Изобретение относится к области электрических методов обработки и предназначено для обработки изделий с монотонно изменяющимся вдоль оси про филя углом закрутки.
Известен способ злектрохимической обработки деталей с монотонно изменяющимся вдоль оси профиля углом закрутки при взаимном сближении под наивыгоднейшими углами изделия и сплопшого жесткого злектрода-инструмента, профиль которого соответствует окончательному профилю обрабатываемого изделия.
В случае формирования изделий с больщими углами закрутки профиля для обработки по известным способам необходим сложный секционирован ный электрод- инструмент. При этом образуются ступени в промежутках между секциями злектродов, что вызывает необходимость последующей обработки изделия.
Кроме того, снижается точность формообразования при последовательной обработке отдельных участков изделия, ввиду неизбежног влияния процесса на ранее-сформированный участок.
По предлагаемому способу повышение точности процесса достигается за счет того, что сближение электрода-инструмента и изделия осуществляют
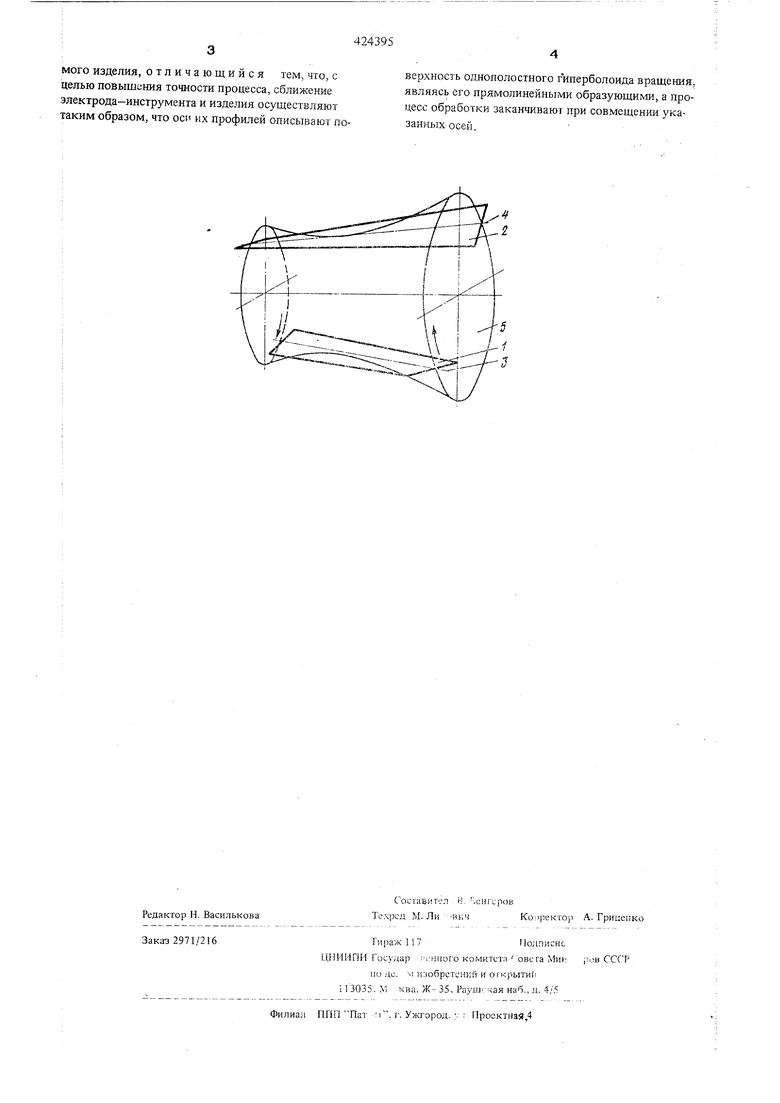
таким образом, что оси их профилей описьтают поверхность однополостного гиперболоида вращения, являясь его прямолинейными образующими, а процесс обработки заканчивают при совмещении указанных осей.
На чертеже изображено устройство, реализующее предложенный способ.
Оно содержит электрод-инструмент 1, изделие 2, ось 3 электрода-инструмента, ось 4 изделия, гиперболоид 5 вращения, описьшаемый осями электрода-«нструмента и изделия.
При использовании данного способа возможно перемещение либо только электрода-инструмента, либо только изделия, либо их совместное перемещение.
Формула иэобре т. е н и я
Способ электрохимической обработки деталей с монотонно изменяющимся вдоль оси профиля углом закрутки при взаимном сближении под наивыгоднейщими углами изделия и сплошного жесткого электрода-инструмента, профиль которого соответствует окончательному профилю обрабатьтаемого изделия, отличающийся тем, что, с целью повышения точности процесса, сближение Электрода-инструмента и изделия осуществляют таким образом, что ост их профилей описывают поверхность однополостного гиперболоида враще шя. являясь его прямолинейными образующими, а процесс обработки заканчивают при совмещении указанных осей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки | 1970 |
|
SU461579A1 |
| Станок для электрохимической обработки | 1975 |
|
SU691266A1 |
| АБРАЗИВНЫЙ КРУГ ДЛЯ ОБРАБОТКИ ВАЛОВ ГИПЕРБОЛИЧЕСКИХ ПРОФИЛЬНЫХ СОЕДИНЕНИЙ И ПРОТЯЖНОГО ИНСТРУМЕНТА С ГИПЕРБОЛИЧЕСКИМ ПРОФИЛЕМ | 2008 |
|
RU2401191C2 |
| Способ электроэрозионной прошивки отверстий | 1980 |
|
SU952493A1 |
| Инструмент для обработки винтовыхпОВЕРХНОСТЕй | 1979 |
|
SU852462A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ОДНОПОЛОСТНЫХ ГИПЕРБОЛОИДОВ | 1973 |
|
SU379319A1 |
| Способ обработки выпуклой внутренней поверхности гиперболоида цилиндрическим инструментом | 1987 |
|
SU1553338A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Способ шлифования профильных цилиндрических деталей | 1979 |
|
SU776881A1 |
| Фасонная фреза | 1982 |
|
SU1077719A1 |