1
Изобретение относится к области производва глазурованных керамических нлиток.
Известны устройства для глазурования плиток методом полива, включающие рольганг с ведущим и ведомыми роликами с укрепленными на них звездочками, где ролики используются для принудительного поворота ленты транспортера на ребро на участке глазурования. Однако такие устройства имеют необратимые потери глазури, низкое качество покрытия, загрязнение тыльной и торцовых сторон плитки, что отрицательно сказывается на эксплуатации транснортных устройств обжиговых печей, раздельные операции охлаждения, увлажнения и очистки поверхности плиток.
Применяемые устройства для полива на производствах могут обеспечить только однотопочное глазурование, что требует преобразование потоков и увеличение производственных площадей.
Цель изобретения - совмещение операций охлаждения, увлажнения и очистки поверхности плиток.
Это достигается тем, что на входе устройства установлен двухярусный рольганг, а на рыходе - одноярусный рольганг. Звездочки рольгангов кинематически и попеременно связаны со звездочками с разным числом зубьев. Эти звездочки расположены с портивоположных сторон ведущего ролика. Ролики рольгангов покрыты гигроскопическим материалом.
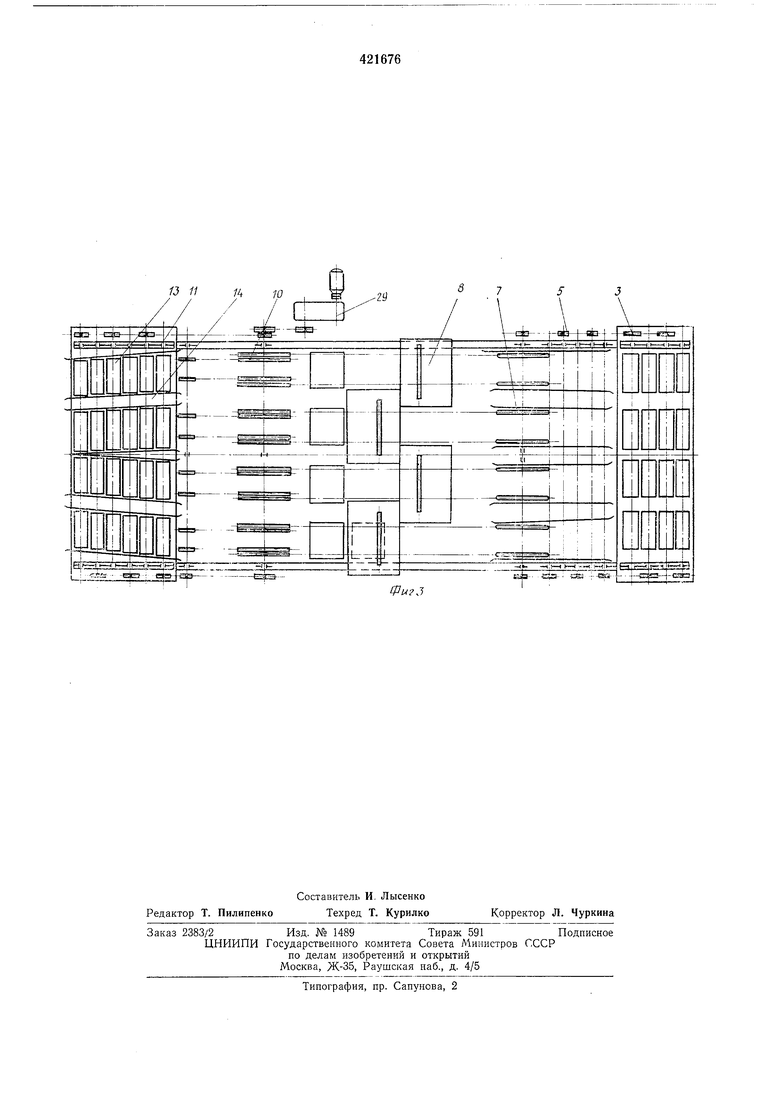
Па фиг. 1, 2 и 3 схематически изображено предлагаемое устройство.
Па раме 1 смонтирована ванна 2 для проточной воды, над которой установлен двухярусный рольганг 3 для охлаждения, увлажнения и очистки плиток, на ролики которого надеты валики (4) из гигроскопического материала.
Па выходе двухярусного рольганга установлен рольганг 5 с пластинчатыми нанравляющими 6 для выравнивания потоков плитки, затем установлен многопоточный глазуровочный транспортер 7 из клиновых ремней, над которым расположены глазуровочные бочки 8. Па ведущий вал 9 глазуровочного транспортера насажены ведущие шкивы передаточного транспортера 10, служащего для передачи
плитки на очистительный рольганг 11, который смонтирован над ванной 12 с проточной водой и имеющий разную окружную скорость роликов.
Па ролики рольганга 11 надеты валики 13
из гигроскопического материала. Для сохранения стабильности движения потоков над рольгангом установлены пластинчатые направляющие 14. Ролики 15 служат для натяжения цепей.
Для сбора и возврата глазури, не понавшей
на плитки в процессе глазурования, под верхней ветвью глазуровочного транспортера установлено корыто 16, а под нижней ветвью - корыто 17.
Глазуровочные бачки установлены на подвижной траверзе 18 (фиг. 2), которая укреплена на колонах 19. На тех же колонах на подвижной траверзе 20 установлен расходный бак 21 с распределительной коробкой глазури к бачкам.
На колоне 22 с помощью консоли 23 на пружине подвешено вибросито 24 для процеживания глазури, поступающей в расходный бак по шлангам 25. Заполнение ванн водой, поддержания заданного уровня воды и их промывка производится с помощью трубок 26, 27 и 28.
Описанное устройство работает следуюшим образом.
Потоки плиток, выходящие из печи утильного обжига, поступают на двухярусный рольганг 3, проходят между валиками нижнего и верхнего яруса рольганга. При этом плитки увлажняются выдавливаемой из пористых валиков водой и очищаются от загрязнений, и передаются на рольганг 5, где потоки плиток отдают избыточную влагу за счет внутреннего тепла, одновременно остывая до необходимой температуры, пластинчатыми направляющими
6 выравниваются в строго определенные потоки и подаются на многопоточный транспортер 7, который проносит потоки плиток под глазуровочными бачками 8.
С глазуровочного транспортера 7 плитка подается передаточным транспортером 10 на рольганг 11 очистки тыльной и торцовых сторон от сырой глазури, который за счет разной окружной скорости влажных валиков 13 многократно протирает тыльную сторону плитки, очищает ее, а выступающая из валиков вода размывает глазурь на нижней части торцов плитки.
Предмет изобретения
Устройство для глазурования плиток методом полива, включающее рольганг с ведущим и ведомыми роликами с укрепленными на них звездочками, отличающееся тем, что, с
целью совмещения операций охлаждения, увлажнения и очистки поверхности плиток, на входе устройства установлен духярусный рольганг, а на выходе - одноярусный рольганг, звездочки которых кинематически и попеременно связаны со звездочками с разным числом зубьев, которые закреплены с противоположных сторон ведущего ролика, причем ролики рольгангов покрыты гигроскопическим материалом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| УСТРОЙСТВО ДЛЯ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ПЛИТОК3 П 'i'1Ш1^П ':^^ГгПГ ijjig S '-•^^v.i^-i Uiii/jJi.; ! |;Ui^-. | 1972 |
|
SU435113A1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ И ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ПЛИТОК | 1973 |
|
SU394207A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ГИДРОФОБНОГО СЛОЯ НА КРАЯ КЕРАМИЧЕСКИХ ПЛИТОК | 1973 |
|
SU397349A1 |
| Конвейер для производства керамических плиток методом литья | 1980 |
|
SU990528A1 |
| Устройство для глазурования преимущественно керамических изделий | 1976 |
|
SU686880A1 |
| Устройство для зачистки кромок облицовочных плиток | 1990 |
|
SU1738657A1 |
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1969 |
|
SU249249A1 |
| Установка для производства керамических плиток | 1986 |
|
SU1321589A1 |

///////////
Фиг.1
///////// 77777//////77///////// // ////// // Фиг. 2
