мещение дуги профиля шлифовального круга с профилем изделия имеет место иа сравнительно малом участке профиля изделия. Это приводит к снижению производительности, повышению износа шлифовального круга и уменьшению точности шлифовки.
Известен также способ обработки криволинейных йовёрХнбстей, согласно которому враш,ающийся цилиндрический инструмент и изделие устанавливают со скрешиванием их осей и подают инструмент вдоль прямолинейной образуюш.ей изделия 3.
Этот способ позволяет с высокой точностью и производительностью обрабатывать криволинейные поверхности в виде однополостных гиперболоидов. Однако ири обработке криволинейных поверхностей иного типа имеет место большая погрешность обработки.
Кроме того, известен способ шлифования профильных цилиндрических деталей, согласно которому вращающийся шлифовальный круг перемещают вдоль образующей детали, поДаю его на йрёзаНЙе в ра.диальном направлении, а ось врашения круга разворачивают в плоскости, перпендикулярной радиальному направлению перемещения 4.
Этот способ шлифоваййя Нб560Ляет изменять радиус кривизны формообразующего сечения шлифовального круга в широких пределах. Однако он не позволяет использовать возможность изменения радиуса кривизны формообразующего сечения шлифовального круга для Совмещения с jfiaAWycoTvi :рйвизнь1 профиля ИзДелия в TOiike KOHtaKta с шлйфовальньтм кругом и feM самь1й пОвЬ1Мт1Ь Длину Линии контакта шлифовальногокруга с изделием.
Целью изобретения является повышение УоЧнОста и производительности шлифова-. ния.
ПостаЁленная цель достигается тем, что при обработке ОСЬ вращения детали разворачивают в ее осевой плоскости, проходящей вДоЛь радиального направления перемещения шлифовального Круги, на угол, равный углу между нормалью к образующей детали в точке кОИтакта с кругом и нормалью к оси Ёращёйия Детали.
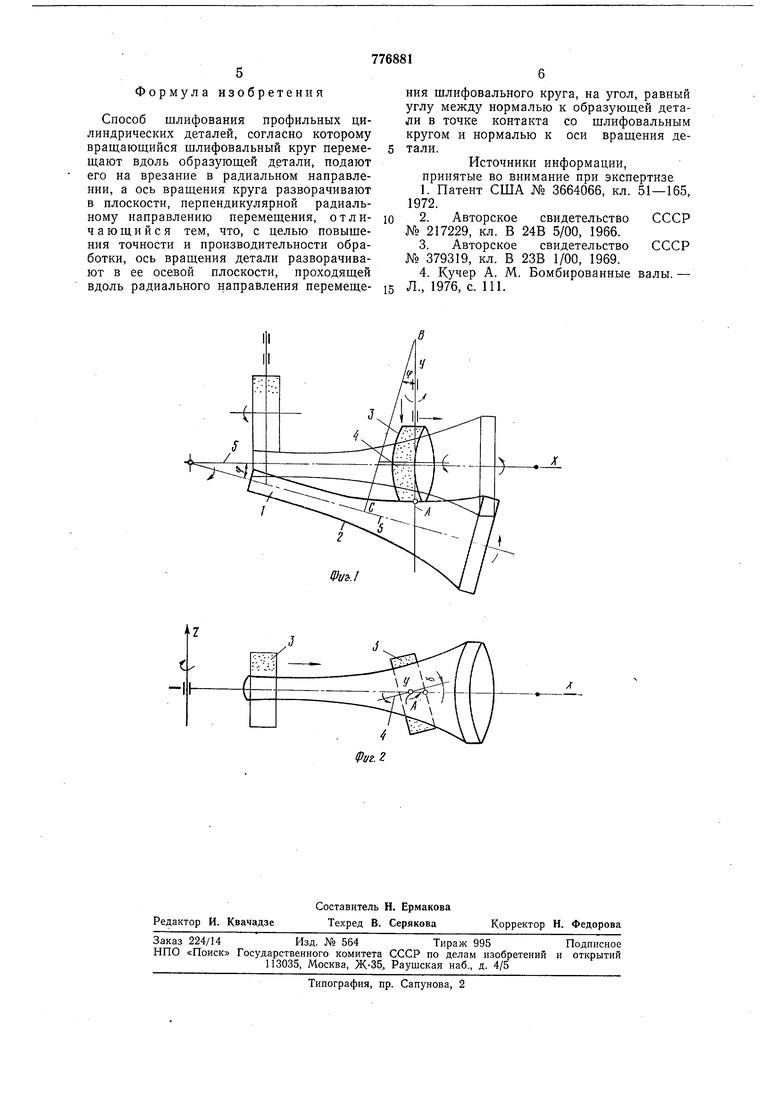
На фиг. 1 показана схема шлифования криволинейной поверхности, вид в плане; на фиг. 2 - то же, вид спереди.
Осуществляют шлифование криволинейной поверхности цилиндрической детали 1 с вогнутым профилем 2, цилиндрическим шлифовальным кругом 3, вращающимся вокруг оси 4.
Вначальнбй положении шлифовального круга и детали, показанной тонкими линиями, производят шлифование цилиндрического участка обрабатываемой поверхности. В этом положении ось 5 вращения
детали располагают параллельно оси 4 вращения шлифовального круга и производят продольное цилиндрическое шлифование обычным образом.
При переходе к обработке криволинейной части поверхности шлифовальный круг 3 перемещают к обрабатываемой детали на врезание в радиальиом направлении (У), перпендикулярном оси 4 вращения
шлифовального круга и лежащем в диаметральной плоскости обрабатываемой детали, до врезания в точке А. Одновременно шлифовальный круг перемещают вдоль образующей детали в направлении продольной оси (X). При этом ось вращения круга 3 разворачивают в плоскости, перпендикулярной радиальному направлению Y на угол б. Ось 5 вращения детали 1 разворачивают в ее осевой плоскости, проходящей вдоль радиального направления У, например, относительно оси Z но угол ф, равный углу между нормалью АВ к образующей 2 детали в точке А, являющейся точкой контакта детали и круга, и нормалью ВС к оси вращения 5 детали. Возможен также разворот круга относительно детали на тот же угол.
Величина угла б определяется формулой:
inl/
8 - arcsin
(а) У do
где d - диаметр шлифовального круга, do - диаметр круга кривизны профиля детали в точке касания с шлифовальным кругом.
Сочетание поворота оси шлифовального круга на угол б с поворотом детали на
угол ф обеспечивает непрерывное совмещение радиуса кривизны профиля детали и радиуса кривизны профиля формообразующего сечения шлифовального круга в точке их касания А. Тем самым обеспечиваетея совмещение с высокой точностью режущей поверхности шлифовального круга большой высоты с профилем изделия, одновременное участие в шлифовании большого числа абразивных Зерен, высокая
размерная стойкость шлифовального круга, повышение to4HOctH и производительности обработки. Такое повышение точности и производительности обработки Достигается для щирокого класса обрабатываемых криволинейнь1х поверхностей, в том числе нелинейчатых, без профильной правки щлИфовальНого круга, что выгодно отличает предложенный способ от известных.
Технико-экономическая эффективность предлагаемого способа состоит В повышении точности и производительности щлифования широкого класса криволинейных поверхностей деталей шлифовальными
кругами большого диаметра и высоты.
Формула изобретения
Способ шлифования профильных цилиндрических деталей, согласно которому вращающийся шлифовальный круг перемещают вдоль образующей детали, подают его на врезание в радиальном направлении, а ось вращения круга разворачивают в плоскости, перпендикулярной радиальному направлению перемещения, отличающийся тем, что, с целью повышения точности и производительности обработки, ось вращения детали разворачивают в ее осевой плоскости, проходящей вдоль радиального направления перемещения шлифовального круга, на угол, равный углу между нормалью к образующей детали в точке контакта со шлифовальным кругом и нормалью к оси вращения детали.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3664066, кл. 51-165, 1972.
2.Авторское свидетельство СССР № 217229, кл. В 24В 5/00, 1966.
3.Авторское свидетельство СССР № 379319, кл. В 23В 1/00, 1969.
4.Кучер А. М. Бомбированные валы.- Л., 1976, с. 111.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЯ С ЭЛЛИПТИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2211129C1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 2002 |
|
RU2211132C1 |
| ВАЛКИ БЕСЦЕНТРОВЫХ СУПЕРФИНИШНЫХ СТАНКОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2212994C2 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| Способ круглого шлифования с продольной подачей | 1984 |
|
SU1234163A1 |
| Способ шлифования поверхности детали с профилем в виде дуги окружности | 1978 |
|
SU772822A1 |
| Способ шлифования желоба на круглой детали | 1985 |
|
SU1301660A1 |
| Способ шлифования желоба на круглой детали | 1989 |
|
SU1731601A2 |
| САМОЦЕНТРИРУЮЩАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211134C1 |
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
4 Фаг. 2
