(54) КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ
1
Изобретение относится к промышлейь ности строительных материалов, а более конкретно, к установкам для производства керамических плиток методом литья.
Известен конвейер для производства облицовочных керамических плиток методом литья, содержащий установленный на выходе обжиговой печи кассетный питатель керамических подставок, транспортеры с ячейками для перемещения кера|МИческих подставок, расположенных по ходу технологического процесса устройства для образования заготовок керамических плиток, включающие средства для нанесения глазури, зачистки боковых граней нижней плоскости подставок и резки заготовок в продольном и поперечном направлениях, а также сушильную и обжиговую пени 1 .
Однако в известной установке не предусмотрено приспособление для зачистки верхней поверхности керамических подставок, вышедших из печи, от налипших и обожженных частичек суспензий, что
отрицательно сказывается на всасывающей способности подставок и, как следствие, на скорости отсоса влаги из тела ПЛИТ1Ш при повторном н есении шлик&5 ров.
Кроме того, в известной установке подставки после обжиговой печи и новые подставки, добавляемые взамен вышед- ших из строя, имеют различную темп&JO ратуру, что ведет к нестабильности технологического процесса и к повышенному браку плиток.
Недостатком известной установки также является отсутствие устройства для
)5 автоматической подачи новых подставок взамен вышедших из строя в процессе работы.
Применяемое в известной установке устройство для зачистки нижней плоо20 кости подставок от налипших частичек суспензий работает недостаточно эффе тивно из-за плохого удаления с поверхности войлочных валиков твердых частичек, а также из-за очистки не всей
нияшей поверхности подставок, а только двух нижних боковых полос по ходу их движения, что ведет к засорению роликов/печи.
Целью исюбретения является повыш&-. ние производительности и улучшение к&чества готовых плиток.
Цель достигается тем, что конвейер для производства керамических плиток методом литья, содержащий установлен- i ный на ви1ходе обз«а1говой печи кассетный; питатель керамических подставок, траноч порт еры с ячейК|ами для перемещения ке-; рамнческих подставок, расположенные по ходу технологического процесса, устройства для образования заготовок керамических плиток, включающие средства для нанесения раздезштельного слоя, шликерного слоя, глазури, зачистки боковых граней, нижней плоскости подставок и резки заготовок в продольном поперечном направлениях, а также сушильную и обжиговую печи, снабжен приспособлением для зачистки верхней поверхности керамических подставок и устройством для обнаружения пустой ячейки и укладки в нее новой подставки, причем приспособление для зачистки верхней поверхности керамических подставок и устройство для обнаружения пустой ячейки и укладки в нее новой подставки установлены перед кассетным питателем.
При этом устройство для обнаружения пустой ячейки и укладки в нее новой подставки выполнено в виде пакетного питателя, установленного над транспортерами и датчика отслеживания, выполненного в ввде коромысла, одно плечо которого взаимодействует с ячейкой транспортера, а другое посредством конечного выключателя - с приводом пакетного питателя.
При .этом касетный питатель снабжен системой обдува для охлаждения керамических подставок.
Кроме того, приспособление для заистки верхней псяверхности подставок вьшолнено в виде вращаю.щихся абразш - . ных кругов и системы удаления абразивд с поверхности подставок.
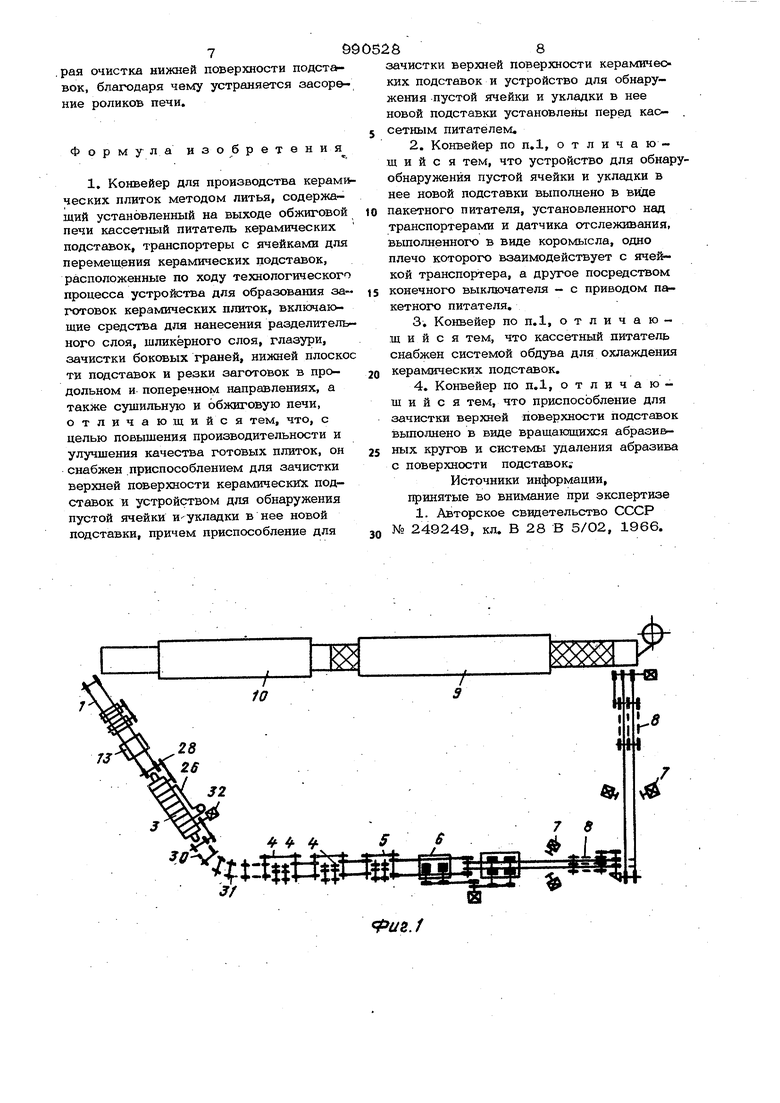
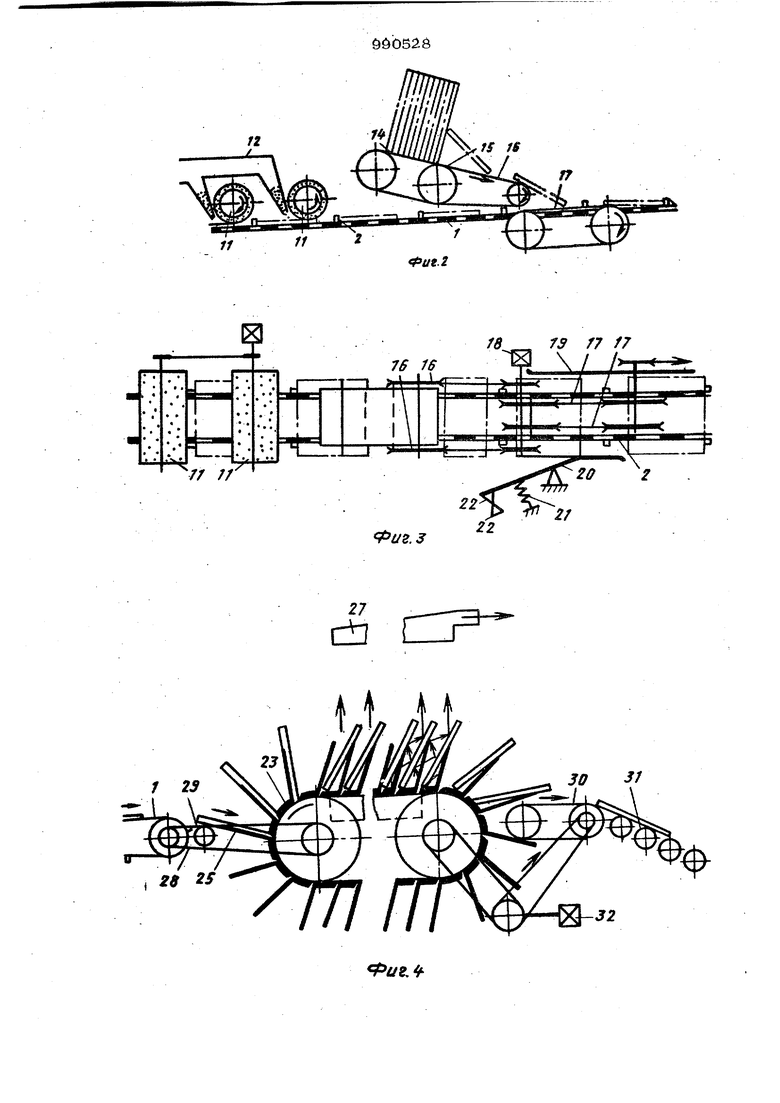
На фиг, 1 изображен предлагаемый конвейер, на фиг, 2 - устройство для очистки верхней поверхности подставок и устройство подачи на конвейер новых подставок вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - кассетный питатель-холодильник совместно с транспортерами подачи и отбора подставок, на фиг 5 - кассетный питатель-холо-
дильник в аксонометрии; на фиг. 6 - устройство мокрой очистки нижней поверхности подставок.
Ко1гоейер состоит из цепного транспор тера 1 подачи подставок с упорами 2, кассетного питателя-холодильника 3, устройства 4 для нанесения разделительного и шликерного слоев, глазуровочного устройства 5, устройства 6 для мокрой очистки нижней поверхности подставок, приспособления 7 для зачистки боковых граней подставок, устройства 8, для резки плиток, сушилки 9, обжиговой печи 10.
Над цепным транспортером 1 установлены после обжиговой печи 1О приспособление для зачистки верхней поверхности подставок, содержащее валики 11, вращающиеся в направлении, противоположном движению подставок, и вьшолненные из кардоленты, и пневмосистему 12, а перед питателем-холодильником Зустройство 13 добавления на конвейер новых подставок, представляющее собой пакетный питатель 14, установленный на ленточном транспортере 15. С лейточного транспортера подставки перемещаются на клиноременные транспортеры
16и 17. Клиноременной транспортер
17смонтирован выше цепного транспортера 1.
Привод 18 пакетного питателя срабатьгоает от датчика наличия изделий на цепном транспортере, состоящего из опорной планки 19 и двуплечего рычага 20, установленных по обе стороны проходящей по цепному транспортеру подставки. Одно плечо рычага прижимается пружиной 21 к поверхности подставки, а второе снабжено контактом 22 вклю- . чения привода пакетного питателя.
Кассетный питатель-холодильник вьшолнен в виде установленных в направляющих 22 двух параллельных бесконечных цепей 23, соединенных между собой пластинами 24 со стойками 25, выполненными из прутка и расположенными под углом к пластинам по ходу их движения.
Пластины 24 крепятся к цепи на определенном расстоянии друг от друга, К направляющим 22 снизу закреплен короб 26 подачи охлаждающего воздуха, а сверху над пнтателе -холодильником установлен вытяжной короб 27.
Синзфонность подачи подставок в кассеты холодильника достигается цепной передачей 28 с заданным передточным отношением. Перед питателем-холодильником 3 установлен поддерживающий ролик 29, а между питатеЛек -холодильником и уст ройством 4 для нанесения разделительного н шликерного слоев установлены клиноременной транспортер 30 и повбротный рольганг 31с роликами, имею.щими различный по Ьлине диаметр. Ритм работы конвейера задает регулируемый привод 32. Устройство 6 для кюкрой очистки нижней псшерхности подставок представ-г ляет собой вращающиеся в направлении, противоположном движению подставок к расположенные в резервуаре 33 с проточной водой войлочнью валики 34, Для качественной очистки всей нижней поверхности подставок последовательно с валиками, расположенными между несу.щими цепями транспортера 1, установпены валики снаружи несущих цепей. Войлочные валики снабжены скребками 36. Конвейер работает следующим образом. Подставки посла снятия с них обожженных плиток укледьюают на цепной транспортер. Валики 11 очищают рабочу поверхность подставок от оставшихся по сле обжига частичек суспензии. Образующаяся при очистке пыль отбирается пне мосистемой. 12. Затем подставки подают транспортером 1 к кассетному питателю-холодил нику 3, При этом подставки проходят по участку цепного транспортера 1, оборудованному устройством 13 добавления на конвейер новых подставок. При запол 1 ненных подставками 5гчейках, образова кых упорами 2 цепного транспортера 1, контакты 22 включения привода 18, пакетного питатеад; 14 постоянно разомкнуты. При отсутствии подставки в ячей ке рычаг 20 под действием пружины замыкает контакты 22 привод 18 вклю чается и новая подставка, находящаяся, на клиноременном трансйорт е 16, плавно соскальзывает на клиноременной транспортер 17, расположенный нескольк выше транспортера 1 и движущийся с большей, чем он скоростью. Одновременно ленточшлм транспортеро 15 на клиноременной транспортер 16 по дается следующая подставка из пакетшяч ntneffensi При попадании новой подставки между опорной планкой 19 и рычагом 20 контакты 22 размыкаются и отключают привод 18. Подставка, подходя к кассетному п тателю-холодильнику подается на по/одерживающий ролик.29 откуда плавно соскальзывает на стойку 25 холодиль ника. Цепи 23 перемещаются по напра ляющим 22 и следующая стойка 25 приHigMaeT подставку.Короб 26 подает охлаждающий воздух и воздушные струи, вырываясь через щели между пластинами 24, ударяют в наклоннррасположенные подставки и, мно гократно отражаясь в зазоре между , отбирают тепло от двух по ерхноотей рядом расположенных подставок. Все, находящиеся под коробом 26, подставки при этом одновременно и непр&рывно охлаждаются с двух сторон, а теплый воздух отбирается, через вытяжной короб 27, После холодильника подставки плавно ложатся на клиноременной транспо зтер ЗО, который подает их на поворотный рольганг 31. Далее на подставки устройствами 4 и 5 поочередно наносится разделительный слой, плиточный :щликер и глазурь, после чего они поступают к последовательно расположенным войлочным валикам 34, которые, увлажняясь в резервуарах 33 с проточной водой очищают нижнюю поверхность подставок. Очистку поверхнооти войлочных валиков производят скребками 35, Оседающий на дне резервуара осадок удаляется вместе с водой через отверстие в диище, при этом в резервуар поступает равное количество осветленной воды. Далее подставки поступают на приспособление 7 зачистки боковых граней подставок, устройства 8; резки плиток, в сушилку 9 и обжиговую печь 10. Использование предложенного конвей ра позволит получить керамические nnmw ки более высокого качества. Это обьясняется наличием устройства для очистки верхней поверхности подставок, обесп&чивающеГо хороший отсос влаги из тела плитки и холодильника, создающего равномерность температур старых и новых подставок, добавляемых взамен вышедших из строя, что обеспечивает стабильность технологического процесса. Так как предложенный конвейер снабжен устройством для автоматической подачи новых подставок, то в процессе производства плиток уменьшается доля ручного труда. Кроме того, в предложенном конвейере обеспечивается более эффективная мок. рая очистка нижней поверхности подставок, благодаря чему устраняется засор&ние роликов печи.
Формула изобретения
1. Конвейер для производства керамических плиток методом литья, содержащий установленный на выходе обжиговой печи кассетный питатель керамических подставок, транспортеры с ячейками для перемещения керамических подставок, расположенные по ходу технологического процесса устройства для образования захчуговок керамических плиток, включак щне средства для нанесения разделителт ного слоя, шликёрного слоя, глазури, зачистки боковых граней, нижней плоское ти подставок и резки заготовок в продольном и поперечном направлениях, а также сушильную и обжиговую печи, отличающийся тем, что, с целью повышения производительности и улучшения качества готовых плиток, он снабжен .приспособлением для зачистки верхней поверхности керамических подставок и устройством для обнаружения пустой ячейки Иукладки в нее новой подставки, причем приспособление для
зачистки верхней поверхности керамичео ких подставок и устройство для обнаружения пустой ячейки и укладки в нее новой подставки установлены перед кассетным питателем.
2.Конвейер по п,1, отличающийся тем, что устройство для обнаобнаруженйя пустой ячейки и укладки в нее новой подставки выполнено в виде пакетного питателя, установленного над транспортерами и датчика отслеживания, вьшолненного в виде коромысла, одно плечо которого взаимодействует с ячейкой транспортера, а другое посредством конечного выключателя - с приводом пакетного питателя.
3.Конвейер по п.1, отличающийся тем, что кассетный питатель снабжен системой обдува для охлаждения керамических подставок.
4.Конвейер по п.1, отличающийся тем, что приспособление для зачистки верхней поверхности подставок выполнено в виде вращающихся абразивных кругов и системы удаления абразива с поверхности подставок;
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 249249, кл. В 28 В 5/О2, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕР ДЛЯ ПРОИЗВОДСТВА ОБЛИЦОВОЧНЫХ КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ ЛИТЬЯ | 1969 |
|
SU249249A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ НАПЛАСТОВАНИЯ | 1969 |
|
SU250704A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU243477A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Устройство для нанесения покрытия на заготовки плоских конденсаторов | 1972 |
|
SU475675A1 |
| ШАХТНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2548851C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| УСТРОЙСТВО ДЛЯ ГЛАЗУРОВАНИЯ ПЛИТОК МЕТОДОМПОЛИВА | 1972 |
|
SU421676A1 |

Vy
US.f 7 8
22
27
22
Фи.з
30 31
32
UZ,
Охлаждающий
.
2S
