Р2 +2Ar R-R2
+
A2f
32 (1+ ) + 2ArR - 2R2
Р2 R2
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки винтовыхпОВЕРХНОСТЕй | 1979 |
|
SU852462A1 |
| Волока | 1987 |
|
SU1454533A1 |
| Резьбовая фреза | 1988 |
|
SU1618534A1 |
| Способ правки фасонного шлифовального круга | 1988 |
|
SU1646818A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Гиперболоидная червячная передача | 1982 |
|
SU1048199A1 |
| ИНСТРУМЕНТ ДЛЯ АСФЕРИЗАЦИИ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1972 |
|
SU427838A1 |
| ГИПЕРБОЛОИДНЫЙ НАКАТНИК | 1991 |
|
RU2009752C1 |
| Способ изготовления зубчатых колёс | 2024 |
|
RU2840513C1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
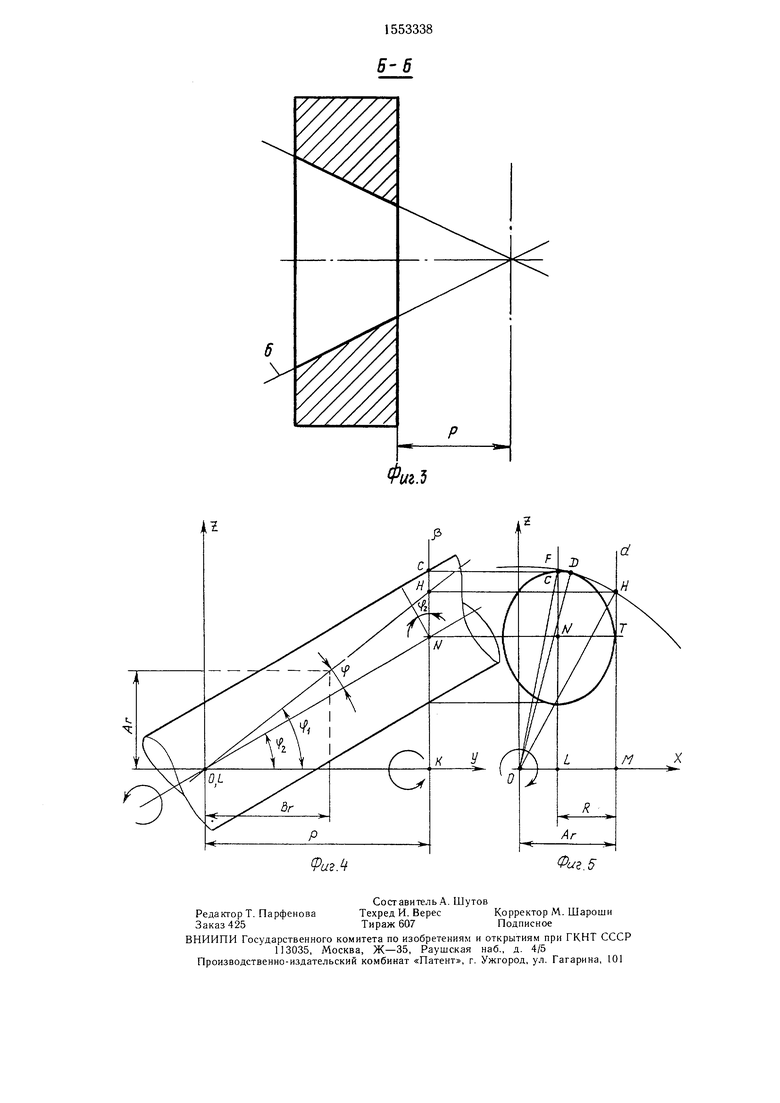
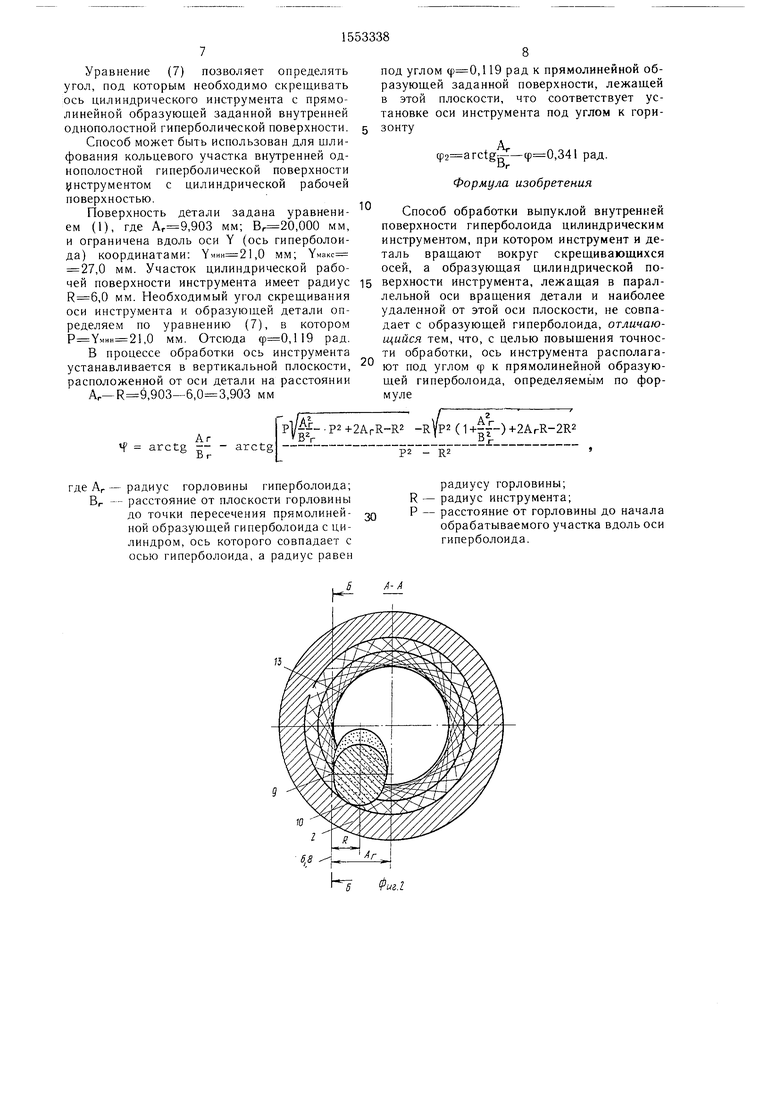
Изобретение относится к области машиностроения и может быть использовано при механической обработке криволинейных поверхностей вращения. Целью изобретения является повышение точности обработки. Для этого цилиндрический инструмент 1 и деталь 3 вращают вокруг скрещивающихся осей 2 и 4. Образующую цилиндрической поверхности инструмента 1, лежащую в параллельной оси вращения детали и наиболее удаленной от этой оси плоскости, смещают относительно прямолинейной образующей 6 получаемой поверхности, а ось инструмента 1 располагают под углом ψ к прямолинейной образующей 6 получаемой поверхности, определяемым по расчетной формуле. 5 ил.
Решение со знаком «-J- побочное. Окончательно получаем
с. р2 + 2ArR R2 Ryp2(1+ | С.) + 2ArR - 2R2.,.
ta arctg| --r-5ir- (6)
P2 R2
Определяем угол скрещивания ф междуции YZ (фиг. 4) ,-ф2. Подставляя (2)
прямолинейной образующей формируемойи (6) получаем
поверхности и осью инструмента. Из проекАг
Ч arctgarctg
Ьг
Р +2ArR-R2 -RYp2(1+|f-)+2ArR-2R2 (7)
р2 R2
р2 R2
Уравнение (7) позволяет определять угол, под которым необходимо скрещивать ось цилиндрического инструмента с прямо линейной образующей заданной внутренней однополостной гиперболической поверхности
Способ может быть использован для шлифования кольцевого участка внутренней однополостной гиперболической поверхности инструментом с цилиндрической рабочей поверхностью
Поверхность детали задана уравнени ем (1), где ,903 мм, ,000 мм, и ограничена вдоль оси Y (ось гиперболоида) координатами ,0 мм, Умакс 27,0 мм Участок цилиндрической рабо чей поверхности инструмента имеет радиус ,0 мм Необходимый угол скрещивания оси инструмента и образующей детали оп ределяем по уравнению (7), в котором ,0 мм Отсюда ,119 рад
В процессе обработки ось инструмента устанавливается в вертикальной плоскости, расположенной от оси детали на расстоянии
,903-6,,903 мм
V arctg -- о г
arctg
радиус горловины гиперболоида, расстояние от плоскости горловины до точки пересечения прямолиней ной образующей гиперболоида с ци линдром, ось которого совпадает с осью iиперболоида, а радиус равен
5,8
Фм1
0
0
5
под углом ,119 рад к прямолинейной образующей заданной поверхности, лежащей в этой плоскости, что соответствует установке оси инструмента под углом к горизонту
А
cp2 arctg,,341 рад
Формула изобретения
Способ обработки выпуклой внутренней поверхности гиперболоида цилиндрическим инструментом, при котором инструмент и деталь вращают вокруг скрещивающихся осей, а образующая цилиндрической поверхности инструмента, лежащая в параллельной оси вращения детали и наиболее удаленной от этой оси плоскости, не совпадает с образующей гиперболоида, отличающийся тем, что, с целью повышения точности обработки, ось инструмента располагают под углом ф к прямолинейной образующей гиперболоида, определяемым по формуле
радиусу горловины, R - радиус инструмента,
Р - расстояние от горловины до начала обрабатываемого участка вдоль оси гиперболоида
А- А
Фиг Ч
Составитель Л Шутов
Редактор Т ПарфеноваТехред И ВересКорректор М Шароши
Заказ 425Тираж 607Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГК.НТ СССР
113035, Москва, Ж-35, Раушская наб , д 4/5 Производственно-издательский комбинат «Патент, г Ужгород, ул Гагарина, 101
d
Фиг 5
| Станок для шлифования выпуклой поверхности у наружных колец роликовых подшипников | 1939 |
|
SU60630A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
