Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, к электроэрозионной прошивке отверстий.
Известен способ электроэрозионной прошивки отверстий в сопловых наконечниках дизельннх форсунок, включающий установку соплового наконечника относительно электрода-инструмента и поочередное совмещение осей подлежащих прошивкеотверстий с осью электрода-инструмента перемещением соплового наконечника 11J.
Недостатком известного способа является то, что он не пригоден для прошивки с одного установа отверстий, реи которых не пересекаются, а скре1чиваются.
Сопловые наконечники с такими отверстиями приходится обрабатывать, перемещая сопловой наконечник от инструмента к инструменту поступательно ивращательно перед прошивкой каждого из отверстий. Это отрицательно сказывается на точности взаимного расположения осей прошиваемых отверстий .
Целью изобретения является прсяиивка с повышенной точностью q одного
установа отверстий со скрегцивапщимися осями.
Эта цель достигается тем, что перед совмещением оси очередного отверстия с осью электрода-инструмента сопловой наконечник поворачивают относительно оси однополостного гиперболоида вращения, образующими которого являются оси двух прошивае10кых отверстий.
Для про иивки очередного отверстия, ось которого не. лежит на поверхности однополост.ного гиперболоида вращения, после поворота соплового на15конечника до пересечения оси этого отверстия с осью электрода-инструмента дополнительно разворачивают сопловой наконечник до совмещения . оси прошиваемого отверстия с осью
20 электрода-инструмента.
Благодаря.тому, что совмещение оси прошиваемого отверстия с осью электрода-инстру.мента осуществляется всего за один поворот и без каких-либо поступательных перемещений, обеспечивается высокая точность взаимного расположения обрабатываемых отверстий.
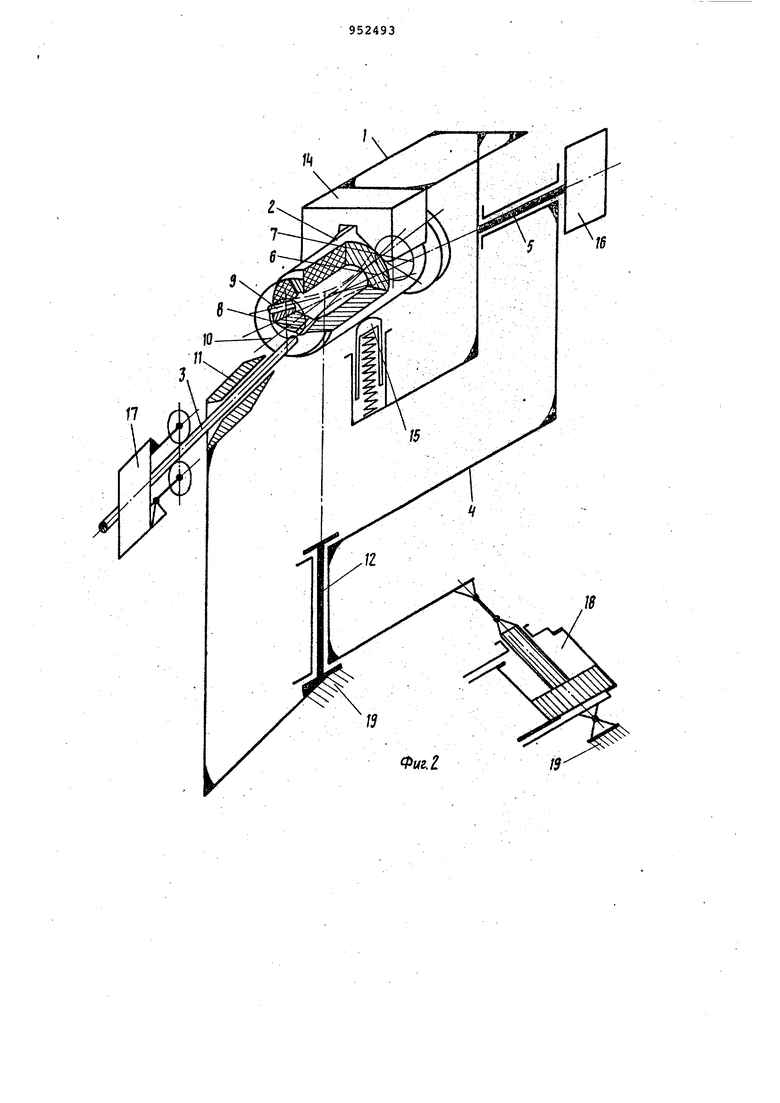
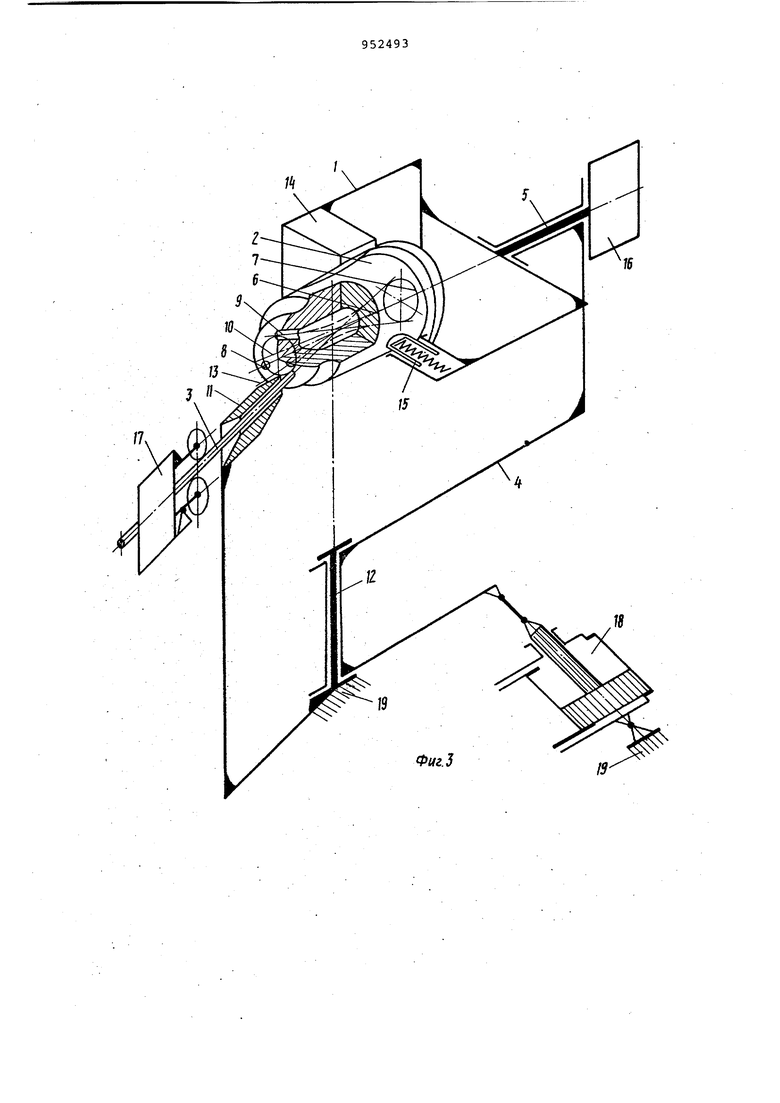
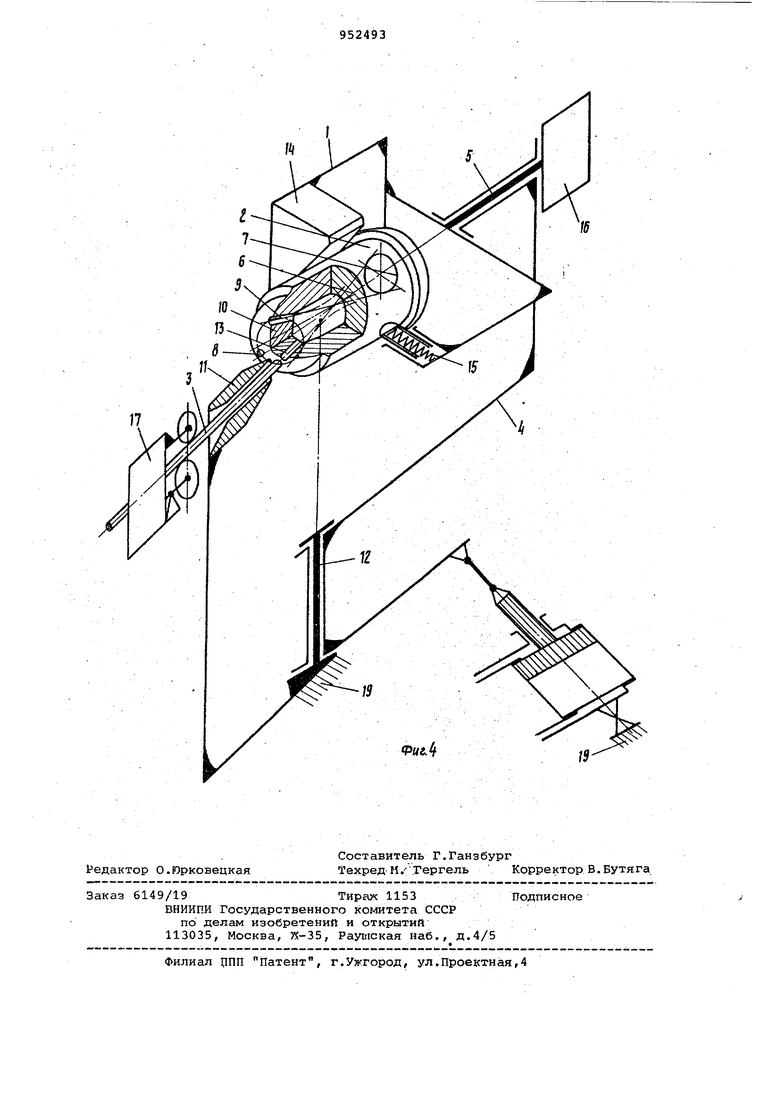
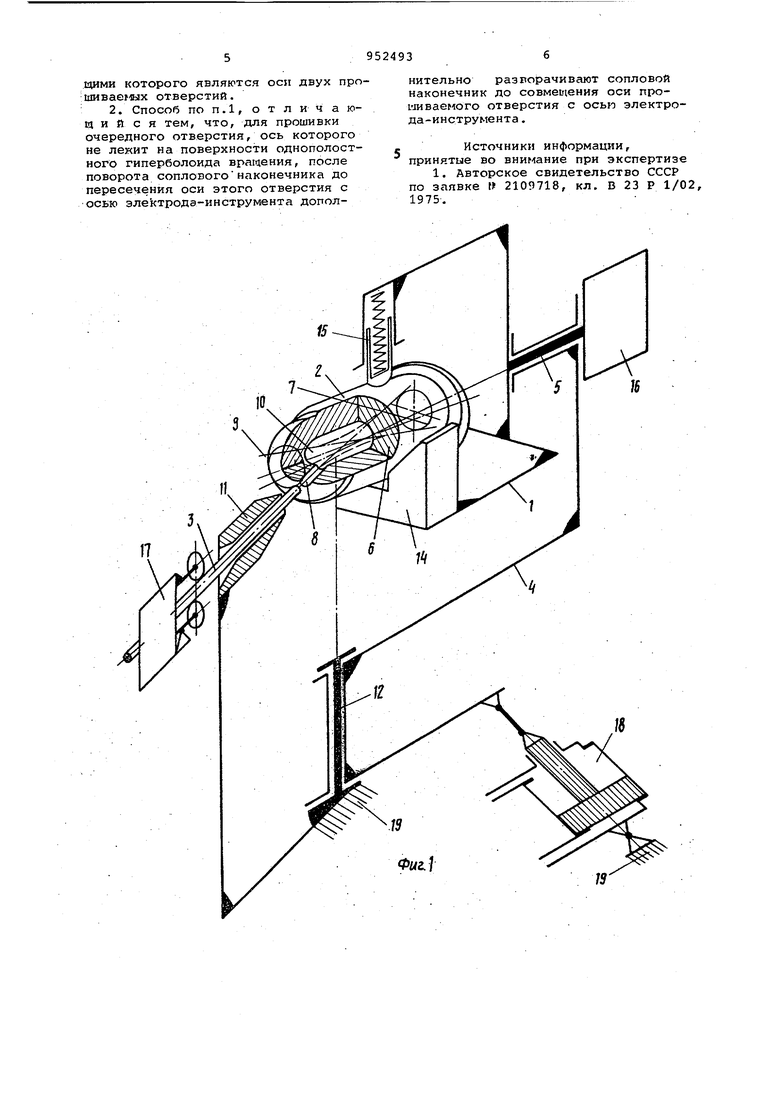
На фиг.1 схематически изображено устройство для электроярояионной прошивки отверстий предлагаемом способом с сопловым наконечником в момент его установки в позицию прошивки первого из трех подлеж щих прошивке отверстий;на фиг.2 то же, с сопловим наконечником в момент установки для проишвки второго отверстия; на фиг.З - то же, с сопловым наконечником в момент разворота до пересечения оси третьего отверстия с осью электродаинструмента; на фиг,4 - то же/ в момент доворота соплового наконечника для прошивки третьего отверстий .. Устройство содержит приспособление 1 для установки и поворота соплового наконечника 2 относительно электрода-инструмента 3 и маханизм 4доворрта йриспособления 1. Ось 5вращения приспособления 1 располо жена по оси 6 однополосного гиперболоида 7 вращения, конгруэнтного гиперболоиду, образующими которого являются оси первого .8 и второго 9 прошиваемых отверстий. При этом ось 10 центрального отверстия соплового наконечника 2 не совпадает с осями-5 и 6. Электродинструмент 3 установлен в направляю щих 11 со свободойперемещения в направлении своей оси. Ось 12 враще ния механизма 4 лежит в одной плоск ти с осью электрода-инструмента 3, перпендикулярна к ней и проходит че рез точку пересечения оси 13 третье го прошиваемого отверстия с поверхностью гиперболоида 7. Приспособление 1 содержит установочный элемент 14, например призму, зажимной элеме 15 и механизм 16 для вращения приспособления 1с установленным на нем сопловым наконечником 2. Электрод-инструмент 3 снабжен ме ханизмом 17 перемещения. Привод 18 механизма 4 в случае обработки сопл вых наконечников с тремя топливорас ливающими отверстиями выполняется двухпозиционным, например пневматическим. П р и м ер. Прошивке подлежат три топливораспыливакщих отверстия 8, 9 и 13 диаметром 0,55 мм в сопловом наконечнике 2, имеющем в нап равлении оси 10 высоту 12 мм. Оси отверстий 8, 9 и 13 не пересекаются друг с другом. Сопловой наконечник 2 устанавливают на призму 14 приспособления 1 с упором в торец буртика в положение , при котором ось проволочного электрода-инструмента 3 совмещается с осью первого подлежащего проши ке отверстия 8 (фиг.1). наконечник 2 закрепляют с помощью элемента 15 и подают на мес то прошивки рабочую жидкость, напри мер воду, а на наконечник 2 и элект род-инструмент 3 - импульсы электрического тока. Перемещающая электрод-инструмент 3 вдоль его оси по направлякадим 11 прошивают первое отверстие 8-. Затем электрод-инструмент отводят. Для прошивки второго отверстия 9 сопловой наконечник поворачивают на 180 вокруг оси 6 однополостного гиперболоида 7 вращения, образукчлими которого являются оси отверстий 8 и 9, В результате этого ось отверстия 9 совмещается с осью электрода-инструмента 3 (фиг.2). Сообщая ему поступательное перемещение, прошивают отверстие 9. Затем электрод-инструмент 3 выводят из отверстия 9 и вращают наконечник вокруг оси б гиперЬолоида 7 до пересечения оси отверстия 13 с осью электрода-инструмента 3 Сфиг.З). После этого дополнино разворачивают сопловой наконечник 2 поворотом вокруг оси 12 до совмещения оси прошиваемого отверстия 13с осью электрода-инструмента (фиг.4). перемещая электрод-инструмент 3 поступательно вдоль его оси, прошивают отверстие 13 и отводят электрод. Затем поворачивают приспособление 1 и механизм 4 в исходное положение и обрабатывают следующий сопловой наконечник. Работа механизмов 16, 18 и 19 может осуществляться автоматически по заранее заданной программе. Использование способа позволяет повысить производительность обработки за счет сокршчения времени на установку обрабатываемого наконечника в новое положение. Кроме того, обеспечивается высокая точность взаимного расположения обрабатываемых отверстий, что улучшает пблноту сгорания топлива и, следовательно, позволяет экономить топ- ливо и уменьшить загрязнение окружающей среды. Формула изобретения 1. Способ электроэрозионной про- шивки отверстий в сопловых наконечниках дизельннх форсунок, включающий установку соплового наконечника относительно электрода-инструмента .и поочередное совмещение осей подлелащих про1швке отверстий с осью электрода-инструмента перемещением соплового наконечника, отличающ и и с я тем, что, с целью прошивки с повышенной точностью с одного, установа отверстий со скре рвающимися осями, перед совмещением оси очередного отверстия с осью электродаинструмента сопловой наконечник поворачивают относительно оси однополостного гипе{ болоида вращения, образую-.
щими которого являются осп двух прошиваеных отверстий.
2. Способ по П.1, о т л и ч а юИ и и с я тем, что, для прошивки очередного отверстия, ось которого не лежит на поверхности однополостного гиперболоида вращения, после поворота сопловогонаконечника до пересечения оси этого отверстия с осью электрода-инструмента дополнительно разворачивают сопловой наконечник до совмеьчения оси пробиваемого отверстия с осью электрода-инструмента .
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2109718, кл. В 23 Р 1/02,
1975. u

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Устройство для электроэрозионной обработкиОТВЕРСТий | 1975 |
|
SU829388A1 |
| СПОСОБ ПРОШИВКИ СОПЛОВЫХ ОТВЕРСТИЙ | 2020 |
|
RU2723855C1 |
| Кулачковый механизм для регулятора межэлектродного промежутка | 1976 |
|
SU739293A1 |
| Устройство для электроэрозионного прошивания | 1986 |
|
SU1450939A1 |
| Способ электроэрозионной обработки многопрофильных спиральных отверстий | 1982 |
|
SU1096065A1 |
| Направляющее устройство для подачи стержневого электрода-инструмента | 1979 |
|
SU1108001A1 |
| Электроэрозионный двухпозиционный станок для шлифования наружных цилиндрических поверхностей изделий,например роторов электрических машин | 1967 |
|
SU239457A1 |
| Способ электроэрозионнохимической обработки | 1980 |
|
SU884924A1 |