Изобретение относится к обработке на металлорежущих станках крупногабаритных деталей из легких снлавов.
Известен фрезерный станок для обработки плоских деталей с криволинейным контуром путем относительного смещения изделия и инструмента но двум координатам.
Цель изобретения - обработка крупногабаритных деталей без изменения направления вращения рабочего органа.
Для этого предлагаемый станок снабжен несущим фрезерную каретку норталом, перемещаемым возвратно-поступательно от цепного привода и сцепляющимся с верхней или нижней ветвью последнего ири помощи прижимных колодок фрикционного механизма, управляемых эксцентриком.
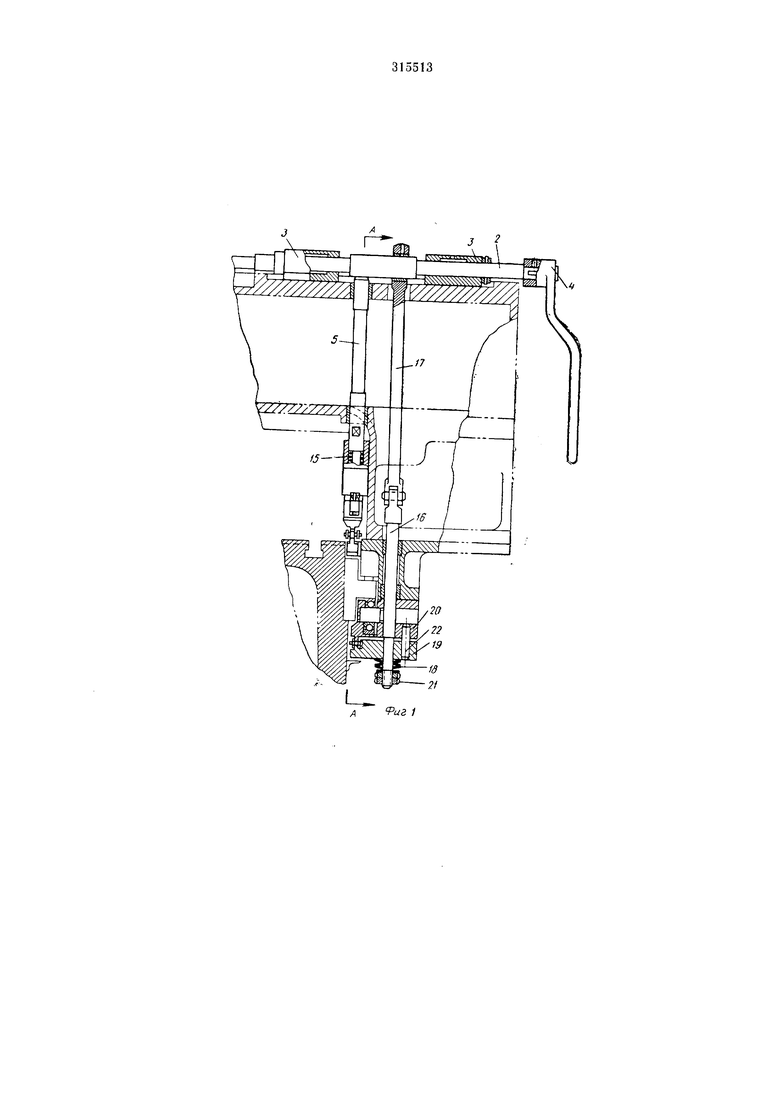
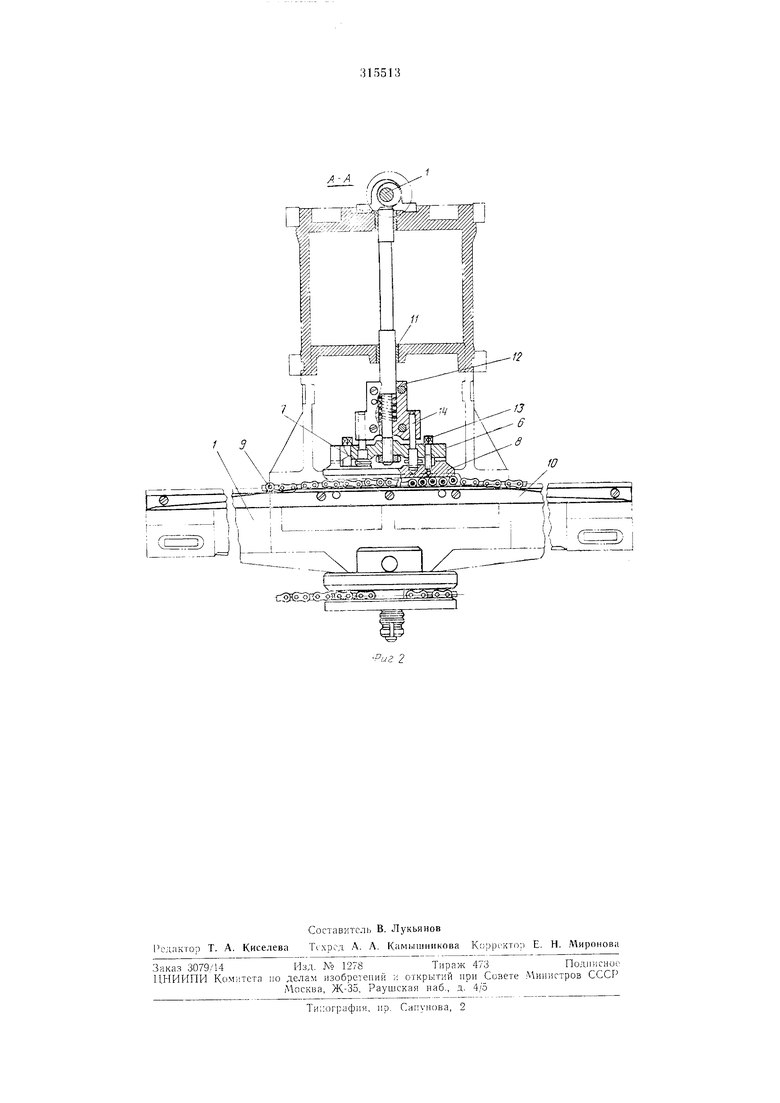
На фиг. 1 изображен предлагаемый станок; на фиг. 2 - то же, разрез А-Л.
Механизм сцепления смонтирован в портале / станка. Эксцентрик 2 закреплен в подщипниках 3. При повороте рукоятки 4 управления усилие от эксцентрика передается щтоком 5 через поперечину 6 на тарельчатые пружины 7 и прижимной бащмак 8. Ири этом верхняя ветвь ценного привода 9 прижимается к направляющей планке 10, за счет чего осуществляется сцепление.
резьбой, позволяющей производить регулирование зазора между роликами привода 9 и башмаком 8. Бащмак расположен на поперечине свободно и вертика.льно удержиБается на ней винтами 13.
Штифты 14 запрессованы в поперечину 6, а с колодкой 12 и бащмаком 8 соединены свободно. Штифты фиксируют силовые пружины 7 и предохраняют поперечину от разворота. Пружина 15 служит для возврата щтока 5.
При повороте рукоятки 4 в другую сторону усилие от эксцетрика передается через шток 16, который соединен с ним щарнирно посредством шатуна 17, а силовые пружины 18 действуют на прижимной башмак 19. В этом случае нижняя ветвь привода 9 прижимается к колодке 20, установленной неподвижно. Регулирование зазора между колодкой 20 и
бащмаком 19 осуществляется гайками 21. Для предохранения бащ.мака 19 от разворота и перекоса при сцеплении слушат штифты 22, запрессованные в колодку 20 и свободно входящие в бащмак 19.
В процессе обработки для осуществления механической подачи сила сцепления между силовым элементо.м и зажимами должна превышать усилие резания. Величина усилия резания меняется в зависимости от глубины
му при механнчсчкой иодач - С1км1;кчп1я между силовым 3;ie ienro.M (цепным приводом) и механизмом сцепления жолагельио изменять с це.чьЮ .ч1ьи1еиия потерь па тропис во время проск;1ль,ь иапик иеии и)1 п-,;регрузках спеплеиии.
Особенностью лредласаемого сишка является 70, 1ТО зеличипа силы сцеплеиия с ветвями привода 9 и зависимости от усилия резания может пзмспяться :loлoжeнnc i -я сцентоика от пуля до л;акспмалы1ого pacicrпого усилия, создающегося пру/кипами / ii/и башмаков 8 и 19. Усга.повка эксцепгрика иа паибольший угол nonopoia в ту или ИЛР.К; сторону в за1ик1 М(Кти от направ.тспия отработки СО{)Т15С1ЧТВуС 1 НанбоЛЫНСИ силе СНСИлепия, п со б ход и МОП для преодоления luuiбольшего уснлия . Следовательно. нропо)П110налы1() ;1змеиенп1о усплпя резания, которое можег меняП)СЯ пооперапиопно и,1и :;(Miepexo;uio, можно пзмепять силу спсп,1еиия, что 11()зволяет мепыпать поте)и па. трепис при проскальзывании прнвод;; 9.
Фрикп.иоппос снеплепис силового .леменга (псппого привода) п воспрщшмающего (iiO iтала /I лозво.тяет обраб;г:ывать как прямолнпейные, так п скру|ленные участкп контура деталп, так как прп выходе на скру|-ленпе об)абатывается по щаб.топу. Перегрузка сцепления осуществляется. Прпвод 9 проскальзывает между зажнма.ми. Обработка поперечного коигура производи ся при помоП1н ручной поперечной подачп.
Пред,1агаемый стапок работает следующим об}) азом.
Когда эксщмггрик установлен и нейтральное положение (рукоятка 4 находится в вертикальном положеннн), цепной нривод движется свободно, благодаря иалнчию зазора междл ним п башмаками 8 н 19, портал с фрезе)ной 1Ч)ловкой перемещаются в нродольно.м паправл1еппп.
Для осупрествлспня продоль}10Й подачп порта.а рукоятку 4, а вместе с пей и эксцентрик пово)ачивак)т в сторону желаемого }iaправления движении портала. Прп этом один из -л1е.меп;ов зажил ов (верхний 10 или }1ижчпй 2U) сцеп л яе гея с соотвегствующей зет И1ЛО привода ./, и (юргал получает нере.мещелпе в ту илп дру1-ую сюропу.
При достижении порталом заданного положения он останавливается путем установки рукояткп / в нейтральное ноложение. Фрезерная го.товка вручную неремещается по порталу в поперечном направлении до нужп.ого контура.
Пос;1е .адапия требуемой г.тубины резания опять поворачивается рукоятка 4 влево до noj), пока спла сцепленпя uvкдy зажи.мо.м п ветвью привода 9 достигает величпиы, пеобходи.мой для преодоления силы резаппя, и иортал 1;ачинает двигаться, прп :i() шаб.юну обрабатывается участок контура. IIi)n выходе фрезерной головкп па скруглеппе шаблона происходит перегрузка сценле1;|;я, п цепной привод начинает проскальзывать, г. е. происход1гг автоматическое выг;;1К)чепие подачп.
Ручпым пере.мещепием фрезерной .о.ювки обрабатываемся поперечное направление конlypa. Обработка поперечного направления контура .может нроизводиться как с выключешюй, тг.к п с включенной подачей порт; .:а.
После об)аботки заданното контура портал пе)емепгается в исходное иоложение путеА цеп.1еппя одного пз зажимов с соответствук;пцй ве1выо цепного поивода.
Фрезе;)пый стапо1 для обработки плоских деталей с криволинейным контуром путем от1юеитс-.1,чого с.мснгенпя изделия и инструмента по дв м координатам, отлича/ощийся тем, чтг), с целью обработки крупногабаритных дета;ич1 без и.вменения направления вращеппя ;)абочсго органа, станок снабжен несущим ф1)сзерную каретку порталом, перемещаемы.м возвратно-поступательно от ценного п С 1еп;1яклцимся с верхней или нпжне lici шло ;1оследнсго с юмонгью ирп}кимпых ко;;о.ток фрикпиоппого механизма. ч1раБляел1Ых - KinunrifJnKOM.
2f
Риг 1
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Портальный фрезерный станок с числовым программным управлением | 1981 |
|
SU952470A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 1997 |
|
RU2130824C1 |
| СТАНОК, ИМЕЮЩИЙ ПО МЕНЬШЕЙ МЕРЕ ДВА ОТДЕЛЬНЫХ ОБРАБАТЫВАЮЩИХ УЗЛА, И СПОСОБ ОБРАБОТКИ ЗАГОТОВОК | 2014 |
|
RU2596543C2 |
| Накладной фрезерный станок | 1979 |
|
SU831420A1 |
| Фрезотокарный станок | 1991 |
|
SU1774905A3 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| ЛЕНТОЧНО-ПИЛЬНЫЙ СТАНОК | 1998 |
|
RU2139182C1 |
| Станок для обработки составной крупногабаритной детали | 1983 |
|
SU1148724A1 |