1
Изобретение относится к области обработки деталей из керамических, ферритовых л .других твердых и хрупких материалов, а именно к техвлкс двустороннего плоского иктифо-вания алмазны ми кругами.
Известны устройства для двустороннего и1Л1ифО;вания плоских кврамических деталей, в которых захват и пере},1ещение деталей в зощ обработки шлИфовальными «ругами осуществляется с по.мощью лепрерыв.но .враа1ающейся кассеты со сквозными гнездами, максимальная толщина которой определяется толщиной обрабатываемой детали и, следовательно, зазором между торцамат щлифо;вальных кругО(В.
Однако двусторонняя шлифовка деталей толщиной менее 0,8-1 мл1 имеет место больтиой выход брако.ван«ых деталей, так как TOHiKiHe кассеты (.менее 0,8 мм при щлифова(НИИ теряют жесткость и форму.
Цель изобретения - повысить срок слчжбы кассет и онизгить брак обрабатываемых деталей.
Цель достигается телг, что в предлагаемом устройстве кассета выполнена по периферии с глухими гнездами для размещения деталей с обеих ее сторон соединенными между сойой скзозным о.кна.МИ.
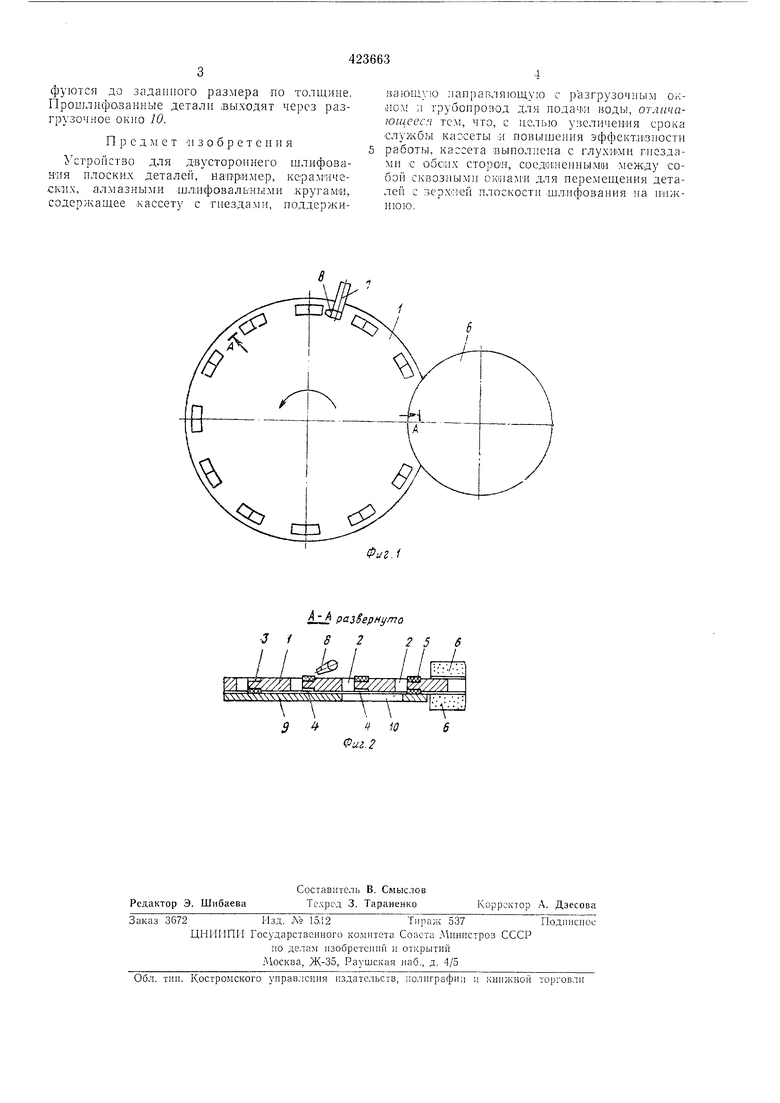
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2- разрез по Л -.4 «а ф:иг. 1.
Устройство cocTCiHT кассеты / со сквозHbiMin окнами 2 и гнездами-верх к1Ми 3 и нижними 4, глубина которых ограничивается толщиной щлифуемой заготовки деталей 5. Кассета заходит одним краем мелхду двумя алмазными кругами 5, образуя зоиу обработки. Над кассетой по линии перемещепия деталей расиоложеи трубопровод 7 с насадкой 8. Детали, расположенные в гнездах 4, перемещаются по поддерживающей направляющей Я которая имеет разгрузочное окно 10.
Устройство работает следующакм образом.
Заготовка деталей 5 поступают в верхние гнезда 3 вращающейся против часовой стрелки кассеты 1 неред зоной обработки, где затем осуществляется щлнфо.вание BcpxHcii нлоскости заготовкой детали (Верхним кругом 6. Вращающаяся кассета переноснт детали с прошлифованной вер.хщей плоскостью в действня стру;1 воды, поступающей по трубопроводу 7 и вытекающей из насадки 8 с определенной скоростью. Струя воды смьжает теталн :в окно 2, где оии под действием собственного веса опускаются нешлифованной стороной «а поддерж1нвающую нап.равляюuiy;o 9, а затем за.хватываются ;|ИжнИми riieздa ;:i 4, которые поступают в зону обработ1:л )::1ж;:1м И1лиф0вальным кпуго:. 6 л шлифуются до заданного размера по толщине. Прошлнфазанные детали выходят через разгрузочное ок}10 10.
Предмет Изобретения
Устройство для двустороннего шлифования плоских деталей, начтример, керамических, алмазными шл;ифовальиыми .кругами, содержаидее кассету с гнездами, поддерживающую направляющую с разгрузочным ок-НОА; л трубопровод для подачи воды, отлпчаюшеесп тем, что, с целью увеличения ерока кассеты -и новыщения эффекти1зноетн работы, кассета выполнена с глухими гнездами :с обс1нх сторон, соединенными Между собой сквозными ок1намН для перемещения деталей с зерхс-гей плоС.костп щлифованпя на н-н;кнюю.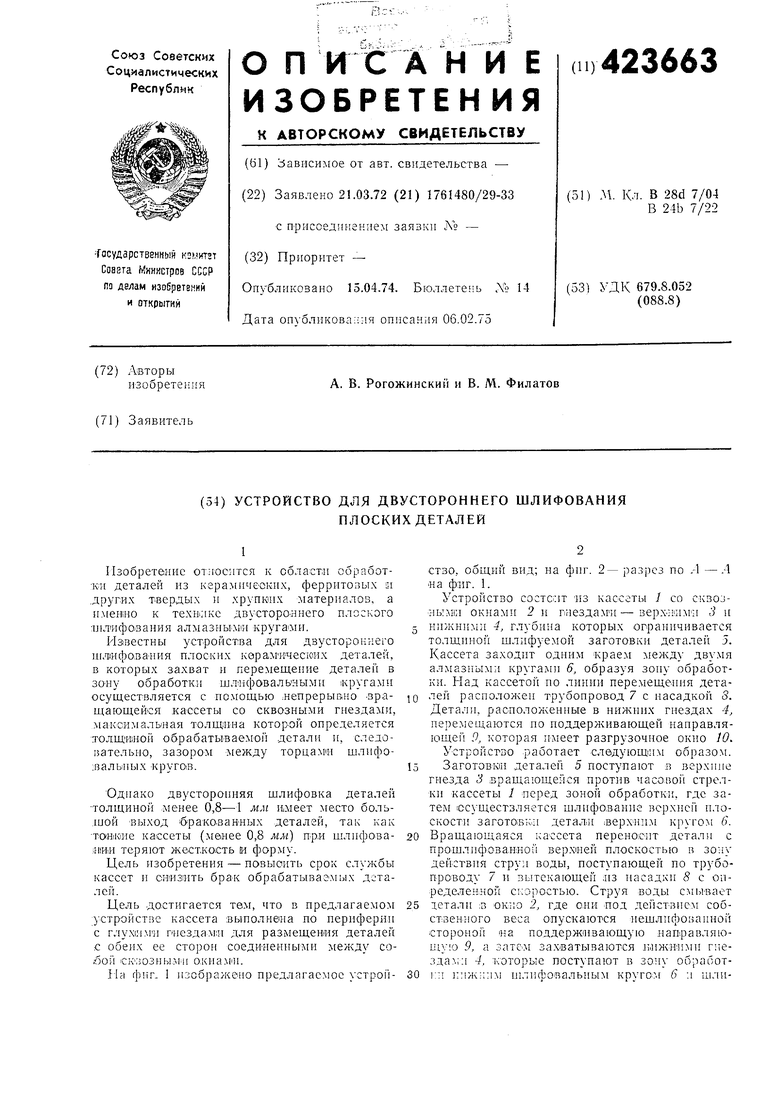
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2030284C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2407623C2 |
| Плоскошлифовальный станок | 1982 |
|
SU1073079A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ НА РАБОЧЕЙ ЧАСТИ ШЛИФОВАЛЬНОГО КРУГА СКВОЗНЫХ РАДИАЛЬНЫХ ОТВЕРСТИЙ ДЛЯ АКСИАЛЬНО-СМЕЩЕННОГО ПОДВОДА В ЗОНУ РЕЗАНИЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 2009 |
|
RU2407628C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ | 2009 |
|
RU2407629C1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Способ многодетальной механической обработки керамических деталей | 2022 |
|
RU2787659C1 |
S развернута 3 82256
i/2.f
