijpaiiKV. иамепяя 1:о.|()Ж(Ч1 ле о,.Hofi Hi oHijp. 11-);1ч.е;))П1Пл де:а,:Ь, в luiнраи. бн;ти1н деталп. в рез льта:(: чего у кмп-п:а:) I ногренное ::6pa6oTi ii детали, о ; л п ч а О 1Ц I: ; е я гем, чю. е пелню ноиы ||ен : т;1чн;)егп в1Кдеиг1Я ноп11авки при об|Ki6o:i e в ;( е() ()етп внедсчпн: (н, опору. поддер иваю-iiiyic) деталь и 11;шепягоп1у1о евое положение в a i ;aii;ie;iiu; 6iiejHni деталп. раеполагают в н(ч;оередет: ечпон б; изоет11 от зоны резания и епобп1ак)т ей гвижепия, од| ОБреме 1ное е инетрумептсш. для чего иепользуют опору ро.laKOBiiro rinia, панример экеце1Ггр П овы); , i oi-opyu) вводя в контакт е обработанпой |ОверлП -етпЮ дета.ти с нротивонолой ной ет();о1:в 1П1егрумепта н подаю-)- еовмеетио е ннл;, а П111 11е:к).ч1)3()вапп11 экецептрнкового р;;.;пка гчч: 1 ерво1 ача.) уетапа1.тивают экепентриеи ет(м в паправлепии :акеи альпого бнення в K()ii-;- t).;;npyeMOM ееченин деталп и изменяю-; )кепснгг|)иентс-: его вращения по i(Дle г;,;епения бнеиия дегали на ПУ-; и его ::;)0;1НК Кени;.; ( И1 е-ГрУМеН- ОМ .
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| Способ ориентации асимметричных деталей и устройство для его осуществления | 1986 |
|
SU1373518A1 |
| Способ соединения деталей одежды и пресс для его осуществления | 1954 |
|
SU103571A1 |
| Многолезвийный режущий инструмент | 1985 |
|
SU1298009A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ ТИПА ЕИЛ1>&3 | 1971 |
|
SU421479A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМ КОНТУРОМ | 1971 |
|
SU315513A1 |
| Резцовая державка для резцовых блоков к токарным станкам | 1956 |
|
SU109207A1 |
| Устройство для управления роботом технологического конвейера | 1987 |
|
SU1526985A1 |
| Агрегат для непрерывной стабильной цементации деталей с гидравлическими затворами | 1955 |
|
SU109587A1 |
| Способ ультразвуковой размерной обработки | 1982 |
|
SU1093489A1 |
