Изобретение относится к области обработки металлов давлением и может быть использовано при производстве деталей типа турбинных лопаток, изготовляемы ; из высокопрочных сплавов при постоянной температуре, поддерживаемой в процессе штамповки.
Известен гидравлический пресс, содержащий станину, выполненную в виде нижней и верхней неподвижных траверс, стянутых колоннами, нодвижную траверсу с инструментом, жестко связанную с рабочим цилиндром, размещенным в верхней неподвижной траверсе, а также устройство для ограничения хода подвижной траверсы, выполненное в виде установленных симметрично оси пресса с возможностью перемещения упоров, взаимодействующих с регулировочными винтами, размещенными в сквозных полых стойках, устаповЛенных на нижней траверсе соосно упорам.
С целью повышения точности регулирования положения подвижной траверсы, обеспечивающего наименьший припуск на механическую обработку отштампованных деталей, и упрощения конструкции в предлагаемом прессе упоры для ограничения хода подвижной траверсы установлены в предусмотренных в полых стойках цилиндрических расточках, а регулировочные винты другими концами посредством щлицев связаны с разгруженными в осевом направлении приводными шестернями, размещенными в нижней траверсе и сообщающими упомянутым винтам одинаково направленное синхронное вращение.
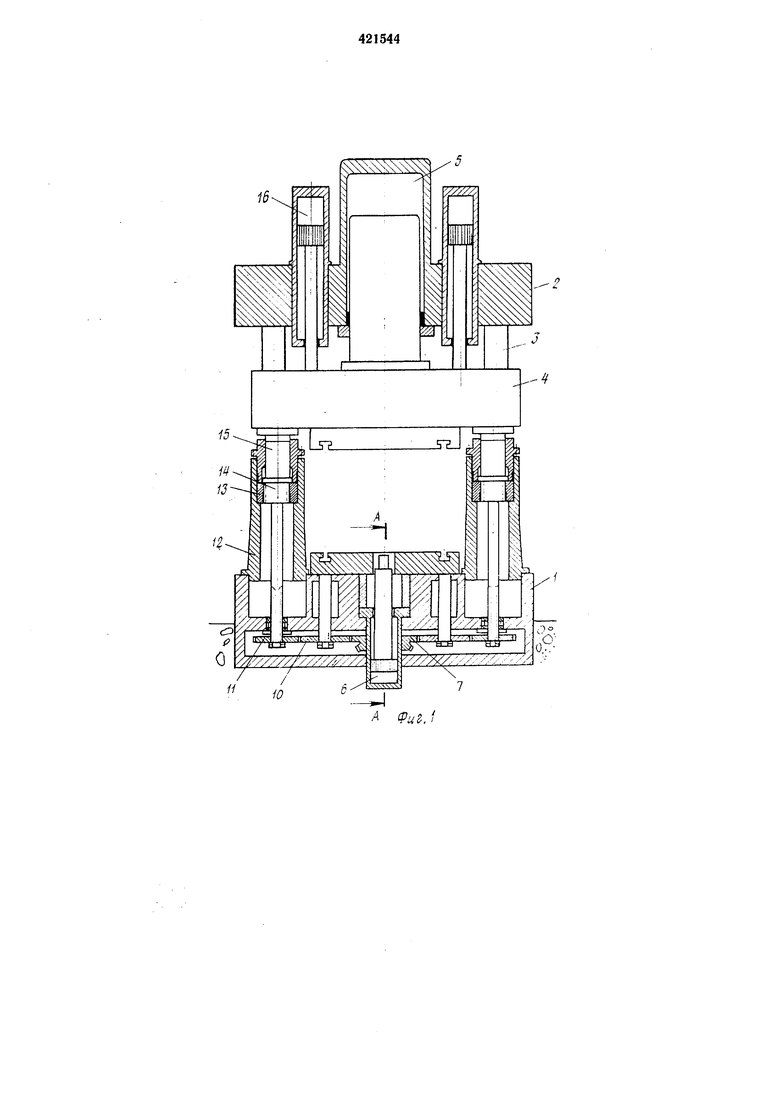
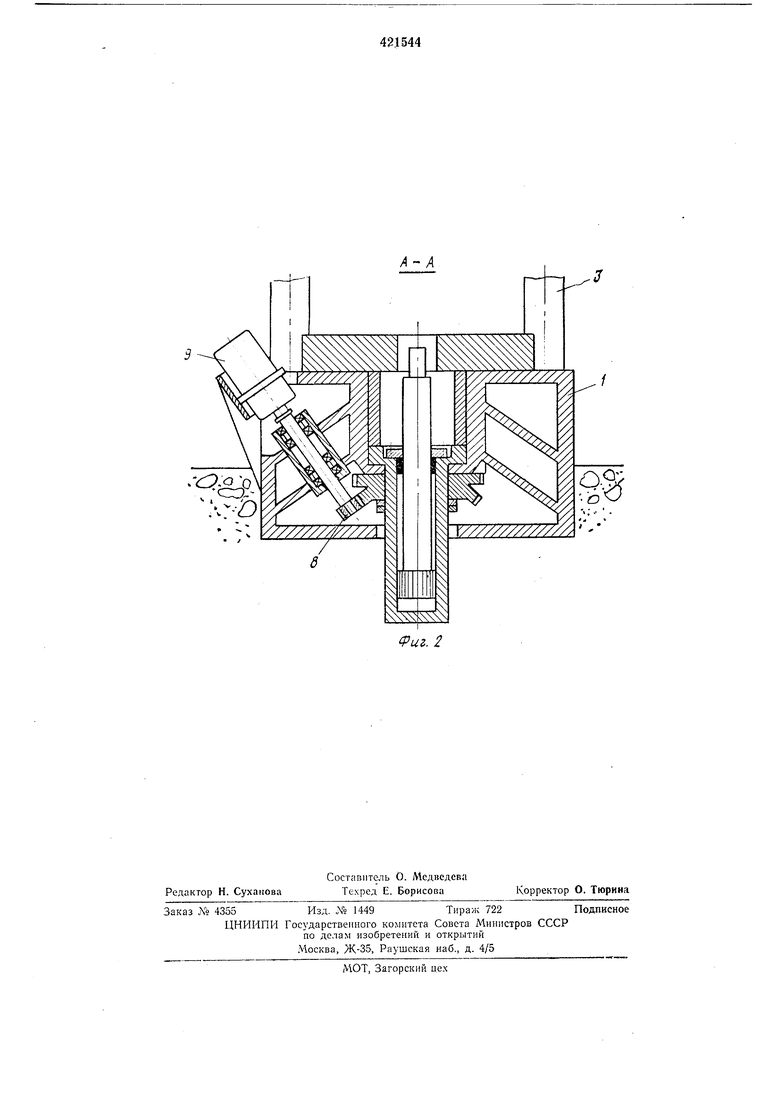
На фиг. 1 изображен предлагаемый пресс в продольном разрезе; на фиг. 2 - разрез по Л-А на фиг. 1.
Пресс состоит из неподвижных нижней 1 и верхней 2 траверс, стянутых колоннами 3, по которым может перемещаться подвижная траверса 4, находящаяся под воздействием главного цилиндра 5; нижнего выталкивателя 6 с установленным на нем блоком шестерен 7, связанным конической шестерней через шестерню S с мотор-редуктором Я а цилиндрической шестерней через паразитные шестерни 10 с приводными шестернями 11 регулируемых упоров, состоящих из полых стоек 12 с неподвижно закрепленной силовой гайкой 13, сквозь которую проходит силовой винт 14, и ограничителя 15 хода подвижной траверсы, имеющего миллиметровые деления на цилиндрической поверхности.
Силовой винт J4 снабжен шлицами, которыми он контактирует с приводной шестерней //. Для подъема подвижной траверсы 4 предназначены гидроцИлиндры J6 холостого хода.
Пресс работает следующим образом.
Производится настройка регулируемых упоров. Для этого в режиме «наладка пресс-форма запирается, включается мотор-редуктор 9 и вращаемые через шестерни 7, 8, 10 и // силовые винты 14 прижимают ограничители хода подвижной траверсы к опорной поверхности траверсы 4. Затем пресс-форма раскрывается и производится дополнительный подъем ограничителей хода подвижной траверсы на заданную величину, определяемую размерами штампуемой детали и пластичностью ее материала при температуре штамповки (чем выше пластичность материала, тем больше размеры штампуемой заготовки приближаются к размерам готовой детали).
Далее в пресс-форму закладывается заготовка. После чего производится ускоренное опускание подвижной траверсы 4 и прессование до момента останова подвижной траверсы на .ограничителях хода.
По датчику давления включается реле времени, которое контролирует время выдержки штампуемой детали под давлением.
Осуществляется ускоренный подъем подвижной траверсы 4.
Включается нижний выталкиватель 6, и отштампованная деталь извлекается.
Предмет изобретения
Гидравлический пресс, содержащий станину, выполненную в виде нижней и верхней неподвижных траверс, стянутых колоннами :; подвижную траверсу с инструментом,, жестко связанную с рабочим цилиндром, размещенным в верхней неподвижной траверсе, а т(«же устройство для ограничения хода подвижной
траверсы, выполненное в виде установленных симметрично оси пресса с возможностью перемещения упоров, взаимодействующих с регулировочными винтами, размещенными в сквозных полых стойках, установленных на нижней
траверсе соосно упорам, отличающийся тем, что, с целью повышения точности регулирования положения подвижной траверсы и упрощения конструкции, упоры для ограничения хода подвижной траверсы установлены в предусмотренных в полых стойках цилиндрических расточках, а регулировочные винты другими концами посредством шлицев связаны с разгруженными в осевом направлении приводными шестернями, размещенными в нижней траверсе
и сообщающими упомянутым винтам одинаково направленное синхронное вращение.
О
//
Фиг. I
А- А
Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| ГОРИЗОНТАЛЬНЫЙ ТРУБОПРОФИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС&^^а<;:: | 1972 |
|
SU323294A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU431035A1 |
| УСТРОЙСТВО для УДЕРЖАНИЯ ПОДВИЖНОЙ ТРАВЕРСЫ | 1972 |
|
SU351731A1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ СБОРКИ КОЛЬЦЕВЫХИЗДЕЛИЙ | 1972 |
|
SU434029A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1969 |
|
SU241222A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |